Вам также может понравиться
- JIG Part 1Документ11 страницJIG Part 1Temu100% (1)
- Features of A Milling CutterДокумент8 страницFeatures of A Milling CutterAnuj KrОценок пока нет
- Broaching BasicsДокумент5 страницBroaching Basicssaritha0003Оценок пока нет
- Sheet Metal ToolsДокумент20 страницSheet Metal ToolsRolando DaclanОценок пока нет
- Thermal Analysis of Cutting Tools by Using Different Cutting FluidsДокумент45 страницThermal Analysis of Cutting Tools by Using Different Cutting FluidspothanОценок пока нет
- Milling CutterДокумент39 страницMilling Cuttersamurai7_77Оценок пока нет
- Fea Stress Analysis of Drill BitДокумент40 страницFea Stress Analysis of Drill BitjagadeeshОценок пока нет
- Milling Cutter2Документ25 страницMilling Cutter2Sridhar BhagavatullaОценок пока нет
- LATHEДокумент9 страницLATHEArun PrasadОценок пока нет
- Fabrication Methods and ProcessesДокумент27 страницFabrication Methods and ProcessesSivaОценок пока нет
- Cutting Tool (Machining) : TypesДокумент17 страницCutting Tool (Machining) : TypesRizky Bayu Ramadhan0% (1)
- Drill BitДокумент22 страницыDrill BitPinto JovitaОценок пока нет
- Drill BitsДокумент23 страницыDrill BitsIndah CharismasariОценок пока нет
- Machining by CuttingДокумент4 страницыMachining by CuttingSiddhi JainОценок пока нет
- Single Point ToolДокумент11 страницSingle Point ToolMohanadAlrofuОценок пока нет
- Report Single Acting HacksawДокумент16 страницReport Single Acting HacksawRamsathayaОценок пока нет
- Cutting Tool (Machining)Документ3 страницыCutting Tool (Machining)roberto jimenezОценок пока нет
- End Mills GeometryДокумент4 страницыEnd Mills GeometryIvan HrenОценок пока нет
- Manufacturing Engineering II Lecture 3Документ30 страницManufacturing Engineering II Lecture 3Eyu KalebОценок пока нет
- Saw BladesДокумент9 страницSaw BladesL02 ARUN AОценок пока нет
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheДокумент14 страницChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Manufacturing Process-II: Unit 2: Mechanics of Machining ProcessesДокумент46 страницManufacturing Process-II: Unit 2: Mechanics of Machining ProcessesGanesh GadadeОценок пока нет
- Unit 2 12102019Документ16 страницUnit 2 12102019Satish SatiОценок пока нет
- Pneumatic Shearing MachineДокумент2 страницыPneumatic Shearing MachineH S Wajid HussainОценок пока нет
- c5 Lathe 120203152613 Phpapp02Документ30 страницc5 Lathe 120203152613 Phpapp02Preavin Kutty Thamotharan100% (1)
- 44-Slider Crank Mechanism Using HacksawДокумент15 страниц44-Slider Crank Mechanism Using HacksawsathishОценок пока нет
- Class Notes ManufacturingДокумент13 страницClass Notes ManufacturingRajangam VeeruchinnanОценок пока нет
- Lathe Cutting ToolsДокумент5 страницLathe Cutting ToolsVinОценок пока нет
- Production Technology-I Unit No. 1: Cutting ToolДокумент15 страницProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraОценок пока нет
- Power SawДокумент5 страницPower SawGodfrey Matii100% (1)
- Shearing ToolsДокумент21 страницаShearing Toolsメルヴリッ クズルエタОценок пока нет
- TDD-Metal Cutting & Special ToolsДокумент27 страницTDD-Metal Cutting & Special ToolsGS RathoreОценок пока нет
- Theory of Metal CuttingДокумент10 страницTheory of Metal CuttingHxn BhattiОценок пока нет
- Fitting MaterialДокумент83 страницыFitting MaterialRoyalmechОценок пока нет
- Machine ShopДокумент22 страницыMachine Shopanurag6866Оценок пока нет
- Production Engineering Lecture 2Документ16 страницProduction Engineering Lecture 2AINAMANI AMOSОценок пока нет
- Basic Engineering TermsДокумент31 страницаBasic Engineering Termsvijay kumarОценок пока нет
- Metal Cutting (F) SДокумент62 страницыMetal Cutting (F) SBrijesh VermaОценок пока нет
- Various Types of Mill CuttersДокумент6 страницVarious Types of Mill CuttersKarthiОценок пока нет
- Miss FauziahДокумент11 страницMiss FauziahMierol AfizОценок пока нет
- Mesin LarikДокумент12 страницMesin LariknorzaiwanОценок пока нет
- Angle GrinderДокумент47 страницAngle GrinderJane Geronimo100% (1)
- Machine Tools PDFДокумент13 страницMachine Tools PDFgiacomo meliconiОценок пока нет
- Bolt and Nut Lathe MachineДокумент34 страницыBolt and Nut Lathe MachineIxora My0% (2)
- Turning Aluminium Alloys: DrillingДокумент2 страницыTurning Aluminium Alloys: DrillingandyalwayshugsОценок пока нет
- Cutting ToolsДокумент5 страницCutting ToolsBhavdeep SinghОценок пока нет
- Me1008 Unit 3 Theory of Metal CuttingДокумент39 страницMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodОценок пока нет
- Cutting Tool DesignДокумент67 страницCutting Tool DesignBagus Bramantya bagusbramantya.2019Оценок пока нет
