Вам также может понравиться
- What Is The Definition of Hardness Testing?: How To Select The Test MethodДокумент12 страницWhat Is The Definition of Hardness Testing?: How To Select The Test MethodYounis YaarubОценок пока нет
- HARDNESSДокумент42 страницыHARDNESSNicole Andrei BaldozaОценок пока нет
- Hardness Is The Resistance of A Material To Localized DeformationДокумент17 страницHardness Is The Resistance of A Material To Localized DeformationJonathan FloresОценок пока нет
- What Is The Definition of Hardness TestingДокумент8 страницWhat Is The Definition of Hardness TestingJonathan FloresОценок пока нет
- Determine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineДокумент13 страницDetermine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineEriane GarciaОценок пока нет
- Hardness ScaleДокумент26 страницHardness ScaleMathu MohanОценок пока нет
- Materials TestingДокумент33 страницыMaterials TestinggrantarvinОценок пока нет
- Hardness TestingДокумент10 страницHardness TestingMekhmanОценок пока нет
- Hardness TestingДокумент15 страницHardness TestingSivakumar ChinnasamyОценок пока нет
- ExperimentДокумент7 страницExperimentgosaye desalegnОценок пока нет
- Materials Lab REPORT 3Документ5 страницMaterials Lab REPORT 31803040035Оценок пока нет
- Material TestingДокумент7 страницMaterial TestingkimsonОценок пока нет
- NDT ProcessДокумент12 страницNDT ProcessBRENT_09059669Оценок пока нет
- (Useful) Unit 2 Mechanical Test of MaterialДокумент57 страниц(Useful) Unit 2 Mechanical Test of Materialbalajimeie100% (1)
- Lab 09 Hardness TestДокумент7 страницLab 09 Hardness TestMake Every Thing LiveОценок пока нет
- Hardness TestДокумент14 страницHardness Testwellington chimbwandaОценок пока нет
- Destructive and Non-Destructive TestingДокумент12 страницDestructive and Non-Destructive TestingKailas Sree Chandran100% (5)
- Module - 5 Inspection & Quality Control Applications of Composites MaterialsДокумент42 страницыModule - 5 Inspection & Quality Control Applications of Composites MaterialsSuresh DhanasekarОценок пока нет
- Definition DestructiveДокумент3 страницыDefinition DestructiveNur Huwaini JailaniОценок пока нет
- Hardness Test SubmitДокумент8 страницHardness Test Submitonkod1Оценок пока нет
- Hardness Test: University of Jordan Mechanical Engineering Department Strength of Materials LabДокумент14 страницHardness Test: University of Jordan Mechanical Engineering Department Strength of Materials Labwaysh88% (8)
- Homework 4 - Hardness TestДокумент4 страницыHomework 4 - Hardness TestFerhat PeynirciОценок пока нет
- Hardness TestДокумент8 страницHardness TestlvasuthavanОценок пока нет
- Flexural Strength Tests of CeramicsДокумент67 страницFlexural Strength Tests of CeramicsaufaОценок пока нет
- MSE 528: Microhardness Hardness Measurements: ObjectivesДокумент11 страницMSE 528: Microhardness Hardness Measurements: ObjectivesMuhammad QusyairiОценок пока нет
- JF 302 - Material Technology 1Документ18 страницJF 302 - Material Technology 1Arif AzizAnОценок пока нет
- Assignment 3 - POMДокумент8 страницAssignment 3 - POMMcDhanesh JiОценок пока нет
- Me136p Exp6 Rockwell Hardness TestДокумент10 страницMe136p Exp6 Rockwell Hardness TestJohn Henry SalvadoОценок пока нет
- Rockwell Hardness Tester OperationДокумент7 страницRockwell Hardness Tester OperationvladameerОценок пока нет
- Group 1 (MOM OEL)Документ4 страницыGroup 1 (MOM OEL)Muhayy U dinОценок пока нет
- Hardness TestsДокумент12 страницHardness TestsErddОценок пока нет
- Hardness TestingДокумент8 страницHardness TestingengkankwОценок пока нет
- Aggressive Environment TestingДокумент13 страницAggressive Environment TestingJoseph saturОценок пока нет
- Document (1) - 1Документ28 страницDocument (1) - 1Saad AliKhanОценок пока нет
- Practical Approach Towards Enhanced Accuracy With Field Hardness MeasurementsДокумент19 страницPractical Approach Towards Enhanced Accuracy With Field Hardness MeasurementsHassan SabbahОценок пока нет
