Вам также может понравиться
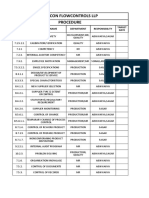
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateДокумент9 страницAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpОценок пока нет
- CAPA Thread OutДокумент80 страницCAPA Thread OutRohtash fastnerОценок пока нет
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateДокумент1 страницаMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilОценок пока нет
- In House PPM MonitoringДокумент2 страницыIn House PPM MonitoringSrinath NavadaОценок пока нет
- 10-Part Air Gauge Measurement AnalysisДокумент4 страницы10-Part Air Gauge Measurement AnalysisSaurabh PhandОценок пока нет
- AE-QA-02 - First Piece Inspection ReportДокумент1 страницаAE-QA-02 - First Piece Inspection ReportKarthi ThiyagarajanОценок пока нет
- MPPL Lux Level Monitoring SheetДокумент2 страницыMPPL Lux Level Monitoring SheetKaran MalhiОценок пока нет
- MTD - QF.17.01CalibrationДокумент2 страницыMTD - QF.17.01CalibrationvinothОценок пока нет
- IQC ChartДокумент1 страницаIQC Chartrishi gautamОценок пока нет
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredДокумент2 страницыSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavОценок пока нет
- Change Management Matrix for Vendor Updates in May 2022Документ1 страницаChange Management Matrix for Vendor Updates in May 2022nitin rathoreОценок пока нет
- F Mint 08 Preventive, Maintenance Check SheetДокумент10 страницF Mint 08 Preventive, Maintenance Check SheetBangali SinghОценок пока нет
- Calibration history card for Kalyani Forge Ltd gaugesДокумент1 страницаCalibration history card for Kalyani Forge Ltd gaugesAmine ChahiОценок пока нет
- Preventive Maintenance Check SheetДокумент4 страницыPreventive Maintenance Check Sheetrahul_2005Оценок пока нет
- 8.fixture Inspection ReportДокумент1 страница8.fixture Inspection ReportBASAVA ENGINEERINGОценок пока нет
- FORM Risk and Opportunity RegisterДокумент7 страницFORM Risk and Opportunity RegisterFATIN NUR NAJWA KHOZAINIОценок пока нет
- New Enquiry Feasibility Review FormatДокумент3 страницыNew Enquiry Feasibility Review FormatUlhas KavathekarОценок пока нет
- Objective and Programme of YEAR 2023Документ8 страницObjective and Programme of YEAR 2023hse bsjОценок пока нет
- FMEA SampleДокумент94 страницыFMEA SampleKaran MalhiОценок пока нет
- Process Monitoring NonconformityДокумент160 страницProcess Monitoring Nonconformityshobha shelarОценок пока нет
- Initial Product Quality Control ProcessДокумент3 страницыInitial Product Quality Control ProcessSameer SaxenaОценок пока нет
- Bgl-Fm-Qa - Red Bin Analysis RuleДокумент1 страницаBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghОценок пока нет
- Document NumberingДокумент8 страницDocument NumberingRaja RehaОценок пока нет
- COPQ Details August 2021 Plant LevelДокумент55 страницCOPQ Details August 2021 Plant Levelshobha shelarОценок пока нет
- Audit Checklist (RM Store)Документ1 страницаAudit Checklist (RM Store)Mohamed ShabirОценок пока нет
- Purpose:: Procedure Manual FifoДокумент3 страницыPurpose:: Procedure Manual FifoartiОценок пока нет
- QMS-Process Risk Assessment ExampleДокумент2 страницыQMS-Process Risk Assessment ExampleRavi ShankarОценок пока нет
- Quality HUB India Training Topics and DurationДокумент2 страницыQuality HUB India Training Topics and DurationPrakash kumarTripathiОценок пока нет
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NДокумент25 страницPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraОценок пока нет
- MARATHAN MOTOR SOP Recruitment ProcedureДокумент4 страницыMARATHAN MOTOR SOP Recruitment Procedurerishi gautamОценок пока нет
- Supreme Plastics New Supplier Selection Process Flow ChartДокумент1 страницаSupreme Plastics New Supplier Selection Process Flow ChartVinod SaleОценок пока нет
