Вам также может понравиться
- Green Tio2 as Nanocarriers for Targeting Cervical Cancer Cell LinesОт EverandGreen Tio2 as Nanocarriers for Targeting Cervical Cancer Cell LinesОценок пока нет
- Additive Manufacturing of Polymer-Derived CeramicsДокумент5 страницAdditive Manufacturing of Polymer-Derived CeramicsNando93Оценок пока нет
- Charge Transfer Conjugated Polymers Science 2009Документ3 страницыCharge Transfer Conjugated Polymers Science 2009PengHanОценок пока нет
- Articulometodos 1Документ19 страницArticulometodos 1Sadness NeededОценок пока нет
- Health Benefits of Eating Chocolate?: Brief CommunicationsДокумент2 страницыHealth Benefits of Eating Chocolate?: Brief CommunicationsAimée SanchezОценок пока нет
- Tandem Surface-Induced Dissociation of Protein Complexes On An Ultrahigh Resolution PlatformДокумент14 страницTandem Surface-Induced Dissociation of Protein Complexes On An Ultrahigh Resolution PlatformPeeke08Оценок пока нет
- 2PA CdSe-ZnSДокумент4 страницы2PA CdSe-ZnSlabasvisogeroОценок пока нет
- Science 1257158Документ4 страницыScience 12571581592162022Оценок пока нет
- Mesotunnels On The Silica Wall of Ordered SBA-15 To Generate Three-Dimensional Large-Pore Mesoporous NetworksДокумент2 страницыMesotunnels On The Silica Wall of Ordered SBA-15 To Generate Three-Dimensional Large-Pore Mesoporous NetworksAneesh KumarОценок пока нет
- Nanoscale Tunable Reduction of Graphene Oxide For Graphene ElectronicsДокумент6 страницNanoscale Tunable Reduction of Graphene Oxide For Graphene Electronicsadrianoreis1Оценок пока нет
- Mitigation of Late Cardiovascular Effects of Oxygen Io - 2021 - Life Sciences inДокумент8 страницMitigation of Late Cardiovascular Effects of Oxygen Io - 2021 - Life Sciences instefОценок пока нет
- Wu Canopy Phenology Photosythesis Seasonality Amazonia 2016Документ6 страницWu Canopy Phenology Photosythesis Seasonality Amazonia 2016Lucas BauerОценок пока нет
- Cameron Et Al 2013 - Ex For Ths WeekДокумент6 страницCameron Et Al 2013 - Ex For Ths WeekMerveDemiralpОценок пока нет
- X-Ray Scattering Study of Thin Films of Poly (2,5-Bis (3-Alkylthiophen-2-Yl) Thieno (3,2-) Thiophene)Документ12 страницX-Ray Scattering Study of Thin Films of Poly (2,5-Bis (3-Alkylthiophen-2-Yl) Thieno (3,2-) Thiophene)kastorОценок пока нет
- BindingДокумент6 страницBindingalgorithm123Оценок пока нет
- Science 2014 Rausch 1326 30Документ6 страницScience 2014 Rausch 1326 30overlordalexОценок пока нет
- Rbaa043Документ9 страницRbaa043mahaОценок пока нет
- (14796813 - Journal of Molecular Endocrinology) Diversification of Mineralocorticoid Receptor Genes in A Subterranean Rodent, The Naked Mole-RatДокумент13 страниц(14796813 - Journal of Molecular Endocrinology) Diversification of Mineralocorticoid Receptor Genes in A Subterranean Rodent, The Naked Mole-RatNarjes Sharif AskariОценок пока нет
- Smvo 4Документ10 страницSmvo 4selrajanОценок пока нет
- 005-ParticleDeliveryOfDNAVaccine (2019)Документ6 страниц005-ParticleDeliveryOfDNAVaccine (2019)Bert AndersonОценок пока нет
- Hybrid Biodegradable Electrospun Scaffolds Based On Poly (L-Lactic Acid) and Reduced Graphene Oxide With Improved Piezoelectric ResponseДокумент16 страницHybrid Biodegradable Electrospun Scaffolds Based On Poly (L-Lactic Acid) and Reduced Graphene Oxide With Improved Piezoelectric ResponseJagannath NathОценок пока нет
- 10 1016@j Prosdent 2019 08 027Документ10 страниц10 1016@j Prosdent 2019 08 027Bharath KondaveetiОценок пока нет
- Large-Scale Synthesis of High-Quality Ultralong Copper NanowiresДокумент3 страницыLarge-Scale Synthesis of High-Quality Ultralong Copper Nanowiresorang_udikОценок пока нет
- Isolation of Dna From Arthrospira Platensis and Whole Blood Using Magnetic Nanoparticles (Fe O @oa and Fe O @Oa@Sio)Документ11 страницIsolation of Dna From Arthrospira Platensis and Whole Blood Using Magnetic Nanoparticles (Fe O @oa and Fe O @Oa@Sio)Khoa NguyendangОценок пока нет
