Вам также может понравиться
- GAILДокумент41 страницаGAILagarwaldivyangОценок пока нет
- Annexure 2 - Requisition For Pipe 4inch & AboveДокумент11 страницAnnexure 2 - Requisition For Pipe 4inch & Abovefrankz89Оценок пока нет
- Pc12002-368-03-Sp-002, Rev 1 Specification For Scada SystemДокумент21 страницаPc12002-368-03-Sp-002, Rev 1 Specification For Scada SystemHamza ShujaОценок пока нет
- B&C BrochureДокумент22 страницыB&C BrochureGigenaОценок пока нет
- GA Drawing Deluge Valve System - R2Документ4 страницыGA Drawing Deluge Valve System - R2Keannu Radhika Putra WibowoОценок пока нет
- Jacobs Consultancy Lca Report Exec SummaryДокумент17 страницJacobs Consultancy Lca Report Exec SummaryCyril BorleОценок пока нет
- Material and Equipment Standard: IPS-M-PI-190Документ31 страницаMaterial and Equipment Standard: IPS-M-PI-190jhon smithОценок пока нет
- PSEC Standard Rev 02 (DRAFT) 16-09-2020Документ156 страницPSEC Standard Rev 02 (DRAFT) 16-09-2020Irf NavaneethОценок пока нет
- TA-143-D00-G-TD005 - 0 - Employer's Requirements PDFДокумент78 страницTA-143-D00-G-TD005 - 0 - Employer's Requirements PDFshareyhouОценок пока нет
- A538 - 9030 - 1003 - ENQ - REV0 - EIL Document For Pig Scraper and ReceiverДокумент200 страницA538 - 9030 - 1003 - ENQ - REV0 - EIL Document For Pig Scraper and ReceiverVeena S VОценок пока нет
- 007-Stand Post Type Fire HydrantДокумент6 страниц007-Stand Post Type Fire HydrantshabahatОценок пока нет
- AMEC Preset at Ion On CCSДокумент33 страницыAMEC Preset at Ion On CCSPete_EvelogenОценок пока нет
- F5063a-K-003-00 NDT Procedure PDFДокумент11 страницF5063a-K-003-00 NDT Procedure PDFJatmika Budi SantosaОценок пока нет
- 0 0 111128122812111DFRReportTTZ PDFДокумент143 страницы0 0 111128122812111DFRReportTTZ PDFNikhil Saini100% (1)
- Jacobs Sustainability Plus Presentation ER and NR Rev 1Документ26 страницJacobs Sustainability Plus Presentation ER and NR Rev 1Christopher BrownОценок пока нет
- Murphy Offshore Inspection and Maintenance ReportДокумент20 страницMurphy Offshore Inspection and Maintenance ReportJaowad DabielОценок пока нет
- E-Engineering Services - Dubai C.DДокумент62 страницыE-Engineering Services - Dubai C.DWaseem AsifОценок пока нет
- 15963-0000-Me-Spc-0006 R0 PDFДокумент20 страниц15963-0000-Me-Spc-0006 R0 PDFSnehal SinhaОценок пока нет
- MBAOGSem3 5Документ226 страницMBAOGSem3 5ShammimBegumОценок пока нет
- 50.0m GUYED Tower-TA-ZRI681 - A-040811-AДокумент105 страниц50.0m GUYED Tower-TA-ZRI681 - A-040811-Aredflex9001889Оценок пока нет
- Oisd192 PDFДокумент68 страницOisd192 PDFpmcmbharat264Оценок пока нет
- Load Calculation Report of Cold Box Main Body Column Base Anchor Bolt For Messer Vietnam ProjectДокумент11 страницLoad Calculation Report of Cold Box Main Body Column Base Anchor Bolt For Messer Vietnam ProjectTrung Trần BảoОценок пока нет
- Pages From ACI-224R-90 Control of Cracking in Concrete StructuresДокумент1 страницаPages From ACI-224R-90 Control of Cracking in Concrete StructuresOmar MokhtarОценок пока нет
- Pump CalcДокумент5 страницPump CalcpavanОценок пока нет
- Hazards and Risk Assessment: Appendix BДокумент60 страницHazards and Risk Assessment: Appendix BGILBERTO YOSHIDAОценок пока нет
- Punch List: 1798-PL-FCB-27 Fabcon Industrial Services FZ LLC ITT-1798 Daelim 19441-1798-2-R0 19441-1798-2-R0Документ3 страницыPunch List: 1798-PL-FCB-27 Fabcon Industrial Services FZ LLC ITT-1798 Daelim 19441-1798-2-R0 19441-1798-2-R0Brain AliveОценок пока нет
- SOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFДокумент19 страницSOW For Heat Exchanger RFQ 29868 UZB1005 Revised 2017-06-01 PDFMallu BroОценок пока нет