- Buehler MicroHardness Testing MethodsДокумент7 страницBuehler MicroHardness Testing Methodspipedown456Оценок пока нет
- Hardness of PolymerДокумент10 страницHardness of PolymerAadarsh BramhapurkarОценок пока нет
- Brinell Hardness TestДокумент7 страницBrinell Hardness Testharyad.tce2122065Оценок пока нет
- HardnessДокумент23 страницыHardnesskdalavadi3905Оценок пока нет
- 02 Destructive TestingДокумент50 страниц02 Destructive TestingbalamuruganОценок пока нет
- Vicker's Hardness TestДокумент9 страницVicker's Hardness Testinnocentsoul75% (4)
- Microindentation Hardness Operating InstructionsДокумент7 страницMicroindentation Hardness Operating InstructionsnetzaalvaradoОценок пока нет
- Material Case StudyДокумент8 страницMaterial Case StudyI'NhonqMinnie100% (1)
- 04-Pet Eng Design - PTE - 470 - Hardness and TestingДокумент22 страницы04-Pet Eng Design - PTE - 470 - Hardness and TestingHassan KhalifeОценок пока нет
- Lab Manual EMMДокумент40 страницLab Manual EMMArooshОценок пока нет
- Lab Session 6: To Study Hardness of Material by Brinell Hardness TestДокумент13 страницLab Session 6: To Study Hardness of Material by Brinell Hardness TestRanu GamesОценок пока нет
- Flexural Strength Tests of CeramicsДокумент76 страницFlexural Strength Tests of CeramicsWilan Dita NesyiaОценок пока нет
- GENG 231 Materials Science2Документ10 страницGENG 231 Materials Science2JojoAl-mansouriОценок пока нет
- Material TestingДокумент57 страницMaterial TestingNurfarahin Atiqah Binti MustafaОценок пока нет
- Open Ended Lab Presentation ( (Mm-205) )Документ12 страницOpen Ended Lab Presentation ( (Mm-205) )Shahzad AleeОценок пока нет
- Mechanical TestigДокумент58 страницMechanical TestigVishi SinghОценок пока нет
- Experiment No 9 mm2 PDFДокумент9 страницExperiment No 9 mm2 PDFMuhammad Zeeshaan JavedОценок пока нет
- Hardness TestДокумент25 страницHardness TestDeniThomasBoban100% (1)
- Uji Kekerasan, Impak, KeausanДокумент24 страницыUji Kekerasan, Impak, KeausanReynando BagaskoroОценок пока нет
- Twi Hardness TestingДокумент8 страницTwi Hardness TestingchungndtОценок пока нет
- Materials Engg Hardness TestДокумент8 страницMaterials Engg Hardness TestSourav KayalОценок пока нет
- Hardness TestingДокумент2 страницыHardness TestingCepi Sindang KamulanОценок пока нет
- Section IIIДокумент7 страницSection IIIalaa12344.eslamОценок пока нет
- HardnessДокумент24 страницыHardnessmvdaulkar100% (1)
- Gardners Art Through The Ages A ConciseДокумент7 страницGardners Art Through The Ages A ConcisePep Vasileva0% (6)
- Ibl LogisticsДокумент10 страницIbl LogisticsPep VasilevaОценок пока нет
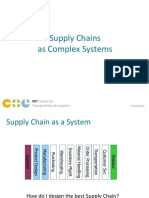
- Supply Chains As Complex Systems: Center For Transportation & LogisticsДокумент28 страницSupply Chains As Complex Systems: Center For Transportation & LogisticsPep VasilevaОценок пока нет
- Sabater Fundimol Catalog p22 23Документ2 страницыSabater Fundimol Catalog p22 23Pep VasilevaОценок пока нет
- LBB193820 DataSheet enДокумент4 страницыLBB193820 DataSheet enPep VasilevaОценок пока нет
- Raychem Technical Handbook 2012 2013Документ60 страницRaychem Technical Handbook 2012 2013Pep VasilevaОценок пока нет
- Twdnoz232D: Programmable Logic Controller Comm. Module, TwidoДокумент1 страницаTwdnoz232D: Programmable Logic Controller Comm. Module, TwidoPep VasilevaОценок пока нет
- Fontis 15 30 UKДокумент2 страницыFontis 15 30 UKPep VasilevaОценок пока нет
- Week 5 Reading ChinaXДокумент34 страницыWeek 5 Reading ChinaXPep VasilevaОценок пока нет
- S25 - Preview ENGДокумент1 страницаS25 - Preview ENGPep VasilevaОценок пока нет
- Management Gurus-David EvansДокумент41 страницаManagement Gurus-David EvansPep VasilevaОценок пока нет
- Trainwasch EnglischДокумент12 страницTrainwasch EnglischPep VasilevaОценок пока нет
- 2 Combined Dci Standards 6 13 13Документ7 страниц2 Combined Dci Standards 6 13 13api-32776059Оценок пока нет