- 2002 Irmof-2 EdusolДокумент5 страниц2002 Irmof-2 EdusolAlejandra AwimbaweОценок пока нет
- 2002 Irmof-1 EdusifДокумент5 страниц2002 Irmof-1 EdusifAlejandra AwimbaweОценок пока нет
- Bioengineering Transla Med - 2021 - Natarajan - Rare Earth Smart Nanomaterials For Bone Tissue Engineering andДокумент33 страницыBioengineering Transla Med - 2021 - Natarajan - Rare Earth Smart Nanomaterials For Bone Tissue Engineering andniawidjasenaОценок пока нет
- Paper FerrofluidoДокумент8 страницPaper FerrofluidoJuanОценок пока нет
- Friction Anisotropy Driven Domain Imaging On Exfoliated Monolayer GrapheneДокумент5 страницFriction Anisotropy Driven Domain Imaging On Exfoliated Monolayer GrapheneanggieОценок пока нет
- Integration of Word Meaning and World Knowledge in Language ComprehensionДокумент5 страницIntegration of Word Meaning and World Knowledge in Language ComprehensionKarina AnnesОценок пока нет
- Supramolecular Receptors in Solid Phase For Anionic Radionuclides SeperationДокумент10 страницSupramolecular Receptors in Solid Phase For Anionic Radionuclides SeperationFranx KpdxОценок пока нет
- Cell Adhesion Morphology and Biochemistry On Nanotopographic Oxidized Silicon SurfacesДокумент16 страницCell Adhesion Morphology and Biochemistry On Nanotopographic Oxidized Silicon Surfaces健康新體驗Оценок пока нет
- Ja 011866 NДокумент10 страницJa 011866 NmehaОценок пока нет
- Integrated Ferroelectrics: An International JournalДокумент14 страницIntegrated Ferroelectrics: An International JournalNguyen Thi Thuy TienОценок пока нет
- Marini 2018Документ13 страницMarini 2018BE BLESSEDОценок пока нет
- 2022.cell Senescence Alters Responses of Porcine Trabecular Meshwork Cells To Shear StressДокумент14 страниц2022.cell Senescence Alters Responses of Porcine Trabecular Meshwork Cells To Shear StressReza NaghibiОценок пока нет
- P2X R-Mediated Ca - Independent - Serine Release Via Pannexin-1 of The P2X R-Pannexin-1 Complex in AstrocytesДокумент17 страницP2X R-Mediated Ca - Independent - Serine Release Via Pannexin-1 of The P2X R-Pannexin-1 Complex in AstrocytesjavillusОценок пока нет
- PET CT PhysicsДокумент26 страницPET CT Physicseb3tleОценок пока нет
- Expanding The Fluorine Chemistry of Living Systems Using Engineered Polyketide Synthase PathwaysДокумент7 страницExpanding The Fluorine Chemistry of Living Systems Using Engineered Polyketide Synthase PathwaysJunia Alfa NessaОценок пока нет
- Luchinat 2021 Protein In-Cell NMR SpectrosДокумент11 страницLuchinat 2021 Protein In-Cell NMR SpectrossivanmrОценок пока нет
- Amino-Grafted Water-Soluble Ferrimagnetic Iron Oxide Nanoparticles WithДокумент9 страницAmino-Grafted Water-Soluble Ferrimagnetic Iron Oxide Nanoparticles WithNadia Maulika Purnama WafiОценок пока нет
- Spatiotemporal Microbial Evolution On Antibiotic Landscapes: 13 ReferencesandnotesДокумент6 страницSpatiotemporal Microbial Evolution On Antibiotic Landscapes: 13 ReferencesandnotesFranco VeglianiОценок пока нет
- Zhao 2018, Toxicity Testing 4 Nano SilverДокумент9 страницZhao 2018, Toxicity Testing 4 Nano SilverPhuong ThaoОценок пока нет
- Previews: A Close Look at Wiggly ChromosomesДокумент3 страницыPreviews: A Close Look at Wiggly ChromosomesasdfweafsplashОценок пока нет
- Ijms 23 05001 v2Документ21 страницаIjms 23 05001 v2Felix PrawiraОценок пока нет
- Science 1233009Документ5 страницScience 1233009Meryem FilizОценок пока нет
- Electronic Dura Mater For Long-Term Multimodal Neural InterfacesДокумент6 страницElectronic Dura Mater For Long-Term Multimodal Neural InterfacesNatalia Lizana GarciaОценок пока нет
- High-Throughput Synthesis of Zeolitic Imidazolate Frameworks and Application To CO2 Capture (DRX)Документ6 страницHigh-Throughput Synthesis of Zeolitic Imidazolate Frameworks and Application To CO2 Capture (DRX)Annaíres AlmeidaОценок пока нет
- Ref 1Документ5 страницRef 1Diego Alejandro Roa CalaОценок пока нет
