Вам также может понравиться
- Plywood Manufacturing ProcessДокумент40 страницPlywood Manufacturing Processanon_61481338750% (2)
- Powerpoint of Plywood ManufacturingДокумент33 страницыPowerpoint of Plywood Manufacturingmikogonzalve100% (4)
- What Is VeneerДокумент45 страницWhat Is Veneeraliyah khalidОценок пока нет
- Ppt. BTДокумент23 страницыPpt. BTDaryl Gomez Timatim100% (1)
- Plywood TechnologyДокумент37 страницPlywood TechnologyDr.E.Sreenivasan80% (5)
- Bay15 16 PDFДокумент23 страницыBay15 16 PDFBob CalebОценок пока нет
- Wood Substitutes - Industrial Products As Substitutes ForДокумент19 страницWood Substitutes - Industrial Products As Substitutes ForkunjuvavuОценок пока нет
- Disadvantages of WPC BoardДокумент32 страницыDisadvantages of WPC BoardvidhiОценок пока нет
- Market Sorvey On PlywoodДокумент19 страницMarket Sorvey On PlywoodEduardo MafraОценок пока нет
- Wood Composites: By: John Ralph A. MagbanuaДокумент13 страницWood Composites: By: John Ralph A. MagbanuaJohn Ralph A. MagbanuaОценок пока нет
- Fiber Board & Particle Board: Presented by - Azleen KaziДокумент31 страницаFiber Board & Particle Board: Presented by - Azleen KaziRUSHALI SRIVASTAVA100% (1)
- BMC Assignment S5 (HARDBOARD&GLULAM)Документ19 страницBMC Assignment S5 (HARDBOARD&GLULAM)Ebin JoyОценок пока нет
- Wood Substitutes - Industrial Products As Substitutes ForДокумент18 страницWood Substitutes - Industrial Products As Substitutes ForashimaОценок пока нет
- Timber Product Stage 1Документ68 страницTimber Product Stage 1Ayush GuptaОценок пока нет
- PlywoodДокумент36 страницPlywoodmikogonzalve100% (1)
- Purna Chandra Meher L.A.T.F. JharsugudaДокумент12 страницPurna Chandra Meher L.A.T.F. JharsugudapcmОценок пока нет
- PlywoodДокумент50 страницPlywoodNeha Agrawal83% (12)
- Building Material: VENEERSДокумент11 страницBuilding Material: VENEERSAishwarya Misaki AnimaeОценок пока нет
- PlywoodsДокумент23 страницыPlywoodsNavya ShreeОценок пока нет
- Fiberboard Manufacture FinalДокумент22 страницыFiberboard Manufacture Finalyeng botzОценок пока нет
- Veneer, Particle Board, Plywood, Fiber BoardДокумент23 страницыVeneer, Particle Board, Plywood, Fiber BoardRatnesh PatelОценок пока нет
- Special Woods and Wood AlternativesДокумент61 страницаSpecial Woods and Wood AlternativesnadiajmiОценок пока нет
- MM1 - Building BoardsДокумент18 страницMM1 - Building BoardsJoan Sy TanОценок пока нет
- Wood Veneer & Alternative Wood Finishing MaterialДокумент23 страницыWood Veneer & Alternative Wood Finishing MaterialArch JiyaОценок пока нет
- Chapter (4) Wood ProductsДокумент35 страницChapter (4) Wood ProductsMin Htet MyintОценок пока нет
- Plywood ReportДокумент13 страницPlywood ReportJonas Nathan CadatalОценок пока нет
- Timber m2Документ47 страницTimber m2Ankur SharmaОценок пока нет
- MDF and HDF WoodДокумент28 страницMDF and HDF WoodIsha mangeОценок пока нет
- Wood - PolymerДокумент29 страницWood - Polymerfcjr79Оценок пока нет
- VeneersДокумент23 страницыVeneersyashaswini100% (2)
- Aircraft Wood InformationДокумент52 страницыAircraft Wood Informationjmercano100% (1)
- Ar2101cabinetrypowerpoint PDFДокумент55 страницAr2101cabinetrypowerpoint PDFRaymond Gregg TanОценок пока нет
- WoodsДокумент41 страницаWoodsGrace Suzette ChiPandaОценок пока нет