- Praj Industries PVTДокумент10 страницPraj Industries PVTanoopisbs0911Оценок пока нет
- IndustryQCManual PDFДокумент139 страницIndustryQCManual PDFIsha ChhabraОценок пока нет
- PDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety VesselДокумент9 страницPDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety Vesselhgag selimОценок пока нет
- Final Iocl Udaipur Checklist For Reliable-18-5-2019 PDFДокумент32 страницыFinal Iocl Udaipur Checklist For Reliable-18-5-2019 PDFMd Asif KhanОценок пока нет
- 3UH 3UH 3UH 3uhsduhg, Vvxhge/ Sduhg, Vvxhge/ Sduhg, Vvxhge/ Sduhg, VvxhgeДокумент200 страниц3UH 3UH 3UH 3uhsduhg, Vvxhge/ Sduhg, Vvxhge/ Sduhg, Vvxhge/ Sduhg, VvxhgeVeena NageshОценок пока нет
- 1798-IR-FBC-W 09 2020 Feb27Документ8 страниц1798-IR-FBC-W 09 2020 Feb27Brain AliveОценок пока нет
- 14.2kg LPG CylinderДокумент14 страниц14.2kg LPG CylinderNikhil GupthaОценок пока нет
- 20-01-BRGA-MEC-RFQ-0001 - RevA RFQ For Pressure Vessels (Including Pig Launcher & Receiver, Diesel Filter)Документ17 страниц20-01-BRGA-MEC-RFQ-0001 - RevA RFQ For Pressure Vessels (Including Pig Launcher & Receiver, Diesel Filter)Bagus SigitОценок пока нет
- ArlДокумент68 страницArlAtta Ur Rehman100% (1)
- Val RepДокумент175 страницVal RepRdy SimangunsongОценок пока нет
- Engineers India Limited: Corporate Report For November 2006Документ11 страницEngineers India Limited: Corporate Report For November 2006viny22Оценок пока нет
- Eoi For Supply of Compressed Bio Gas EnglishДокумент17 страницEoi For Supply of Compressed Bio Gas EnglishPriya Vishvanathan AjayОценок пока нет
- Updated QAQC FormatДокумент16 страницUpdated QAQC FormatAkash Singh TomarОценок пока нет
- Maamoura and Baraka Development ProjectДокумент12 страницMaamoura and Baraka Development ProjectAHMED AMIRAОценок пока нет
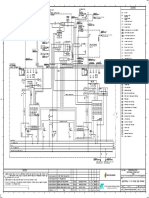
- SSG Ed 100 Ele SLD 0002 - 2Документ2 страницыSSG Ed 100 Ele SLD 0002 - 2Hanugroho AjiОценок пока нет
- Desalter DrumДокумент4 страницыDesalter DrumHsein WangОценок пока нет
- Attachment #1 Stilling Well Design Concept PDFДокумент1 страницаAttachment #1 Stilling Well Design Concept PDFUrdian SyahОценок пока нет
- Gail Tender JGBDPL ProjectДокумент500 страницGail Tender JGBDPL ProjectTanmay PatilОценок пока нет
- Input Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)Документ12 страницInput Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)uki12345Оценок пока нет
- Inspection Storage Tank STD 129Документ42 страницыInspection Storage Tank STD 129Sanath Kumar100% (1)
- 1000 Kva Genarator Set DetailsДокумент147 страниц1000 Kva Genarator Set Detailstrisha12345678Оценок пока нет
- Msds Carbon BlackДокумент15 страницMsds Carbon Blackexodus_legendaryОценок пока нет
- NGWK PK 0001 VDQC Plit 0006Документ7 страницNGWK PK 0001 VDQC Plit 0006stdshopОценок пока нет
- Pcii C2C3 Recovery Project: Welcome To GM Construction & All Team MembersДокумент24 страницыPcii C2C3 Recovery Project: Welcome To GM Construction & All Team MembersAnuj GuptaОценок пока нет
- Alpha HDPE Pipes PDFДокумент14 страницAlpha HDPE Pipes PDFInaam Ullah MughalОценок пока нет
- Define Your PetrochemicalProject Execution PlanДокумент9 страницDefine Your PetrochemicalProject Execution PlanLiu Yangtze100% (1)
- Fluid Kinetic Energy As A Selection Criteria For Control ValvesДокумент9 страницFluid Kinetic Energy As A Selection Criteria For Control ValvesVijay KabboorОценок пока нет
- Hydrogen Gas Storage VesselДокумент22 страницыHydrogen Gas Storage VesselSAURABH MODIОценок пока нет
- 2011 Samsung Engineering SR Eng1Документ44 страницы2011 Samsung Engineering SR Eng1Sangeet BhandariОценок пока нет
