Вам также может понравиться
- Sievert India Pvt. LTD.: Question PaperДокумент10 страницSievert India Pvt. LTD.: Question PaperPrabhuОценок пока нет
- Ultrasonic DefinationДокумент46 страницUltrasonic DefinationShyam Sundar GayenОценок пока нет
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsДокумент69 страницBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamОценок пока нет
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Документ14 страницIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinОценок пока нет
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesДокумент2 страницыVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiОценок пока нет
- Digital Radiography ReportДокумент7 страницDigital Radiography ReportadityaromasОценок пока нет
- Magnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Документ5 страницMagnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dinesh GuptaОценок пока нет
- E428Документ6 страницE428valentinОценок пока нет
- Technique Sheet RT Dwdi EllipseДокумент1 страницаTechnique Sheet RT Dwdi EllipseSiraj PatelОценок пока нет
- WPS at FormateДокумент134 страницыWPS at FormateMohammad Rizwan100% (1)
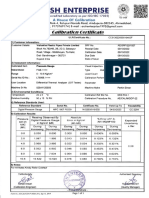
- Calb 4Документ1 страницаCalb 4ranjt53Оценок пока нет
- 54-Pressure Gauge OIT Calibration CartificateДокумент1 страница54-Pressure Gauge OIT Calibration CartificateCustomer Support100% (1)
- Ut 2Документ7 страницUt 2Akhilesh KumarОценок пока нет
- NDT Inspectors Monitoring and Technical Performance EvaluationДокумент8 страницNDT Inspectors Monitoring and Technical Performance Evaluationilya bordonosovОценок пока нет
- PT - Level 2 - S - 002 - Revised by RVMДокумент4 страницыPT - Level 2 - S - 002 - Revised by RVMkingstonОценок пока нет
- Ut PDFДокумент88 страницUt PDFphillipskincaidОценок пока нет
- Ultrasonic ExaminationДокумент14 страницUltrasonic ExaminationLiliОценок пока нет
- TWI Hitan: Training Certification SchemeДокумент192 страницыTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- Barc L2Документ152 страницыBarc L2gladson67% (3)
- UTДокумент17 страницUTArputharaj Maria Louis100% (2)
- Radiography: Limitations of Rt-MethodДокумент25 страницRadiography: Limitations of Rt-MethodvcpОценок пока нет
- RNS - NDT - PT - 001 Rev.0Документ8 страницRNS - NDT - PT - 001 Rev.0Goutam Kumar Deb100% (1)
- PAUT CatalogueДокумент2 страницыPAUT CataloguebenmedОценок пока нет
- Pirt Asnt NDT Leiii RT QB 250 09cДокумент36 страницPirt Asnt NDT Leiii RT QB 250 09cJose J. Nuñez100% (1)
- En583 6Документ22 страницыEn583 6chungndtОценок пока нет
- Aries - Saturated Eddycurrent - Tube - ProcedureДокумент17 страницAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyОценок пока нет
- PAUTДокумент55 страницPAUTRavi Kumar VatturiОценок пока нет
- MT Procedure Rkl-Pro-08-ThocДокумент26 страницMT Procedure Rkl-Pro-08-ThocEmmad JriОценок пока нет
- Aws d1.1-UT Procedure For Back Strip T or Corner Joint PDFДокумент6 страницAws d1.1-UT Procedure For Back Strip T or Corner Joint PDFnathgsurendraОценок пока нет
- Ultrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar JhaДокумент43 страницыUltrasonic Testing: by Geetanjali Sharma Devendra Singh Amit Kumar Jhajohn power100% (1)
- Edt TSC Acfm-FaqsДокумент2 страницыEdt TSC Acfm-FaqsBala KrishnanОценок пока нет
- Hydrotest ProcedureДокумент3 страницыHydrotest ProcedureAprilia dwita sariОценок пока нет
- Magnetic Particle TestingДокумент1 страницаMagnetic Particle TestingGulfnde Industrial ServicesОценок пока нет
- Scholly Endoscopie 1 PDFДокумент80 страницScholly Endoscopie 1 PDFAhmed shabanОценок пока нет
- Procedure For Calibration of Welding MachinesДокумент8 страницProcedure For Calibration of Welding MachinesVinayaga MoorthiОценок пока нет
- 3.PCN Paut and TofdДокумент9 страниц3.PCN Paut and TofdRIGHT SAFETY JOBSОценок пока нет
- EuroIncon Master Ut NotesДокумент95 страницEuroIncon Master Ut NotesmohamedОценок пока нет
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsДокумент10 страницDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsMehdi SoltaniОценок пока нет
- RT ProcedureДокумент44 страницыRT Procedureefmartin21100% (1)