- Plywood PDFДокумент4 страницыPlywood PDFaulad999Оценок пока нет
- Acfrogcw1cxdjleo6xt Onp JXVWD Ivsgkeofmxuf9qanzu3zq3tl80hupv Dv5zjusjlx1s4ijcotp9ivdaqpqqxqksictxky3txj9xtch8repp0 Pejelalmbz1jx t9sf2mj Tpykubfs2ntДокумент21 страницаAcfrogcw1cxdjleo6xt Onp JXVWD Ivsgkeofmxuf9qanzu3zq3tl80hupv Dv5zjusjlx1s4ijcotp9ivdaqpqqxqksictxky3txj9xtch8repp0 Pejelalmbz1jx t9sf2mj Tpykubfs2ntXyra Airysh InandanОценок пока нет
- Medium Density Fibrerboard: Mohammed Sharafulla 140909830Документ26 страницMedium Density Fibrerboard: Mohammed Sharafulla 140909830rayiz shameerОценок пока нет
- INTERNAL WALL PanellingДокумент15 страницINTERNAL WALL PanellingDiya NeogiОценок пока нет
- Construction - Week 12Документ43 страницыConstruction - Week 12Sarah HaiderОценок пока нет
- 873 - 52 - 473 - Module 1 Wood SubstitutesДокумент18 страниц873 - 52 - 473 - Module 1 Wood SubstitutesAlexОценок пока нет
- Wood and Its DerivativesДокумент35 страницWood and Its DerivativesA 04 Ankit SharmaОценок пока нет
- Manufactured Boards: Modern TechniquesДокумент29 страницManufactured Boards: Modern Techniquesgary.nolan100% (1)
- Timber Presentation 1Документ17 страницTimber Presentation 1yeabsira mulukenОценок пока нет
- BM 1Документ13 страницBM 120 - 65 perla saisreeОценок пока нет
- 7 Common Practical Uses For PlywoodДокумент17 страниц7 Common Practical Uses For PlywoodRobert Kier Tanquerido TomaroОценок пока нет
- WOOD PRODUCTS (Compatibility Mode)Документ29 страницWOOD PRODUCTS (Compatibility Mode)BackupFilesОценок пока нет
- Wood Product (Interior Design)Документ36 страницWood Product (Interior Design)trupti0% (1)
- Properties of TimberДокумент44 страницыProperties of TimberMary Joy RuilesОценок пока нет
- Plywood & AdhesivesДокумент37 страницPlywood & AdhesivesArch JiyaОценок пока нет
- Lec-6 Building Materials - TimberДокумент25 страницLec-6 Building Materials - TimberMr. Shahriar MahmudОценок пока нет
- 117 Sample Chapter PDFДокумент17 страниц117 Sample Chapter PDFAlen ShajiОценок пока нет
- Engineered TIMBER PRODUCTSДокумент9 страницEngineered TIMBER PRODUCTSAr Ayoushika Abrol0% (1)
- Plywood Is A Type of Manufactured Wood Made From Thin Sheets of WoodДокумент4 страницыPlywood Is A Type of Manufactured Wood Made From Thin Sheets of WoodSarinKumarОценок пока нет
- Types of ReconstitutedДокумент13 страницTypes of ReconstitutedJishnu SamadderОценок пока нет
- M1 TimberДокумент18 страницM1 Timberabdusameh916Оценок пока нет
- BM 11Документ13 страницBM 1120 - 65 perla saisreeОценок пока нет
- MDF (Medium Density Fibreboard) Made by A Process Which Glues WoodДокумент3 страницыMDF (Medium Density Fibreboard) Made by A Process Which Glues WoodJensenОценок пока нет
- Makalah Mata Kuliah Struktur Kayu: "Wood-Based Composites and Panel Products"Документ11 страницMakalah Mata Kuliah Struktur Kayu: "Wood-Based Composites and Panel Products"Achsan Nur CholisОценок пока нет
- Diy Uk 2013 14Документ60 страницDiy Uk 2013 14Cotul Daniel MihaiОценок пока нет
- Practical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesОт EverandPractical Woodwork for Laboratory Technicians: Pergamon Series of Monographs in Laboratory TechniquesОценок пока нет
- Successful Timber Floors: A Guide to Real Timber FlooringОт EverandSuccessful Timber Floors: A Guide to Real Timber FlooringРейтинг: 3 из 5 звезд3/5 (2)