- BonachelaДокумент6 страницBonachelaSuane SouzaОценок пока нет
- Science Magazine 5700 2004-11-19Документ134 страницыScience Magazine 5700 2004-11-19WillimSmithОценок пока нет
- Adv Funct Materials - 2018 - Ghoshal - Theoretical and Experimental Insight Into The Mechanism For Spontaneous VerticalДокумент12 страницAdv Funct Materials - 2018 - Ghoshal - Theoretical and Experimental Insight Into The Mechanism For Spontaneous Verticalmario.floresОценок пока нет
- Mollusca Li Et Al 2015 Biomineralized Armor Chiton EyeДокумент6 страницMollusca Li Et Al 2015 Biomineralized Armor Chiton EyeAlejandro MontalvoОценок пока нет
- 2019 - Small Sized Gd2O3Документ9 страниц2019 - Small Sized Gd2O3Jolie AnnaОценок пока нет
- Broken Detailed Balance at Mesoscopic Scales in Active Biological SystemsДокумент5 страницBroken Detailed Balance at Mesoscopic Scales in Active Biological SystemsAlessio GagliardiОценок пока нет
- 1 s2.0 S266638642030299X MainДокумент9 страниц1 s2.0 S266638642030299X MainSotirios KatsamakasОценок пока нет
- Thermally Stable Single-Atom Platinum-On-Ceria Catalysts Via Atom TrappingДокумент6 страницThermally Stable Single-Atom Platinum-On-Ceria Catalysts Via Atom Trappingsergioodin4851Оценок пока нет
- DiversityДокумент4 страницыDiversityFernando BiscioneОценок пока нет
- ArticuloДокумент4 страницыArticuloLAURA1234567Оценок пока нет
- 3,6-Dimethyl-1-Phenyl-4 - (2-Thienyl) - 8 - (2-Thienylmethylene) - 5,6,7,8-Tetrahydro - 1 H-Pyrazolo (3,4-b) (1,6) NaphthyridineДокумент13 страниц3,6-Dimethyl-1-Phenyl-4 - (2-Thienyl) - 8 - (2-Thienylmethylene) - 5,6,7,8-Tetrahydro - 1 H-Pyrazolo (3,4-b) (1,6) NaphthyridineAdarsh BUОценок пока нет
- Coronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodДокумент1 страницаCoronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodVipinVijayОценок пока нет
- Stainless Steel Uv LampДокумент1 страницаStainless Steel Uv LampVipinVijayОценок пока нет
- Reactive & Functional Polymers: Dongzhi Chen, Shengping Yi, Pengfei Fang, Yalan Zhong, Chi Huang, Xiaojun WuДокумент1 страницаReactive & Functional Polymers: Dongzhi Chen, Shengping Yi, Pengfei Fang, Yalan Zhong, Chi Huang, Xiaojun WuVipinVijayОценок пока нет
- Journal of Organometallic Chemistry: Patrycja - Zak, Bogdan Marciniec, Mariusz Majchrzak, Cezary PietraszukДокумент1 страницаJournal of Organometallic Chemistry: Patrycja - Zak, Bogdan Marciniec, Mariusz Majchrzak, Cezary PietraszukVipinVijayОценок пока нет
- ReferenceДокумент1 страницаReferenceVipinVijayОценок пока нет
- Coatings 10 00350Документ1 страницаCoatings 10 00350VipinVijayОценок пока нет
- SstyДокумент1 страницаSstyVipinVijayОценок пока нет
- Coronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodДокумент1 страницаCoronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodVipinVijayОценок пока нет
- Coronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodДокумент1 страницаCoronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodVipinVijayОценок пока нет
- SstyДокумент1 страницаSstyVipinVijayОценок пока нет
- SstyДокумент1 страницаSstyVipinVijayОценок пока нет
- SN BTДокумент1 страницаSN BTVipinVijayОценок пока нет
- Coronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodДокумент1 страницаCoronary Artery Diseases Stroke: Cardiovascular Disease (CVD) Is A Class of Diseases That Involve The Heart or BloodVipinVijayОценок пока нет
- SstyДокумент1 страницаSstyVipinVijayОценок пока нет
- FliesДокумент1 страницаFliesVipinVijayОценок пока нет
- References: Preceramic Polymers Silicon Carbide Silicon Nitride Silicon OxynitrideДокумент1 страницаReferences: Preceramic Polymers Silicon Carbide Silicon Nitride Silicon OxynitrideVipinVijayОценок пока нет
- A Story of One ScientistДокумент4 страницыA Story of One ScientistVipinVijayОценок пока нет
- Mind and Magic of David BerglasДокумент1 страницаMind and Magic of David BerglasVipinVijayОценок пока нет