- Painting RecordДокумент1 страницаPainting RecordHimawan SetyarsoОценок пока нет
- Boss Gears Attendance Training RecordДокумент2 страницыBoss Gears Attendance Training RecordMohit SinghОценок пока нет
- JH SheetДокумент6 страницJH SheetAshish parmRОценок пока нет
- MACE Green Activity Timing PlanДокумент1 страницаMACE Green Activity Timing PlanshinuОценок пока нет
- Procedure For Monitoring and MeasurementДокумент2 страницыProcedure For Monitoring and MeasurementSAKTHIVEL AОценок пока нет
- Setup & Inprocess Inspection Report CaseДокумент19 страницSetup & Inprocess Inspection Report CaseMURALIDHRAОценок пока нет
- Corrective action-QMP-SYS-06Документ7 страницCorrective action-QMP-SYS-06Rohit Vishwakarma100% (1)
- Design and Validation of A Low-Cost MicroscopeДокумент3 страницыDesign and Validation of A Low-Cost Microscopeyousrazeidan1979Оценок пока нет
- Calibration Training: ReferencesДокумент5 страницCalibration Training: ReferenceshoussОценок пока нет
- AE-QA-10 - Instrument History CardДокумент2 страницыAE-QA-10 - Instrument History CardKarthi ThiyagarajanОценок пока нет
- Final Inspection - Tata Ace DiscДокумент3 страницыFinal Inspection - Tata Ace DiscazadОценок пока нет
- Guidelines For HO Staff Traveling To Site: Thermax Engineering Construction Co. LTD Operational Control ProcedureДокумент2 страницыGuidelines For HO Staff Traveling To Site: Thermax Engineering Construction Co. LTD Operational Control ProcedureNagendra Kumar SinghОценок пока нет
- Chapter 15. Monitoring and Measurement Resources Related: (Clause Description-Paraphrase)Документ12 страницChapter 15. Monitoring and Measurement Resources Related: (Clause Description-Paraphrase)Vikram BillalОценок пока нет
- Department Quality & FS Objective (Revision2015) - SampleДокумент1 страницаDepartment Quality & FS Objective (Revision2015) - SampleRachel YapОценок пока нет
- 17.work Instruction For CNC-CLGДокумент1 страница17.work Instruction For CNC-CLGSAKTHIVEL AОценок пока нет
- Turtle Diagram For Purchase: Support Functions Process QuantifierДокумент2 страницыTurtle Diagram For Purchase: Support Functions Process QuantifierWayan Golgol NapitupuluОценок пока нет
- Failure Mode and Effects Analysis (Process Fmea) : PotentialДокумент2 страницыFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizОценок пока нет
- Heat Treatment - Furnace TreatmentДокумент19 страницHeat Treatment - Furnace Treatmentkumar QAОценок пока нет
- WI For 4M Change ManagementДокумент2 страницыWI For 4M Change ManagementSwagatОценок пока нет
- Roles and Responsibilities of Quality Assurance StaffДокумент18 страницRoles and Responsibilities of Quality Assurance StaffDhinakaranОценок пока нет
- 7.2.3 A List of Internal Auditors QMSДокумент2 страницы7.2.3 A List of Internal Auditors QMSPrakash kumarTripathiОценок пока нет
- Updated Closer IATFДокумент8 страницUpdated Closer IATFSandeep Verma100% (1)
- SLCP Verification ProtocolДокумент62 страницыSLCP Verification ProtocolWILFREDO SSOCONSULTORESОценок пока нет
- MTTR & MTBF TrendДокумент2 страницыMTTR & MTBF TrendMASU BRAKE PADS QAОценок пока нет
- Sampling System Inspection Process Flow Chart 1Документ1 страницаSampling System Inspection Process Flow Chart 1sakshi patilОценок пока нет
- Packaging Details: Vendor Name & AddressДокумент4 страницыPackaging Details: Vendor Name & AddressPk NimiwalОценок пока нет
- Quality Control: and Inspection SystemДокумент32 страницыQuality Control: and Inspection SystemAshley Kane P. DumayОценок пока нет
- 7.qad-Dpr-11 ImteДокумент4 страницы7.qad-Dpr-11 ImteDhinakaranОценок пока нет
- Measurement Systems Analysis WebinarДокумент37 страницMeasurement Systems Analysis WebinarOlirvag100% (1)
- Process Map and Description Matrix: Edition No: Date of ReleaseДокумент22 страницыProcess Map and Description Matrix: Edition No: Date of Releasemuthuselvan100% (5)