- Prabhadeep SainiДокумент48 страницPrabhadeep Sainijassi nishadОценок пока нет
- M G AbhishekДокумент62 страницыM G Abhishekjassi nishadОценок пока нет
- Side Patti BLCK GoldenДокумент1 страницаSide Patti BLCK Goldenjassi nishadОценок пока нет
- The Negotiation Process Steps and StagesДокумент30 страницThe Negotiation Process Steps and Stagesjassi nishadОценок пока нет
- Negotiation Skills and Techniques Lab AaiДокумент26 страницNegotiation Skills and Techniques Lab Aaijassi nishadОценок пока нет
- Itm SilverДокумент1 страницаItm Silverjassi nishadОценок пока нет
- Amity Blue ColorДокумент1 страницаAmity Blue Colorjassi nishadОценок пока нет
- Assignment 01Документ8 страницAssignment 01jassi nishadОценок пока нет
- A Study On Brand Awareness of Financial Products With Special Reference To Agile Capital ServicesДокумент71 страницаA Study On Brand Awareness of Financial Products With Special Reference To Agile Capital Servicesjassi nishadОценок пока нет
- Side PattiДокумент3 страницыSide Pattijassi nishadОценок пока нет
- ConfirmationPage 200210025192 PDFДокумент1 страницаConfirmationPage 200210025192 PDFjassi nishadОценок пока нет
- Amity Blue ColorДокумент1 страницаAmity Blue Colorjassi nishadОценок пока нет
- Side PattiДокумент3 страницыSide Pattijassi nishadОценок пока нет
- Light Blue Front 2 SetДокумент58 страницLight Blue Front 2 Setjassi nishadОценок пока нет
- Harshit ShuklaДокумент55 страницHarshit Shuklajassi nishadОценок пока нет
- Translaed Copy Collector Valuation RkmallДокумент5 страницTranslaed Copy Collector Valuation Rkmalljassi nishadОценок пока нет
- Retail Store Management SystemДокумент74 страницыRetail Store Management Systemjassi nishad100% (1)
- 11 Master ChartДокумент3 страницы11 Master Chartjassi nishadОценок пока нет
- Front1 PDFДокумент1 страницаFront1 PDFjassi nishadОценок пока нет
- Block 1 Block 2 Block Block 1 Block 2 Block 3 Block 4 Block 5 Block 6 Lig IДокумент1 страницаBlock 1 Block 2 Block Block 1 Block 2 Block 3 Block 4 Block 5 Block 6 Lig Ijassi nishadОценок пока нет
- A Study On Consumer Satisfaction To Firstcry With Reference To Raipur CityДокумент42 страницыA Study On Consumer Satisfaction To Firstcry With Reference To Raipur Cityjassi nishad75% (4)
- CyberДокумент128 страницCyberjassi nishadОценок пока нет
- Success of Activa: Presented By:Sapna SengarДокумент12 страницSuccess of Activa: Presented By:Sapna Sengarjassi nishadОценок пока нет
- Sachdeva International School: Dhusera, Raipur (C.G)Документ2 страницыSachdeva International School: Dhusera, Raipur (C.G)jassi nishadОценок пока нет
- Basic of Computer and Programinglanguage: Submitted in Partial Fulfillment of The RequirementДокумент2 страницыBasic of Computer and Programinglanguage: Submitted in Partial Fulfillment of The Requirementjassi nishadОценок пока нет
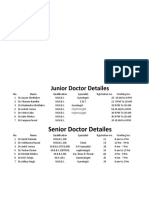
- Doctor RecordДокумент3 страницыDoctor Recordjassi nishadОценок пока нет
- A Project Report ON A Study On Marketing Stratagies of Huda Beauty Products and ManagementДокумент7 страницA Project Report ON A Study On Marketing Stratagies of Huda Beauty Products and Managementjassi nishadОценок пока нет
- TypeДокумент3 страницыTypejassi nishadОценок пока нет
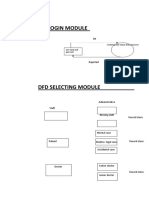