- David Berglas Mind and Magic Is Agreat Book For All MentalistДокумент1 страницаDavid Berglas Mind and Magic Is Agreat Book For All MentalistVipinVijayОценок пока нет
- Starpcs Smp-877: Polycarbosilane PrecursorДокумент1 страницаStarpcs Smp-877: Polycarbosilane PrecursorVipinVijayОценок пока нет
- Dee Christoper - Anate My Home Made Peek Wallet (For Word, Picture, Number Revelations)Документ1 страницаDee Christoper - Anate My Home Made Peek Wallet (For Word, Picture, Number Revelations)VipinVijayОценок пока нет
- StageДокумент1 страницаStageVipinVijayОценок пока нет
- New Microsoft Word DocumentДокумент4 страницыNew Microsoft Word DocumentVipinVijayОценок пока нет
- Open-Ended Questions To Help Children ThinkДокумент2 страницыOpen-Ended Questions To Help Children ThinkVipinVijayОценок пока нет
- S and KДокумент2 страницыS and KVipinVijayОценок пока нет
- Kanu QstionДокумент2 страницыKanu QstionVipinVijayОценок пока нет
- Half Baked Potato 8 Ounce Soy Milk 1 Stack Broccoli 3 Ounces Veal 4 Ounces Brown Rice 4 Ounces Perch 2 Ounces Corn Ounce Strawberries For DessertДокумент1 страницаHalf Baked Potato 8 Ounce Soy Milk 1 Stack Broccoli 3 Ounces Veal 4 Ounces Brown Rice 4 Ounces Perch 2 Ounces Corn Ounce Strawberries For DessertVipinVijayОценок пока нет
- 1 1 23 1 26,422.68 2 2 23 29,232.24 3 3 23 1 30,501.08 Service TAX 15% 12,923.40 Total Amount 99079.40Документ1 страница1 1 23 1 26,422.68 2 2 23 29,232.24 3 3 23 1 30,501.08 Service TAX 15% 12,923.40 Total Amount 99079.40VipinVijayОценок пока нет
- Mentalis StageДокумент1 страницаMentalis StageVipinVijayОценок пока нет
- Med Error PaperДокумент4 страницыMed Error Paperapi-314062228100% (1)
- Formula BookletДокумент2 страницыFormula BookletOm PatelОценок пока нет
- Tours and Travel MNGTДокумент16 страницTours and Travel MNGTArpita Jaiswal100% (5)
- Updated PDPДокумент540 страницUpdated PDPnikulaaaasОценок пока нет
- Available Online Through: International Journal of Mathematical Archive-4 (12), 2013Документ4 страницыAvailable Online Through: International Journal of Mathematical Archive-4 (12), 2013Gwen WalkerОценок пока нет
- Module No.3 Prepare Architectual Job Requirements Architectural Working DrawingДокумент23 страницыModule No.3 Prepare Architectual Job Requirements Architectural Working DrawingJay S. On100% (1)
- Oracle® Secure Backup: Installation and Configuration Guide Release 10.4Документ178 страницOracle® Secure Backup: Installation and Configuration Guide Release 10.4andrelmacedoОценок пока нет
- Shsa1105 - Unit-III Course MaterialsДокумент58 страницShsa1105 - Unit-III Course Materialssivanikesh bonagiriОценок пока нет
- BCSS Sec Unit 1 Listening and Speaking SkillsДокумент16 страницBCSS Sec Unit 1 Listening and Speaking Skillsjiny benОценок пока нет
- 04 10 ALINT DatasheetДокумент2 страницы04 10 ALINT DatasheetJoakim LangletОценок пока нет
- Acm Queue PDFДокумент12 страницAcm Queue PDFShubham Anil ShahareОценок пока нет
- Bylaws of A Texas CorporationДокумент34 страницыBylaws of A Texas CorporationDiego AntoliniОценок пока нет
- Group 9Документ1 страницаGroup 9Kyla Jane GabicaОценок пока нет
- PET Formal Letter SamplesДокумент7 страницPET Formal Letter SamplesLe Anh ThuОценок пока нет
- Role of Quick Response To Supply ChainДокумент15 страницRole of Quick Response To Supply ChainSanuwar RashidОценок пока нет
- Lite Indicator Admin ManualДокумент16 страницLite Indicator Admin Manualprabakar070Оценок пока нет
- Python PyДокумент19 страницPython Pyakhilesh kr bhagatОценок пока нет
- Catalyst 4500 SeriesДокумент1 230 страницCatalyst 4500 SeriesnvleninkumarОценок пока нет
- Dimitris Achlioptas Ucsc Bsoe Baskin School of EngineeringДокумент22 страницыDimitris Achlioptas Ucsc Bsoe Baskin School of EngineeringUCSC Students100% (1)
- Mineral Claim Purchase and Sale Agreement FinalДокумент5 страницMineral Claim Purchase and Sale Agreement Finaldaks4uОценок пока нет