- 09-Process MapДокумент1 страница09-Process MapDhinakaranОценок пока нет
- IATF ChecksheetДокумент37 страницIATF ChecksheetDhinakaran67% (3)
- Annual Training OptimizationДокумент8 страницAnnual Training OptimizationDhinakaranОценок пока нет
- RKD Part Global Part: Anpqp - Supplier Master Schedule (SMS) (Inc. Details)Документ26 страницRKD Part Global Part: Anpqp - Supplier Master Schedule (SMS) (Inc. Details)DhinakaranОценок пока нет
- Cost of QualityДокумент15 страницCost of QualityDhinakaranОценок пока нет
- DS-12-01 R0 Packing StandardsДокумент3 страницыDS-12-01 R0 Packing StandardsDhinakaranОценок пока нет
- Skill Matrix: Multi Skill Criteria Level Description Criteria SymbolДокумент5 страницSkill Matrix: Multi Skill Criteria Level Description Criteria SymbolDhinakaranОценок пока нет
- DS-09-02 R0 Change Implementation MatrixДокумент3 страницыDS-09-02 R0 Change Implementation MatrixDhinakaran100% (1)
- DS-05-01 R0 List of Critical SparesДокумент1 страницаDS-05-01 R0 List of Critical SparesDhinakaranОценок пока нет
- DS-01-01 R0 Access Backup and Virus ControlДокумент3 страницыDS-01-01 R0 Access Backup and Virus ControlDhinakaranОценок пока нет
- DS-04-01 R0 Competency Requirements of Internal AuditorsДокумент2 страницыDS-04-01 R0 Competency Requirements of Internal AuditorsDhinakaranОценок пока нет
- Supplier 8D Report: P.O: 45278 37357 Quantity Number Part DescriptionДокумент3 страницыSupplier 8D Report: P.O: 45278 37357 Quantity Number Part DescriptionDhinakaranОценок пока нет
- EHS Audit Points TrackerДокумент7 страницEHS Audit Points TrackerDhinakaranОценок пока нет
- Period From: To: Month: Review Date:05th of Every Month: S.No. Part Name Cost % CummДокумент27 страницPeriod From: To: Month: Review Date:05th of Every Month: S.No. Part Name Cost % CummDhinakaranОценок пока нет
- CC History Obs PDFДокумент2 страницыCC History Obs PDFDhinakaranОценок пока нет
- Roles and Responsibilities of Quality Assurance StaffДокумент18 страницRoles and Responsibilities of Quality Assurance StaffDhinakaranОценок пока нет
- Auditor Check ListДокумент1 страницаAuditor Check ListDhinakaranОценок пока нет
- QSP-08 Employee Motivation and EmpowermentДокумент1 страницаQSP-08 Employee Motivation and EmpowermentDhinakaranОценок пока нет
- 7.qad-Dpr-11 ImteДокумент4 страницы7.qad-Dpr-11 ImteDhinakaranОценок пока нет
- Assessing Risks at Rikun ManufacturingДокумент9 страницAssessing Risks at Rikun ManufacturingDhinakaran100% (2)
- IATF 16949-2016 Soft PDFДокумент58 страницIATF 16949-2016 Soft PDFDhinakaran92% (158)
- Test Paper: Name: DateДокумент2 страницыTest Paper: Name: DateDhinakaranОценок пока нет
- Quality System Procedure: QSP-21 R0 Process: Preservation of ProductsДокумент3 страницыQuality System Procedure: QSP-21 R0 Process: Preservation of ProductsDhinakaranОценок пока нет
- List of Shelf Life ItemsДокумент2 страницыList of Shelf Life ItemsDhinakaranОценок пока нет
- QSP-08 Employee Motivation and EmpowermentДокумент1 страницаQSP-08 Employee Motivation and EmpowermentDhinakaranОценок пока нет
- QSP-05 Maintenance of Infrastructure TPM R2Документ10 страницQSP-05 Maintenance of Infrastructure TPM R2DhinakaranОценок пока нет
- Quality System Procedure Management Review Meeting AgendaДокумент5 страницQuality System Procedure Management Review Meeting AgendaDhinakaranОценок пока нет
- CC History ObsДокумент2 страницыCC History ObsDhinakaranОценок пока нет
- Human Movement Science: Full Length ArticleДокумент7 страницHuman Movement Science: Full Length ArticleTadija TrajkovićОценок пока нет
- Coaching of Basketball in Masvingo Urban West ClusterДокумент4 страницыCoaching of Basketball in Masvingo Urban West ClusterBentley Mulsanne MagoОценок пока нет