- Plunger Pump Service Manual: Installation and Start-Up InformationДокумент6 страницPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteОценок пока нет
- Solution of Tutorial Sheet-3 (Three Phase Networks) : Ans. Given, - Vab - 45kV, ZL (0.5 + j3), Z (4.5 + j9)Документ10 страницSolution of Tutorial Sheet-3 (Three Phase Networks) : Ans. Given, - Vab - 45kV, ZL (0.5 + j3), Z (4.5 + j9)Shroyon100% (2)
- New Approach For The Measurement of Damping Properties of Materials Using The Oberst BeamДокумент6 страницNew Approach For The Measurement of Damping Properties of Materials Using The Oberst BeamMatnSambuОценок пока нет
- Email Id of Controllers PDFДокумент10 страницEmail Id of Controllers PDFAbhishek KumarОценок пока нет
- 990 Vibration Transmitter Datasheet-141612mДокумент14 страниц990 Vibration Transmitter Datasheet-141612mloopkkОценок пока нет
- Manual Ni Usrp 2920Документ56 страницManual Ni Usrp 2920Anghye Plata100% (1)
- Hospital Management Information SystemДокумент47 страницHospital Management Information SystemNisarg100% (1)
- Module Tes Answer Key: Student B Student AДокумент2 страницыModule Tes Answer Key: Student B Student AKremena KoevaОценок пока нет
- NR 10 Specification 75AДокумент2 страницыNR 10 Specification 75AHsalmani1991Оценок пока нет
- ResumeДокумент3 страницыResumeabreddy2003Оценок пока нет
- Introduction To R: Shanti.S.Chauhan, PH.D Business Studies ShuatsДокумент53 страницыIntroduction To R: Shanti.S.Chauhan, PH.D Business Studies ShuatsShanti Swaroop ChauhanОценок пока нет
- QA/QC Filling INDEX: North Gas Compression Plants (NGCP) Pipelines Index File Name File #Документ3 страницыQA/QC Filling INDEX: North Gas Compression Plants (NGCP) Pipelines Index File Name File #deva017Оценок пока нет
- PC210-240-7K M Ueam001704 PC210 PC230 PC240-7K 0310 PDFДокумент363 страницыPC210-240-7K M Ueam001704 PC210 PC230 PC240-7K 0310 PDFCarlos Israel Gomez100% (10)
- Blue Solar Charge Controller MPPT: NOT AcceptedДокумент12 страницBlue Solar Charge Controller MPPT: NOT Accepted1382aceОценок пока нет
- 6.hydraulic Pressure SpesificationДокумент3 страницы6.hydraulic Pressure SpesificationTLK ChannelОценок пока нет
- Case Study Analysis of Apex Corporation PDFДокумент2 страницыCase Study Analysis of Apex Corporation PDFAJОценок пока нет
- Structural Equation Model : Determinant of Customer Satisfaction and It S Implications On Customer EngagementДокумент15 страницStructural Equation Model : Determinant of Customer Satisfaction and It S Implications On Customer EngagementGSA publishОценок пока нет
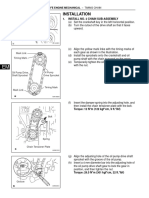
- Sincronizacion de Motor Toyota 2az-FeДокумент12 страницSincronizacion de Motor Toyota 2az-FeWilliams NavasОценок пока нет
- VirtualHost Examples - Apache HTTP ServerДокумент9 страницVirtualHost Examples - Apache HTTP ServerSaitejaTallapellyОценок пока нет
- Ad Agency SynopsisДокумент19 страницAd Agency SynopsisRaj BangaloreОценок пока нет
- BC Ii 800Документ38 страницBC Ii 800Pop Ciprian100% (2)
- Tramlink Low-Floor Light Rail Vehicle: Rostocker Strassenbahn Ag, Rostock, GermanyДокумент2 страницыTramlink Low-Floor Light Rail Vehicle: Rostocker Strassenbahn Ag, Rostock, GermanyLuca Marius CristianОценок пока нет
- Current Volt Meter Ina219Документ40 страницCurrent Volt Meter Ina219sas999333Оценок пока нет
- Introduction To Surveying PDFДокумент27 страницIntroduction To Surveying PDFArseni MaximОценок пока нет
- Serial Index CaterpillarДокумент260 страницSerial Index CaterpillarRamón Mangles90% (10)
- Drive List BoxДокумент3 страницыDrive List BoxLuis Carlos VillegasОценок пока нет
- Etap - Relay CoordinationДокумент311 страницEtap - Relay CoordinationManohar Potnuru100% (1)
- Cisco Email Security Customer PresentationДокумент38 страницCisco Email Security Customer Presentationravi199250% (2)
- Agroforestry: A Sustainable Land-Use System For Food and WoodДокумент72 страницыAgroforestry: A Sustainable Land-Use System For Food and WoodAlok PatraОценок пока нет