- NDT Application FormДокумент4 страницыNDT Application FormAhmed Shaban KotbОценок пока нет
- Ultrasonic Phased Array ApplicationsДокумент26 страницUltrasonic Phased Array ApplicationsLương Hồ VũОценок пока нет
- Jireh Circ It ScannerДокумент2 страницыJireh Circ It ScannerMarcos Kaian Moraes RodriguesОценок пока нет
- SEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTДокумент2 страницыSEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTChandrashekhar ThiramdasuОценок пока нет
- NASA PRC-6503 Rev C Radiographic InspectionДокумент8 страницNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaОценок пока нет
- Agpl QP RFT 03 PDFДокумент8 страницAgpl QP RFT 03 PDFMaged Ali RaghebОценок пока нет
- NDT For WeldersДокумент66 страницNDT For WelderssameeraОценок пока нет
- NDT Report Check List Appendix 2Документ4 страницыNDT Report Check List Appendix 2Adil HasanovОценок пока нет
- 05 Ultrasonic Test Procedure 500405Документ11 страниц05 Ultrasonic Test Procedure 500405Sefa KasapogluОценок пока нет
- PTC Ar UtДокумент31 страницаPTC Ar UtSang Nguyen QuangОценок пока нет
- Interview QuestionsДокумент13 страницInterview QuestionsWalter RuedaОценок пока нет
- SSIS Visual Examination Report FormatДокумент1 страницаSSIS Visual Examination Report FormatSalman KhanОценок пока нет
- Radiography TestingДокумент1 страницаRadiography TestingGulfnde Industrial ServicesОценок пока нет
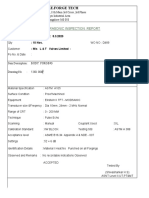
- M.E.Forge Tech: Ultrasonic Inspection ReportДокумент1 страницаM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarОценок пока нет
- Ultrasonic Testing ProcedureДокумент12 страницUltrasonic Testing ProcedureRohit Kumar Mishra100% (1)
- Engineering Specifications - Inspection: Rev. FДокумент17 страницEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- TOFD and PAUT For Weld Root CorrosionДокумент38 страницTOFD and PAUT For Weld Root CorrosionMuthumonickamОценок пока нет
- 007 SOP For UT in StructureДокумент7 страниц007 SOP For UT in StructureAbdul Gafoor ShaikhОценок пока нет
- Awsd11 Procedure Ut CompressДокумент19 страницAwsd11 Procedure Ut Compressparag wadekarОценок пока нет
- Sangov RT R0Документ15 страницSangov RT R0JoelОценок пока нет
- 7rz /-: QCI AccreditationДокумент2 страницы7rz /-: QCI AccreditationAashid PsОценок пока нет
- List of ISO 17025:2017 Documents For Testing LaboratoryДокумент4 страницыList of ISO 17025:2017 Documents For Testing LaboratoryGlobal Manager Group93% (56)
- Od-2017 Ed.2.0Документ36 страницOd-2017 Ed.2.0Aashid PsОценок пока нет
- LaboratoryQualityStandardsandtheirImplementation 9C27 PDFДокумент74 страницыLaboratoryQualityStandardsandtheirImplementation 9C27 PDFElvan Dwi WidyadiОценок пока нет
- ISOIEC17025Cklist 2009 CompatibleWord2003 2Документ10 страницISOIEC17025Cklist 2009 CompatibleWord2003 2Aashid PsОценок пока нет
- Introduction To Liquid Penetrant Testing: Hareesh K Nair Assistant Professor Department of Mechanical EngineeringДокумент42 страницыIntroduction To Liquid Penetrant Testing: Hareesh K Nair Assistant Professor Department of Mechanical EngineeringAashid PsОценок пока нет
- UsfdДокумент1 страницаUsfdAashid PsОценок пока нет
- ASssassins Creed ORGINSДокумент1 страницаASssassins Creed ORGINSAashid PsОценок пока нет
- Ut, Usfd, DPT, VI Services and Other NDT Relar Ted Services Usfd MPT Rla DPT Civil NDT Others ThermographyДокумент1 страницаUt, Usfd, DPT, VI Services and Other NDT Relar Ted Services Usfd MPT Rla DPT Civil NDT Others ThermographyAashid PsОценок пока нет
- Product Quality Plan Flowchart: 1.0 Plan & Define The ProjectДокумент1 страницаProduct Quality Plan Flowchart: 1.0 Plan & Define The ProjectAashid PsОценок пока нет
- Product Quality Plan Flowchart: 1.0 Plan & Define The ProjectДокумент1 страницаProduct Quality Plan Flowchart: 1.0 Plan & Define The ProjectAashid PsОценок пока нет
- Service Flow Mapping: 1.0 Enquiry Based BuisnessДокумент1 страницаService Flow Mapping: 1.0 Enquiry Based BuisnessAashid PsОценок пока нет
- All Game Are Free Direct Links: Torrent LinksДокумент1 страницаAll Game Are Free Direct Links: Torrent LinksEduardo CostaОценок пока нет
