Вам также может понравиться
- Content of Design Standard 4S-10.01: Manufacture and Installation Specification For FRP StructuresДокумент29 страницContent of Design Standard 4S-10.01: Manufacture and Installation Specification For FRP StructuresJuan Ayala ValdebenitoОценок пока нет
- LG Wd1873rds Manual de UsuarioДокумент76 страницLG Wd1873rds Manual de UsuarioJosè Otoniel Osorio BarreraОценок пока нет
- WS500 Operator WorkstationДокумент2 страницыWS500 Operator WorkstationNayants GuzmánОценок пока нет
- Acidizing TreatmentsДокумент93 страницыAcidizing TreatmentsPeña Lucia100% (2)
- 15963-0000-Me-Spc-0006 R0 PDFДокумент20 страниц15963-0000-Me-Spc-0006 R0 PDFSnehal SinhaОценок пока нет
- Tendernotice 1Документ69 страницTendernotice 1hardik033Оценок пока нет
- Consultancy Services (Lump Sum Assignment)Документ44 страницыConsultancy Services (Lump Sum Assignment)Natasha AdvaniОценок пока нет
- SP 4009Документ37 страницSP 4009Jamal SalehОценок пока нет
- Engineering Consultancy Services: Tender Document FORДокумент69 страницEngineering Consultancy Services: Tender Document FORKalai SelvanОценок пока нет
- Storage Tank Mechanical Data Sheet: Vacuum Residue Storage TanksДокумент6 страницStorage Tank Mechanical Data Sheet: Vacuum Residue Storage TanksMahmoud HafezОценок пока нет
- Tender No. TN/ENP/2236: Modification of Bulk LPG Handling Facility at Jebel AliДокумент20 страницTender No. TN/ENP/2236: Modification of Bulk LPG Handling Facility at Jebel AliJithinОценок пока нет
- NGP-000-TEL-15.04-0003!06!00 Telecom MTO For Loading AreaДокумент3 страницыNGP-000-TEL-15.04-0003!06!00 Telecom MTO For Loading Areawqs_19Оценок пока нет
- 1000 Kva Genarator Set DetailsДокумент147 страниц1000 Kva Genarator Set Detailstrisha12345678Оценок пока нет
- NAWCPF-MSBI-NCPF-000-CV-RFQ-31072 - 001 - CPF-Civil Works-SOWДокумент45 страницNAWCPF-MSBI-NCPF-000-CV-RFQ-31072 - 001 - CPF-Civil Works-SOWMouhebОценок пока нет
- Tender Document-Chain Conveyor PDFДокумент87 страницTender Document-Chain Conveyor PDFshazz_28Оценок пока нет
- LPG Uluberia PlantДокумент11 страницLPG Uluberia PlantSourav MondalОценок пока нет
- MECON TENDER Vol - I - Web - 20181008 - 140852Документ587 страницMECON TENDER Vol - I - Web - 20181008 - 140852mazheraliОценок пока нет
- General Technical Requirement For Mechanical - Piping (D 13Документ18 страницGeneral Technical Requirement For Mechanical - Piping (D 13Elias EliasОценок пока нет
- DEP 006 - MDMT Based On Hysys DP Results PDFДокумент3 страницыDEP 006 - MDMT Based On Hysys DP Results PDFharryОценок пока нет
- Jacobs Sustainability Plus Presentation ER and NR Rev 1Документ26 страницJacobs Sustainability Plus Presentation ER and NR Rev 1Christopher BrownОценок пока нет
- Techo Economico Study TurboCompression PDFДокумент253 страницыTecho Economico Study TurboCompression PDFWilber AlexisОценок пока нет
- Datasheet of Pig Indicator Rev 0Документ2 страницыDatasheet of Pig Indicator Rev 0toonaughty0% (1)
- Jacobs Consultancy Lca Report Exec SummaryДокумент17 страницJacobs Consultancy Lca Report Exec SummaryCyril BorleОценок пока нет
- Positive Displacement Pumps and Oil-Free Gas Compressors: For Liquefied Gas ApplicationsДокумент20 страницPositive Displacement Pumps and Oil-Free Gas Compressors: For Liquefied Gas ApplicationscajacaОценок пока нет