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Документ29 страницCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Sawing MachinesДокумент9 страницSawing MachinesvelavansuОценок пока нет
- Sathyabama University: Design Practice of Jigs, Fixtures and Press Tools Lab - SPRX 4011Документ35 страницSathyabama University: Design Practice of Jigs, Fixtures and Press Tools Lab - SPRX 4011wabdushukurОценок пока нет
- Theory of Metal Cutting 2Документ39 страницTheory of Metal Cutting 2Ravichandran G67% (6)
- Sheet Metal FormingДокумент5 страницSheet Metal FormingScribdd3r100% (2)
- Group 1 Lathe MachineДокумент27 страницGroup 1 Lathe MachineKayezelle MendozaОценок пока нет
- To Oldies Moulds ReportДокумент15 страницTo Oldies Moulds ReportArpit JayswalОценок пока нет
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersОт EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersРейтинг: 3.5 из 5 звезд3.5/5 (2)
- An Introduction to Metal-Working (Illustrated)От EverandAn Introduction to Metal-Working (Illustrated)Рейтинг: 2.5 из 5 звезд2.5/5 (2)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsОт EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsРейтинг: 5 из 5 звезд5/5 (1)
- CastepДокумент138 страницCastepkamara7067% (3)
- Outcomes For Microprocessor and Microcontroller 2017 NewДокумент3 страницыOutcomes For Microprocessor and Microcontroller 2017 Newroyal1979Оценок пока нет
- 3 - Guide For The Planning, Design, and Operation of Pedestrain FacilitiesДокумент142 страницы3 - Guide For The Planning, Design, and Operation of Pedestrain FacilitiesTIGEST100% (6)
- ELCB - DISTRI BOARDS - ZE - TZ Series CatalogueДокумент1 страницаELCB - DISTRI BOARDS - ZE - TZ Series CatalogueAkun Iseng00001Оценок пока нет
- SE370LC英文Документ2 страницыSE370LC英文Karl KarlОценок пока нет
- Foamers Solid CatДокумент4 страницыFoamers Solid CatLuisAlbertoVazquezОценок пока нет
- Chapter 7 Introduction To Rock EngineeringДокумент78 страницChapter 7 Introduction To Rock EngineeringsyafiqОценок пока нет
- Technical Guidance Document: Fire Safety Dwelling HousesДокумент97 страницTechnical Guidance Document: Fire Safety Dwelling HousesAndreiBindeaОценок пока нет
- Steam Distillation ApparatusДокумент4 страницыSteam Distillation ApparatusAshish VermaОценок пока нет
- Common Pain Points in A System Using A Classic DatabaseДокумент8 страницCommon Pain Points in A System Using A Classic Databasevimal_mali662Оценок пока нет
- Feb 5, 2020: Hoboken City Council Full AgendaДокумент481 страницаFeb 5, 2020: Hoboken City Council Full AgendaGrafixAvengerОценок пока нет
- UC 321 TatraДокумент3 страницыUC 321 TatrakimchimadОценок пока нет
- Capstan and Turret Lathe NotesДокумент10 страницCapstan and Turret Lathe NotesR.PalaniОценок пока нет
- Sap GRCДокумент8 страницSap GRCrajesh.sapОценок пока нет
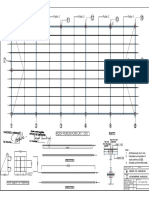
- DRAWING 1 JKS OIL SHED1-ModelДокумент1 страницаDRAWING 1 JKS OIL SHED1-ModelAPS DESIGN INFRA PVT.LTD.Оценок пока нет
- Basic Knowledge of Bolts & NutsДокумент15 страницBasic Knowledge of Bolts & NutsnixneonОценок пока нет
- 3 EE Conventation Paper I 2011Документ7 страниц3 EE Conventation Paper I 2011gkum65Оценок пока нет
- Flexible Manufacturing SystemsДокумент40 страницFlexible Manufacturing SystemsHanoz Patel100% (1)
- 07110Документ5 страниц07110sethu1091Оценок пока нет
- C-Power ACB Catalogue 1.7Документ35 страницC-Power ACB Catalogue 1.7diwakarОценок пока нет
- Coaching 622 Day 2 Part 4Документ5 страницCoaching 622 Day 2 Part 4Marnie Shane GamezОценок пока нет
- Arcgis Training Content PDFДокумент6 страницArcgis Training Content PDFBada SainathОценок пока нет
- Avr 450 PDFДокумент24 страницыAvr 450 PDFEdgar MartinezОценок пока нет
- The Scientific AttitudeДокумент2 страницыThe Scientific AttitudeDaniel FrazónОценок пока нет
- RK SAR1613 SteelДокумент30 страницRK SAR1613 Steelsathyabama UniversityОценок пока нет
- Non-Metallic Expansion Joints: Standard Specification ForДокумент3 страницыNon-Metallic Expansion Joints: Standard Specification ForIlkuОценок пока нет
- Comparative Study Between Engineering Stripe and Feeder Stripe 2165 8064 1000346Документ10 страницComparative Study Between Engineering Stripe and Feeder Stripe 2165 8064 1000346NahidulIslamHadiОценок пока нет
- BQ Internal PlumbingДокумент18 страницBQ Internal PlumbingROSZMAD RESOURCESОценок пока нет
- Lubricants: 11 February 2014Документ2 страницыLubricants: 11 February 2014Thai TrinhОценок пока нет
- PC Program Developed For Estimating Pipeline Drying Time: Save Article Instructions CloseДокумент8 страницPC Program Developed For Estimating Pipeline Drying Time: Save Article Instructions ClosescrbdgharaviОценок пока нет