- Material List Summary-WaptechДокумент5 страницMaterial List Summary-WaptechMarko AnticОценок пока нет
- FWN Magazine 2018 - Leonor VintervollДокумент48 страницFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkОценок пока нет
- Chemistry For PhotographersДокумент184 страницыChemistry For PhotographersBahar ShoghiОценок пока нет
- FloodДокумент9 страницFloodapi-352767278Оценок пока нет
- Electrical System in AENДокумент21 страницаElectrical System in AENNilesh PatilОценок пока нет
- PDF RR Grade Sep ProjectsДокумент46 страницPDF RR Grade Sep ProjectsjunqiangdongОценок пока нет
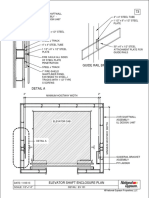
- Guide Rail Bracket AssemblyДокумент1 страницаGuide Rail Bracket AssemblyPrasanth VarrierОценок пока нет
- Toeic VocabularyДокумент10 страницToeic VocabularyBrian Niblo80% (5)
- LS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsДокумент3 страницыLS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsJCMОценок пока нет
- Aggregate Production PlanningДокумент5 страницAggregate Production PlanningSarbani SahuОценок пока нет
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseОт EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseРейтинг: 3.5 из 5 звезд3.5/5 (69)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingОт EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingРейтинг: 5 из 5 звезд5/5 (5)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessОт EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessОценок пока нет
- The Other End of the Leash: Why We Do What We Do Around DogsОт EverandThe Other End of the Leash: Why We Do What We Do Around DogsРейтинг: 5 из 5 звезд5/5 (65)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingОт EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingРейтинг: 3.5 из 5 звезд3.5/5 (33)
- Fire Season: Field Notes from a Wilderness LookoutОт EverandFire Season: Field Notes from a Wilderness LookoutРейтинг: 4 из 5 звезд4/5 (142)
- The Big, Bad Book of Botany: The World's Most Fascinating FloraОт EverandThe Big, Bad Book of Botany: The World's Most Fascinating FloraРейтинг: 3 из 5 звезд3/5 (10)
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionОт EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionРейтинг: 4 из 5 звезд4/5 (811)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsОт EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsРейтинг: 4 из 5 звезд4/5 (223)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldОт EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldРейтинг: 4.5 из 5 звезд4.5/5 (18)
- Spoiled Rotten America: Outrages of Everyday LifeОт EverandSpoiled Rotten America: Outrages of Everyday LifeРейтинг: 3 из 5 звезд3/5 (19)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildОт EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildРейтинг: 4.5 из 5 звезд4.5/5 (44)
- Why Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeОт EverandWhy Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeРейтинг: 4.5 из 5 звезд4.5/5 (699)
- When You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsОт EverandWhen You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsРейтинг: 3.5 из 5 звезд3.5/5 (13)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldОт EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldРейтинг: 4 из 5 звезд4/5 (593)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorОт EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorРейтинг: 4.5 из 5 звезд4.5/5 (137)
- Come Back, Como: Winning the Heart of a Reluctant DogОт EverandCome Back, Como: Winning the Heart of a Reluctant DogРейтинг: 3.5 из 5 звезд3.5/5 (10)
- When the Sahara Was Green: How Our Greatest Desert Came to BeОт EverandWhen the Sahara Was Green: How Our Greatest Desert Came to BeРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderОт EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderРейтинг: 4 из 5 звезд4/5 (283)