- A545-6-44-0016 - Rev-3 NDT NEW SPECДокумент20 страницA545-6-44-0016 - Rev-3 NDT NEW SPECSaheb YadavОценок пока нет
- Dr2 - Spec - Non-Destructive Examination Req of PipingДокумент20 страницDr2 - Spec - Non-Destructive Examination Req of Pipingtomychalil100% (1)
- 04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFДокумент10 страниц04.annexure R - B016-VRMP-LT-COM-QA-QD-0005 - Positive Material Identification Procedure PDFsonnu151Оценок пока нет
- QAQC ENGINEER (Based in Maran, Pahang)Документ1 страницаQAQC ENGINEER (Based in Maran, Pahang)Moorthy NaveenОценок пока нет
- DORC Project No. Request No. To DORC Contract No.: ATTACHNENT-5 (For Inspection Management and Coordination Procedure)Документ1 страницаDORC Project No. Request No. To DORC Contract No.: ATTACHNENT-5 (For Inspection Management and Coordination Procedure)Moorthy NaveenОценок пока нет
- Eil Support-7!44!0630 Rev 2Документ1 страницаEil Support-7!44!0630 Rev 2Moorthy NaveenОценок пока нет
- Eil Support-7!44!0631 Rev 2Документ1 страницаEil Support-7!44!0631 Rev 2Moorthy NaveenОценок пока нет
- Phased Arrays and Mechanised Ultrasonic Testing: A HandbookДокумент95 страницPhased Arrays and Mechanised Ultrasonic Testing: A HandbookMoorthy Naveen100% (2)
- DORC Project No. Request No. To DORC Contract NoДокумент1 страницаDORC Project No. Request No. To DORC Contract NoMoorthy NaveenОценок пока нет
- GAH FormatДокумент22 страницыGAH FormatMoorthy NaveenОценок пока нет
- DORC Contract No. DORC Project No. Request No. To: ATTACHNENT-5 (For Inspection Management and Coordination Procedure)Документ1 страницаDORC Contract No. DORC Project No. Request No. To: ATTACHNENT-5 (For Inspection Management and Coordination Procedure)Moorthy NaveenОценок пока нет
- User Manual MTДокумент3 страницыUser Manual MTMoorthy NaveenОценок пока нет
- Soot Blower Wall Blower FormatДокумент4 страницыSoot Blower Wall Blower FormatMoorthy NaveenОценок пока нет
- XL Shortcut KeysДокумент24 страницыXL Shortcut Keysanon-314182100% (5)
- InvitationДокумент2 страницыInvitationMoorthy NaveenОценок пока нет
- 50 Time-Saving Keyboard Shortcuts in Excel For WindowsДокумент1 страница50 Time-Saving Keyboard Shortcuts in Excel For WindowsCatalinaОценок пока нет
- Indent: S.No Unit Remarks Description of Item Qty RequiredДокумент1 страницаIndent: S.No Unit Remarks Description of Item Qty RequiredMoorthy NaveenОценок пока нет
- Escalation MatrixДокумент3 страницыEscalation MatrixMoorthy NaveenОценок пока нет
- MT 1 PDFДокумент6 страницMT 1 PDFAli MohsinОценок пока нет
- Calculation of PaintДокумент13 страницCalculation of PaintMoorthy NaveenОценок пока нет
- Invitation: Please Describe The Event Briefly HereДокумент1 страницаInvitation: Please Describe The Event Briefly Herekatcute16Оценок пока нет
- Concession/ Deviation FormatДокумент3 страницыConcession/ Deviation FormatMoorthy NaveenОценок пока нет
- Document Number Rev. Document Title Number: A545-6-44-0016 2 Job Spec For Non Destructive Testing 2Документ20 страницDocument Number Rev. Document Title Number: A545-6-44-0016 2 Job Spec For Non Destructive Testing 2Moorthy NaveenОценок пока нет
- Document Number Rev. Document Title Number: A545-6-44-0006-3113 0 Specs For MR or Package Input 2Документ12 страницDocument Number Rev. Document Title Number: A545-6-44-0006-3113 0 Specs For MR or Package Input 2Moorthy NaveenОценок пока нет
- Invitation: Please Describe The Event Briefly HereДокумент1 страницаInvitation: Please Describe The Event Briefly Herekatcute16Оценок пока нет
- CSWIP 3.1 Study NotesДокумент11 страницCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Audit Check List - DORC@1Документ1 страницаAudit Check List - DORC@1Moorthy NaveenОценок пока нет
