Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- SSPC Pa1Документ12 страницSSPC Pa1romeroberna100% (1)
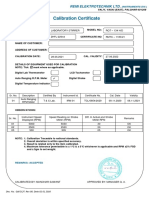
- Calibration CertificateДокумент1 страницаCalibration CertificateSales GoldClassОценок пока нет
- PN50SD0L01 2015Документ4 страницыPN50SD0L01 2015romerobernaОценок пока нет
- CSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveДокумент4 страницыCSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveromerobernaОценок пока нет
- Process Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsДокумент10 страницProcess Industry Practices Piping: Pip Pndmv007 Butterfly Valve Data Sheet and Standard TermsromerobernaОценок пока нет
- Process Industry Practices Piping: PIP PNC00004 Piping Stress Analysis Criteria For ASME B31.3 Metallic PipingДокумент10 страницProcess Industry Practices Piping: PIP PNC00004 Piping Stress Analysis Criteria For ASME B31.3 Metallic PipingromerobernaОценок пока нет
- Perkins 20 Kva (404D-22G)Документ2 страницыPerkins 20 Kva (404D-22G)RavaelОценок пока нет
- Process Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsДокумент10 страницProcess Industry Practices Piping: Pip Pndmv003 Gate Valve Data Sheet and Standard TermsromerobernaОценок пока нет
- Astm A338-14 PDFДокумент2 страницыAstm A338-14 PDFromerobernaОценок пока нет
- Astm A234-16Документ9 страницAstm A234-16romerobernaОценок пока нет
- Process Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsДокумент11 страницProcess Industry Practices Piping: Pip Pndmv006 Ball Valve Data Sheet and Standard TermsromerobernaОценок пока нет
- SSPC Visual 2Документ5 страницSSPC Visual 2romerobernaОценок пока нет
- Process Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsДокумент10 страницProcess Industry Practices Piping: Pip Pndmv004 Globe Valve Data Sheet and Standard TermsromerobernaОценок пока нет
- ACIS - Auditing Computer Information SystemДокумент10 страницACIS - Auditing Computer Information SystemErwin Labayog MedinaОценок пока нет
- Astm B568-14 PDFДокумент8 страницAstm B568-14 PDFromerobernaОценок пока нет
- Condition Monitoring of Steam Turbines by Performance AnalysisДокумент25 страницCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)
- Sourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyДокумент58 страницSourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyAlaa Al HarbiОценок пока нет
- NACE MR0175-Circular1 Part2Документ5 страницNACE MR0175-Circular1 Part2romerobernaОценок пока нет
- Lea 4Документ36 страницLea 4Divina DugaoОценок пока нет
- POST TEST 3 and POST 4, in ModuleДокумент12 страницPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- NACE MR0175-Circular2 Part2Документ3 страницыNACE MR0175-Circular2 Part2romerobernaОценок пока нет
- GL 186400 Case DigestДокумент2 страницыGL 186400 Case DigestRuss TuazonОценок пока нет
- NACE MR0175-Circular1 Part3Документ13 страницNACE MR0175-Circular1 Part3romerobernaОценок пока нет
- What Is A Pitting Resistance Equivalent Number (PREN) - Unified AlloysДокумент10 страницWhat Is A Pitting Resistance Equivalent Number (PREN) - Unified AlloysromerobernaОценок пока нет
- Rev 2 Ducting Spec - ASMErevДокумент76 страницRev 2 Ducting Spec - ASMErevromerobernaОценок пока нет
- Astm B366-04 PDFДокумент9 страницAstm B366-04 PDFromerobernaОценок пока нет
- Spe 192741-MSДокумент19 страницSpe 192741-MSromerobernaОценок пока нет
- COOKERY10 Q2W4 10p LATOJA SPTVEДокумент10 страницCOOKERY10 Q2W4 10p LATOJA SPTVECritt GogolinОценок пока нет
- Presentation Report On Customer Relationship Management On SubwayДокумент16 страницPresentation Report On Customer Relationship Management On SubwayVikrant KumarОценок пока нет
- 4th Sem Electrical AliiedДокумент1 страница4th Sem Electrical AliiedSam ChavanОценок пока нет
- Getting StartedДокумент45 страницGetting StartedMuhammad Owais Bilal AwanОценок пока нет
- MORIGINAДокумент7 страницMORIGINAatishОценок пока нет
- Abu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationДокумент27 страницAbu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationPaulWolfОценок пока нет
- Labstan 1Документ2 страницыLabstan 1Samuel WalshОценок пока нет
- 7 TariffДокумент22 страницы7 TariffParvathy SureshОценок пока нет
- Tivoli Performance ViewerДокумент4 страницыTivoli Performance ViewernaveedshakurОценок пока нет
- Experiment On Heat Transfer Through Fins Having Different NotchesДокумент4 страницыExperiment On Heat Transfer Through Fins Having Different NotcheskrantiОценок пока нет
- Building and Other Construction Workers Act 1996Документ151 страницаBuilding and Other Construction Workers Act 1996Rajesh KodavatiОценок пока нет
- Final ExamSOMFinal 2016 FinalДокумент11 страницFinal ExamSOMFinal 2016 Finalkhalil alhatabОценок пока нет
- Personal Best B1+ Unit 1 Reading TestДокумент2 страницыPersonal Best B1+ Unit 1 Reading TestFy FyОценок пока нет
- 2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODAДокумент13 страниц2021S-EPM 1163 - Day-11-Unit-8 ProcMgmt-AODAehsan ershadОценок пока нет
- HealthInsuranceCertificate-Group CPGDHAB303500662021Документ2 страницыHealthInsuranceCertificate-Group CPGDHAB303500662021Ruban JebaduraiОценок пока нет
- Innovations in Land AdministrationДокумент66 страницInnovations in Land AdministrationSanjawe KbОценок пока нет
- Case Assignment 2Документ5 страницCase Assignment 2Ashish BhanotОценок пока нет
- Financial Derivatives: Prof. Scott JoslinДокумент44 страницыFinancial Derivatives: Prof. Scott JoslinarnavОценок пока нет
- Astm E53 98Документ1 страницаAstm E53 98park991018Оценок пока нет
- Epidemiologi DialipidemiaДокумент5 страницEpidemiologi DialipidemianurfitrizuhurhurОценок пока нет
- Apm p5 Course NotesДокумент267 страницApm p5 Course NotesMusumbulwe Sue MambweОценок пока нет
- Government of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Документ2 страницыGovernment of West Bengal Finance (Audit) Department: NABANNA', HOWRAH-711102 No. Dated, The 13 May, 2020Satyaki Prasad MaitiОценок пока нет