- DFD Login Module: User Name and PasswordДокумент2 страницыDFD Login Module: User Name and Passwordjassi nishadОценок пока нет
- Personal Details: Engineering &technology, RaipurДокумент1 страницаPersonal Details: Engineering &technology, Raipurjassi nishadОценок пока нет
- Pete443 Chapter3 PDFДокумент38 страницPete443 Chapter3 PDFQaiser HafeezОценок пока нет
- Mechanical Engineering Manufacturing.149Документ1 страницаMechanical Engineering Manufacturing.149Anonymous QvIxEazXGdОценок пока нет
- Changes in Bash Version 4.2 To Bash 4.3Документ123 страницыChanges in Bash Version 4.2 To Bash 4.3LordAjaxОценок пока нет
- Fisher Imprints: Inter-Disciplinary PressДокумент8 страницFisher Imprints: Inter-Disciplinary PressUndi GunawanОценок пока нет
- Team Building & Team WorkДокумент39 страницTeam Building & Team WorkAmrita DasОценок пока нет
- Reverse LogisticsДокумент18 страницReverse Logisticsiazeem2401630Оценок пока нет
- Cop - CannyДокумент3 страницыCop - CannyAlaa Layas0% (1)
- Duo Dan MillДокумент4 страницыDuo Dan Millnhungocbk92_22841857Оценок пока нет
- CT ManualДокумент543 страницыCT ManualwindroidОценок пока нет
- Flyover Construction ThesisДокумент4 страницыFlyover Construction ThesisLeyon Delos Santos60% (5)
- 연대경제대학원 석사학위논문 학술정보원등록 최종본Документ121 страница연대경제대학원 석사학위논문 학술정보원등록 최종본0514bachОценок пока нет
- United Ground Express - OrD New Hire Orientation and Training Logistics - 6212021Документ3 страницыUnited Ground Express - OrD New Hire Orientation and Training Logistics - 6212021Anouar El mekaouiОценок пока нет
- Ansi z245 2 1997Документ31 страницаAnsi z245 2 1997camohunter71Оценок пока нет
- ChE 132 - Oct 17Документ49 страницChE 132 - Oct 17datUPstudentdoe0% (2)
- ANCAP Corporate Design GuidelinesДокумент20 страницANCAP Corporate Design GuidelineshazopmanОценок пока нет
- Vaas Head Office DetailsДокумент8 страницVaas Head Office DetailsDanielle JohnsonОценок пока нет
- Workshop Manual Automatic Transmission 30 40leДокумент2 страницыWorkshop Manual Automatic Transmission 30 40leDony TedyantoОценок пока нет
- LanДокумент5 страницLanannamyemОценок пока нет
- Yousif Yassin PDFДокумент124 страницыYousif Yassin PDFJAVIYAROSОценок пока нет
- Paper GuideДокумент77 страницPaper Guideandhika yudhistiraОценок пока нет
- 2.0 DCV-Brochure BV Valves (Pages) R01 PDFДокумент12 страниц2.0 DCV-Brochure BV Valves (Pages) R01 PDFAliZenatiОценок пока нет
- Technical Data: An Innovative & Cutting-Edge Digital Radiography SystemДокумент12 страницTechnical Data: An Innovative & Cutting-Edge Digital Radiography SystemJacques GamelinОценок пока нет
- CV Europass 20160805 Kolla EN PDFДокумент2 страницыCV Europass 20160805 Kolla EN PDFKeshav KollaОценок пока нет
- 01 IK IESYS e Communications OverviewДокумент12 страниц01 IK IESYS e Communications OverviewHernando AlborОценок пока нет
- Iso 21969 2009 en PDFДокумент8 страницIso 21969 2009 en PDFAnonymous P7J7V4Оценок пока нет
- 1 Salwico Fire Alarm SystemДокумент173 страницы1 Salwico Fire Alarm SystemAung SquОценок пока нет
- E DPT2020Документ37 страницE DPT2020arjuna naibahoОценок пока нет
- HS 30 eДокумент9 страницHS 30 eJayakrishnaОценок пока нет
- 3M Work Gloves BrochureДокумент4 страницы3M Work Gloves BrochureherminОценок пока нет
- Abc of UccДокумент28 страницAbc of UccCount-Daniel John Fogarty100% (4)