- 020-GN-BK-101AB, Rev.1 PDFДокумент1 страница020-GN-BK-101AB, Rev.1 PDFVeena S VОценок пока нет
- 14.2kg LPG CylinderДокумент14 страниц14.2kg LPG CylinderNikhil GupthaОценок пока нет
- An Overview of How To Execute Engineerin PDFДокумент17 страницAn Overview of How To Execute Engineerin PDFgopuОценок пока нет
- AMEC Preset at Ion On CCSДокумент33 страницыAMEC Preset at Ion On CCSPete_EvelogenОценок пока нет
- Tech1 20190430 112222Документ472 страницыTech1 20190430 112222rengapsОценок пока нет
- Engineering Standard MilestoneДокумент23 страницыEngineering Standard MilestonegarciahoОценок пока нет
- Annexure of LPGДокумент6 страницAnnexure of LPGKathir HaiОценок пока нет
- A538 - 9030 - 1003 - ENQ - REV0 - EIL Document For Pig Scraper and ReceiverДокумент200 страницA538 - 9030 - 1003 - ENQ - REV0 - EIL Document For Pig Scraper and ReceiverVeena S VОценок пока нет
- Gas Pipeline SpecДокумент4 страницыGas Pipeline SpecA_bener100% (1)
- Description Total Work Planned / Actual Progress Beginning Work ProgressДокумент4 страницыDescription Total Work Planned / Actual Progress Beginning Work ProgressSultan KhanОценок пока нет
- Advisian Business Process - MAINДокумент10 страницAdvisian Business Process - MAINDavid PrastyanОценок пока нет
- Tender8650 1Документ744 страницыTender8650 1Siddharth BhattacharyaОценок пока нет
- ProMec EngineeringДокумент17 страницProMec EngineeringAnonymous 7a5KZi8MОценок пока нет
- City Gas Distribution Project FOR Bengaluru: Under International Competitive BiddingДокумент55 страницCity Gas Distribution Project FOR Bengaluru: Under International Competitive BiddingapsОценок пока нет
- Bill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Документ5 страницBill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Vu TranОценок пока нет
- Operative Instruction - Shut Down 16 June 2016Документ8 страницOperative Instruction - Shut Down 16 June 2016Lokmane YellouОценок пока нет
- GMR RFQДокумент142 страницыGMR RFQumamahesh259Оценок пока нет
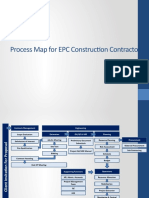
- PIM For EPCДокумент2 страницыPIM For EPCrahul nandananОценок пока нет
- Skid Weight Calculation HHI-RAR-SD-SCAL-004. REV.CДокумент8 страницSkid Weight Calculation HHI-RAR-SD-SCAL-004. REV.CAgus MarpaungОценок пока нет
- HPCL TenderДокумент214 страницHPCL TenderDayanandSonawaneОценок пока нет
- Oisd STD 144 PDFДокумент133 страницыOisd STD 144 PDFRADHAMADHABA SAHANI0% (1)
- Liter Tank DetailДокумент281 страницаLiter Tank DetailrkpragadeeshОценок пока нет
- NGWK PK 0001 VDQC Plit 0006Документ7 страницNGWK PK 0001 VDQC Plit 0006stdshopОценок пока нет
- 007-Stand Post Type Fire HydrantДокумент6 страниц007-Stand Post Type Fire HydrantshabahatОценок пока нет
- SOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFДокумент19 страницSOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFMallu BroОценок пока нет
- Procedure: Technical Bid Evaluation For Catodic ProtectionДокумент6 страницProcedure: Technical Bid Evaluation For Catodic ProtectionPer Bagus HandokoОценок пока нет
- Copper Extraction From The 60s. Into The 21st CenturyДокумент25 страницCopper Extraction From The 60s. Into The 21st CenturyPatricia FuenzalidaОценок пока нет