- Boiler 2Документ25 страницBoiler 2Aashid PsОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Quality Control MeasuresДокумент12 страницQuality Control MeasuresTAHER AMMARОценок пока нет
- Asme BPVC - Iii.nca 2017Документ3 страницыAsme BPVC - Iii.nca 2017Aashid PsОценок пока нет
- Maggi 2011Документ6 страницMaggi 2011Praveen PrasadОценок пока нет
- Emailing LPTДокумент7 страницEmailing LPTAashid PsОценок пока нет
- TexasqweДокумент1 страницаTexasqweAashid PsОценок пока нет
- Quality Control MeasuresДокумент12 страницQuality Control MeasuresTAHER AMMARОценок пока нет
- BoilerДокумент2 страницыBoilerAashid PsОценок пока нет
- Working Hours Tubestar .XLSX'Документ1 страницаWorking Hours Tubestar .XLSX'Aashid PsОценок пока нет
- DS-1 4th Ed - Volume 3 - Addendums 1 To 6Документ77 страницDS-1 4th Ed - Volume 3 - Addendums 1 To 6Aashid Ps83% (6)
- LivingScience CBSE CompanionДокумент56 страницLivingScience CBSE Companionnjlenovo95% (19)
- Mpez-6 Installation Manual - Inline 201007Документ8 страницMpez-6 Installation Manual - Inline 201007api-244989438Оценок пока нет
- NFPA 220 Seminar OutlineДокумент2 страницыNFPA 220 Seminar Outlineveron_xiiiОценок пока нет
- Case Study of Flixborough UK DisasterДокумент52 страницыCase Study of Flixborough UK Disasteraman shaikhОценок пока нет
- 2nd Term Biology Ss3Документ20 страниц2nd Term Biology Ss3Wisdom Lawal (Wizywise)Оценок пока нет
- DM - BienAir - CHIROPRO 980 - EngДокумент8 страницDM - BienAir - CHIROPRO 980 - Engfomed_twОценок пока нет
- HOME (2021) - Fransivan MacKenzieДокумент21 страницаHOME (2021) - Fransivan MacKenzieFransivan MacKenzie100% (1)
- ResДокумент21 страницаResMarian EvangelioОценок пока нет
- Osma Osmadrain BG Pim Od107 Feb 2017pdfДокумент58 страницOsma Osmadrain BG Pim Od107 Feb 2017pdfDeepakkumarОценок пока нет
- Rifle Threat Performance Matrix: SeriesДокумент1 страницаRifle Threat Performance Matrix: SeriesKuhnОценок пока нет
- Aits 2324 Ot I Jeea TD Paper 2 OfflineДокумент14 страницAits 2324 Ot I Jeea TD Paper 2 OfflineAshish SharmaОценок пока нет
- Electrolux EKF7700 Coffee MachineДокумент76 страницElectrolux EKF7700 Coffee MachineTudor Sergiu AndreiОценок пока нет
- Crude TBP Country United Arab Emirates Distillation: MurbanДокумент2 страницыCrude TBP Country United Arab Emirates Distillation: MurbanHaris ShahidОценок пока нет
- 2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetДокумент2 страницы2012 U.S. History End-of-Course (EOC) Assessment Field Test Fact SheetswainanjanОценок пока нет
- Bsbfia401 3Документ2 страницыBsbfia401 3nattyОценок пока нет
- Esc200 12Документ1 страницаEsc200 12Anzad AzeezОценок пока нет
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuДокумент2 страницыA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannОценок пока нет
- NASA Corrosion of SS TubingДокумент14 страницNASA Corrosion of SS TubingClaudia Mms100% (1)
- Msds Aluminium SulfatДокумент5 страницMsds Aluminium SulfatduckshaОценок пока нет
- Bonding and Adhesives in DentistryДокумент39 страницBonding and Adhesives in DentistryZahn ÄrztinОценок пока нет
- Subhead-5 Pump Motors & Related WorksДокумент24 страницыSubhead-5 Pump Motors & Related Worksriyad mahmudОценок пока нет
- Culturally Safe Classroom Context PDFДокумент2 страницыCulturally Safe Classroom Context PDFdcleveland1706Оценок пока нет
- Cough: A Rapid Expulsion of Air FromДокумент2 страницыCough: A Rapid Expulsion of Air FromaubyangОценок пока нет
- Course Syllabus MGTP 31206 31207Документ12 страницCourse Syllabus MGTP 31206 31207NamitBhasinОценок пока нет
- Dig Inn Early Summer MenuДокумент2 страницыDig Inn Early Summer MenuJacqueline CainОценок пока нет
- MCQ Cell InjuryДокумент19 страницMCQ Cell InjuryMoaz EbrahimОценок пока нет
- 2.3 & 2.5 Cell DivisionДокумент14 страниц2.3 & 2.5 Cell DivisionJhonnyОценок пока нет
- Respiratory Examination - Protected 1Документ4 страницыRespiratory Examination - Protected 1anirudh811100% (1)
- Uric Acid Mono SL: Clinical SignificanceДокумент2 страницыUric Acid Mono SL: Clinical SignificancexlkoОценок пока нет
- Factors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaДокумент12 страницFactors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaKIU PUBLICATION AND EXTENSIONОценок пока нет