- A 242Документ3 страницыA 242Stephanus TergolinoОценок пока нет
- Filtration Handbook: Awareness of FluidsДокумент22 страницыFiltration Handbook: Awareness of Fluidsmatteo_1234Оценок пока нет
- .Power Quality Improvement in Power Distribution System Using D-STATCOMДокумент5 страниц.Power Quality Improvement in Power Distribution System Using D-STATCOMMuhammad AzisОценок пока нет
- Lab 2 Nodal and Mesh AnalysisДокумент2 страницыLab 2 Nodal and Mesh AnalysisMuhd Qayyum Mohd FuadОценок пока нет
- Ooad Unit 5Документ50 страницOoad Unit 5Charveer “CHARVEERTV” tvОценок пока нет
- 28-Review of Design & Drawing For Widening of Major Bridge at Ch. 12+144 (GNI)Документ2 страницы28-Review of Design & Drawing For Widening of Major Bridge at Ch. 12+144 (GNI)Nilay GandhiОценок пока нет
- Resume Jurnal Intrapersonal Communication As A Lifelong Learning Skill in Engineering EducationДокумент5 страницResume Jurnal Intrapersonal Communication As A Lifelong Learning Skill in Engineering EducationChici DОценок пока нет
- 08.09.2005 - UG Elec Supply in AsiaДокумент4 страницы08.09.2005 - UG Elec Supply in Asiades1982Оценок пока нет
- Engineering Project Management PDFДокумент401 страницаEngineering Project Management PDFLuis Carlos Ayllón Escobar100% (3)
- Scada SRSДокумент11 страницScada SRSRana WaqasОценок пока нет
- M1-Ce TRK1-103Документ9 страницM1-Ce TRK1-103Yves VillagraciaОценок пока нет
- Department of Mining, Metallurgical and Materials EngineeringДокумент24 страницыDepartment of Mining, Metallurgical and Materials EngineeringDrakeОценок пока нет
- ECEN 3364 - Industrial Electronics and PLC ApplicationДокумент6 страницECEN 3364 - Industrial Electronics and PLC ApplicationItsMeRyanCОценок пока нет
- CCN144 Studio 5000 Logix Designer Level 4 Kinetix 6500 (CIP) ProgrammingДокумент2 страницыCCN144 Studio 5000 Logix Designer Level 4 Kinetix 6500 (CIP) Programmingبلال حسينيОценок пока нет
- Ce WT AnsДокумент15 страницCe WT AnsSai KumarОценок пока нет
- 6 SheetpileДокумент2 страницы6 SheetpileIwan Dirgantara100% (2)
- Stcw-Chapter 3 CompetencyДокумент11 страницStcw-Chapter 3 CompetencySamir BelkarОценок пока нет
- Chapter One - Fundamental of Transport and Highway EngineeringДокумент30 страницChapter One - Fundamental of Transport and Highway Engineeringmollalignm100% (1)
- DownloadДокумент68 страницDownloadMuhammed A. Mahdi0% (1)
- Shear Failure of RivetsДокумент1 страницаShear Failure of RivetsshaОценок пока нет
- Engineering-Civil (0543)Документ48 страницEngineering-Civil (0543)myusuf_engineerОценок пока нет
- Chapter TwoДокумент14 страницChapter TwoEboO QQОценок пока нет
- Lab Sheet 1 - Jan 2020Документ30 страницLab Sheet 1 - Jan 2020Chee HoeОценок пока нет
- Bim Guidelines: UCSF Medical CenterДокумент20 страницBim Guidelines: UCSF Medical CenterArqui Luis MedinaОценок пока нет
- Enclosed Ground Flare RGBДокумент4 страницыEnclosed Ground Flare RGBbabuyuvarajОценок пока нет
- Shock & Vibration Handbook (1) - 8 PDFДокумент1 страницаShock & Vibration Handbook (1) - 8 PDFjohnaustin1Оценок пока нет
- 52Документ65 страниц52Jaswanth SunkaraОценок пока нет
- Engineering Geology For Society and TerrДокумент31 страницаEngineering Geology For Society and TerrRomulo OliveiraОценок пока нет
- Dhruv Patidar: Product Design Engineer - MechanicalДокумент1 страницаDhruv Patidar: Product Design Engineer - MechanicalChetan HinganeОценок пока нет
- Jeas 0419 7691Документ8 страницJeas 0419 7691Rafael RoratoОценок пока нет
- Resume & CV FakhruddinДокумент3 страницыResume & CV FakhruddinnuelyabastaОценок пока нет