- MQP - 1 PDFДокумент15 страницMQP - 1 PDFDoita Dutta ChoudhuryОценок пока нет
- Financial Model - Version 3 (03!10!2020)Документ41 страницаFinancial Model - Version 3 (03!10!2020)Fazal ImranОценок пока нет
- P4-D3en - Tech. Specification For Line PipesДокумент20 страницP4-D3en - Tech. Specification For Line PipesMauro MLRОценок пока нет
- BOQ For Civil-BhatindaДокумент19 страницBOQ For Civil-BhatindaRajesh ChowhanОценок пока нет
- Abj Corporate Brochure - SmallsizeДокумент36 страницAbj Corporate Brochure - Smallsizeumer shafiqueОценок пока нет
- Evidya Oisd144Документ60 страницEvidya Oisd144shahezad yemenОценок пока нет
- S-41-1224-001WR - Rev 1Документ38 страницS-41-1224-001WR - Rev 1heri_prasetyadiОценок пока нет
- Pc12002-368-03-Sp-002, Rev 1 Specification For Scada SystemДокумент21 страницаPc12002-368-03-Sp-002, Rev 1 Specification For Scada SystemHamza ShujaОценок пока нет
- Detailed Estimate / Bill of Materials: Item Particulars Unit Quantity Unit Cost Total CostДокумент4 страницыDetailed Estimate / Bill of Materials: Item Particulars Unit Quantity Unit Cost Total CostBords MoralesОценок пока нет
- IPS Standard PDFДокумент44 страницыIPS Standard PDFFathy MostafaОценок пока нет
- TaggingДокумент43 страницыTaggingSterling Gordian100% (2)
- Prob. 3.104 DataДокумент1 страницаProb. 3.104 Datajhon smithОценок пока нет
- Prob. 2.104 DataДокумент1 страницаProb. 2.104 Datajhon smithОценок пока нет
- Prob. 2.105 DataДокумент1 страницаProb. 2.105 Datajhon smithОценок пока нет
- Critical Flow Sub-Critical FlowДокумент4 страницыCritical Flow Sub-Critical Flowjhon smithОценок пока нет
- Prob. 1.91 DataДокумент1 страницаProb. 1.91 Datajhon smithОценок пока нет
- Prob. 10.99 DataДокумент1 страницаProb. 10.99 Datajhon smithОценок пока нет
- Srinagr Power ChanelДокумент3 страницыSrinagr Power Chaneljhon smithОценок пока нет
- Piping Loss Calculations: Input Values Head Loss, Given Piping and FlowДокумент1 страницаPiping Loss Calculations: Input Values Head Loss, Given Piping and Flowjhon smithОценок пока нет
- Section PropertiesДокумент1 страницаSection Propertiesjhon smithОценок пока нет
- Problem 1.1 Molar Volume and Compressibility Factor From Van Der Waals Equation Part A - Solution For P 56 (Atm) and T 450 K Equations Initial Val SolutionДокумент1 страницаProblem 1.1 Molar Volume and Compressibility Factor From Van Der Waals Equation Part A - Solution For P 56 (Atm) and T 450 K Equations Initial Val Solutionjhon smithОценок пока нет
- Naps Gas RateДокумент2 страницыNaps Gas Ratejhon smithОценок пока нет
- HP Energy CalcДокумент1 страницаHP Energy Calcjhon smithОценок пока нет
- Individual Career and Competencies Review: Short Term Career Path (Less Than 3 Years)Документ2 страницыIndividual Career and Competencies Review: Short Term Career Path (Less Than 3 Years)jhon smithОценок пока нет
- Technical BidДокумент64 страницыTechnical Bidjhon smithОценок пока нет
- BKDD00-ME-1V-00-016 Rev0 Technical BID Evaluation For Flare PackageДокумент56 страницBKDD00-ME-1V-00-016 Rev0 Technical BID Evaluation For Flare Packagejhon smithОценок пока нет
- Combustion System Repairs - Industrial Gas Turbines: Industrial Frame Engines - GE, Siemens, Alstom - Including "F" ClassДокумент2 страницыCombustion System Repairs - Industrial Gas Turbines: Industrial Frame Engines - GE, Siemens, Alstom - Including "F" ClassfrdnОценок пока нет