- 10.4103 0975-1483.51868 PDFДокумент7 страниц10.4103 0975-1483.51868 PDFAbhiОценок пока нет
- F-25 MRM MinutesДокумент3 страницыF-25 MRM MinutesChrill Dsilva50% (2)
- Random Motors Project Submission: Name - Surendranath KolachalamДокумент10 страницRandom Motors Project Submission: Name - Surendranath KolachalamSurendranath Kolachalam92% (13)
- Jurnal 6Документ14 страницJurnal 6muli aniОценок пока нет
- Statistics For Business and Economics: Anderson Sweeney WilliamsДокумент45 страницStatistics For Business and Economics: Anderson Sweeney WilliamsBrenda BernardОценок пока нет
- BBA - 240 - Lecture - 1 - Introduction - To - Statistics SlidesДокумент27 страницBBA - 240 - Lecture - 1 - Introduction - To - Statistics SlidesGeorge MandaОценок пока нет
- Procurement Management Plan - Doc-1Документ7 страницProcurement Management Plan - Doc-1Khaled AbdelbakiОценок пока нет
- Questionnaire For Parents of Students in Class 10 and BelowДокумент4 страницыQuestionnaire For Parents of Students in Class 10 and BelowAshish LanjewarОценок пока нет
- Integrated Marketing in The Digital WorldДокумент30 страницIntegrated Marketing in The Digital WorldSweets BlessingОценок пока нет
- Advanced Communication 2022Документ8 страницAdvanced Communication 2022Mitchie FaustinoОценок пока нет
- NCLIN 411 Clinical Reflection GridДокумент2 страницыNCLIN 411 Clinical Reflection GridsaizadОценок пока нет
- A Critique of An Article Is The Objective Analysis of A Literary or Scientific PieceДокумент12 страницA Critique of An Article Is The Objective Analysis of A Literary or Scientific PieceDavid MglwinОценок пока нет
- Airware: An Urban and Industrial Air Quality Assessment and Management Information SystemДокумент19 страницAirware: An Urban and Industrial Air Quality Assessment and Management Information SystemducklingsterОценок пока нет
- Literature Review CTДокумент8 страницLiterature Review CTc5rk24gr100% (2)
- Siti Asyifa Soraya Noordin - Artikel - Infomasi Karir - Sman1garut PDFДокумент17 страницSiti Asyifa Soraya Noordin - Artikel - Infomasi Karir - Sman1garut PDFSiti AsyifaОценок пока нет
- Test of DifferenceДокумент56 страницTest of DifferenceYelle BuniagОценок пока нет
- Ground Characterization and FoundationsДокумент819 страницGround Characterization and FoundationsMypatiVamsiОценок пока нет
- A Review of BSU Master PlanДокумент4 страницыA Review of BSU Master PlanTerna HonОценок пока нет
- Inquiries, Investigation, and Immersion: Quarter 2 Module 2 - Lesson 4Документ14 страницInquiries, Investigation, and Immersion: Quarter 2 Module 2 - Lesson 4fio jennОценок пока нет
- Data Driven Football Scouting Assistance With Simulated Player Performance ExtrapolationДокумент8 страницData Driven Football Scouting Assistance With Simulated Player Performance ExtrapolationPrajwal PrasadОценок пока нет
- Factors Determining Effectiveness in Malaysian Small & Medium Enterprises by Implementing Globalization StrategyДокумент14 страницFactors Determining Effectiveness in Malaysian Small & Medium Enterprises by Implementing Globalization StrategyGlobal Research and Development ServicesОценок пока нет
- Teaching Materials Using TechnologyДокумент33 страницыTeaching Materials Using TechnologyLegenda P. PratamaОценок пока нет
- PHILIPPINE ARCHITECTURE: The Epitome of Ingenuity and SustainabilityДокумент5 страницPHILIPPINE ARCHITECTURE: The Epitome of Ingenuity and SustainabilityNik-nik ZerdaОценок пока нет
- ENGINEERING EVALUATION CRITERIAДокумент8 страницENGINEERING EVALUATION CRITERIAFabio GonzalezОценок пока нет
- Chatbot PDFДокумент47 страницChatbot PDFGregory MasikaОценок пока нет
- Synthetic Cannabinoids - Epidemiology, Pharmacodynamics, and Clinical Implications Nihms-2014Документ61 страницаSynthetic Cannabinoids - Epidemiology, Pharmacodynamics, and Clinical Implications Nihms-2014smk0602Оценок пока нет