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationДокумент3 страницыPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesОценок пока нет
- Environmental Engineering Jobs in Bangladesh - Careerjet - Com.bdДокумент4 страницыEnvironmental Engineering Jobs in Bangladesh - Careerjet - Com.bdamrin jannatОценок пока нет
- Bomba de Vácuo Sotorbilt 4mrДокумент12 страницBomba de Vácuo Sotorbilt 4mrWormInchОценок пока нет
- US Hex Bolt SizesДокумент2 страницыUS Hex Bolt SizesYana Jarang OlОценок пока нет
- Foundation Construction Challenges at 100 11th Avenue in Manhattan - Secant Pile Wall by Andrew Cushing, Et. Al.Документ8 страницFoundation Construction Challenges at 100 11th Avenue in Manhattan - Secant Pile Wall by Andrew Cushing, Et. Al.Andrew CushingОценок пока нет
- Chemical Induetries-1Документ75 страницChemical Induetries-1Muhammad Anees Ur RehmanОценок пока нет
- Lecture 1 - Intro and SolidWorks PCBДокумент17 страницLecture 1 - Intro and SolidWorks PCBmyturtle gameОценок пока нет
- Tension Capacity of PileДокумент8 страницTension Capacity of Pilenimal179100% (1)
- BX-74 / BX-78: Sliding Gate Operator BX SeriesДокумент24 страницыBX-74 / BX-78: Sliding Gate Operator BX SeriesStefce PetrovОценок пока нет
- Design Standards For Sanitary Sewer SysytemДокумент5 страницDesign Standards For Sanitary Sewer SysytemJoselle RuizОценок пока нет
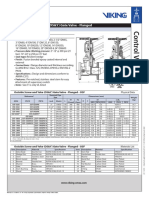
- Outside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesДокумент2 страницыOutside Screw and Yoke (OS&Y) Gate Valve - Flanged: Technical FeaturesMark Louie GuintoОценок пока нет
- Material Test Report: ISO EN 10204 2004-3.1Документ4 страницыMaterial Test Report: ISO EN 10204 2004-3.1Johan Sebastian C. SОценок пока нет
- Dse5510 Installation InstДокумент2 страницыDse5510 Installation Instricardo_dionisi2700Оценок пока нет
- Toshiba 42pw33q - S Ch. Pw33 SchematicsДокумент18 страницToshiba 42pw33q - S Ch. Pw33 SchematicstodorloncarskiОценок пока нет
- Oilon 4A Monox en StandardДокумент16 страницOilon 4A Monox en StandardWilbert Consuelo CotrinaОценок пока нет
- Section 1: Identification: TurpentineДокумент10 страницSection 1: Identification: TurpentineRobertОценок пока нет
- 02-Engine Mechanical System PDFДокумент129 страниц02-Engine Mechanical System PDFSigit Indrawan100% (1)
- T.C. Electronic M3000 User ManualДокумент78 страницT.C. Electronic M3000 User ManualStanleyОценок пока нет
- PPAPДокумент2 страницыPPAPVlad NitaОценок пока нет
- Maison À BordeauxДокумент5 страницMaison À BordeauxSpam TestОценок пока нет
- USS ProtocolДокумент77 страницUSS Protocolreza2131Оценок пока нет
- Catalogo Towel RailsДокумент1 страницаCatalogo Towel RailsrodijammoulОценок пока нет
- 7695v2.1 (G52 76951X8) (A55 G45 - A55 G55)Документ70 страниц7695v2.1 (G52 76951X8) (A55 G45 - A55 G55)Dávid SzabóОценок пока нет
- Starboard Strategies Issue 13-MinДокумент28 страницStarboard Strategies Issue 13-MinkrishnamrutamОценок пока нет
- LCD TV W DVD PDFДокумент5 страницLCD TV W DVD PDFINJESBGОценок пока нет
- Up-F-020 Solicitud de Admisión de Practicantes Ver-08Документ108 страницUp-F-020 Solicitud de Admisión de Practicantes Ver-08MARCOS RODOLFO MALDONADO ZEVALLOSОценок пока нет