Вам также может понравиться
- Stsedac QC SRP Uf 01 ReviewedДокумент6 страницStsedac QC SRP Uf 01 Reviewedmohd as shahiddin jafriОценок пока нет
- Welding Inspection Ass 1Документ7 страницWelding Inspection Ass 1mohd as shahiddin jafriОценок пока нет
- StsДокумент6 страницStsmohd as shahiddin jafri100% (1)
- Repair ProceduresДокумент5 страницRepair Proceduresmohd as shahiddin jafriОценок пока нет
- DDDДокумент7 страницDDDmohd as shahiddin jafriОценок пока нет
- Weld Repair Procedure Tapis RevaДокумент3 страницыWeld Repair Procedure Tapis RevaadelОценок пока нет
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldДокумент19 страницSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalОценок пока нет
- Fabrication Procedure DMW-4820M00250-000120-19Документ8 страницFabrication Procedure DMW-4820M00250-000120-19mohd as shahiddin jafriОценок пока нет
- Method Statement For Fabrication and Erection of Demineralized Water TankДокумент12 страницMethod Statement For Fabrication and Erection of Demineralized Water TanksomiqatarОценок пока нет
- BHEL - Agitator Specification PDFДокумент68 страницBHEL - Agitator Specification PDFRiyaz100% (1)
- Fabrication Procedure SA-4200-70621Документ24 страницыFabrication Procedure SA-4200-70621mohd as shahiddin jafriОценок пока нет
- Fabrication Procedure SA-4200-70621Документ8 страницFabrication Procedure SA-4200-70621mohd as shahiddin jafriОценок пока нет
- Review PWHT Specs, Procedures and TablesДокумент19 страницReview PWHT Specs, Procedures and TablesIrshad IqbalОценок пока нет
- Duqm Refinery Project EPC Package OneДокумент11 страницDuqm Refinery Project EPC Package Onekhaled saeedОценок пока нет
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Документ14 страницPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimОценок пока нет
- MS For Cable Glanding and TerminationДокумент11 страницMS For Cable Glanding and TerminationNijo JoseОценок пока нет
- CPP HT Pipeline ReportДокумент301 страницаCPP HT Pipeline ReportAbdulkaderОценок пока нет
- VD V013 ZPM Pro 1507Документ105 страницVD V013 ZPM Pro 1507abdulОценок пока нет
- Specification: Title: Qualification of Welders and Welding Procedures 2 (Section 13.0), 10, and Yellow Book Course Id: None Core Group: None Gas Welders RevisionsДокумент12 страницSpecification: Title: Qualification of Welders and Welding Procedures 2 (Section 13.0), 10, and Yellow Book Course Id: None Core Group: None Gas Welders RevisionsOPAZOSCОценок пока нет
- Method Statement for Fabrication, Installation and Testing of Piping WorksДокумент31 страницаMethod Statement for Fabrication, Installation and Testing of Piping WorksNaveed Ahmed Get-Info100% (1)
- Bolted Flange and Gasket Joints Assembly ProcedureДокумент9 страницBolted Flange and Gasket Joints Assembly ProceduremohdОценок пока нет
- Saudi Aramco Inspection Checklist: Buttering And/or Weld Build-Up - Pipelines SAIC-W-2047 31-Dec-14 WeldДокумент2 страницыSaudi Aramco Inspection Checklist: Buttering And/or Weld Build-Up - Pipelines SAIC-W-2047 31-Dec-14 WeldpravinОценок пока нет
- Gamma Radiography Not Allowed for Pipeline WeldingДокумент24 страницыGamma Radiography Not Allowed for Pipeline WeldingZaidiОценок пока нет
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150Документ150 страницNDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150QC ManagerОценок пока нет
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01Документ392 страницыNDE NDT Procedures Piping ADM 35313M-01 Q 153 01Neil JavierОценок пока нет
- Method Statement For WeldingДокумент31 страницаMethod Statement For WeldingNaveed Ahmed Get-Info83% (6)
- 2014-4800-0L-0008 Rev B Welding Procedures & Performance Qualification Spec - ApprovedДокумент19 страниц2014-4800-0L-0008 Rev B Welding Procedures & Performance Qualification Spec - ApprovedfiniteinjusticeОценок пока нет
- Weld Repair Procedure SummaryДокумент10 страницWeld Repair Procedure SummaryRAMAKRISHNAОценок пока нет
- Installation of Main Steel Structure/ Platform & Steam SilencerДокумент4 страницыInstallation of Main Steel Structure/ Platform & Steam SilencerzhangОценок пока нет
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselДокумент15 страницSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshОценок пока нет
- MDOT Pile Welding QCPДокумент8 страницMDOT Pile Welding QCPvelmurug_balaОценок пока нет
- Expansion Project at Panipat Refinery: Item Number Description Qty CWA NumberДокумент49 страницExpansion Project at Panipat Refinery: Item Number Description Qty CWA NumberAK RОценок пока нет
- nITP For Suspenion Hanger Pin Alt 2Документ4 страницыnITP For Suspenion Hanger Pin Alt 2ABHISHEK KUMARОценок пока нет
- STOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetДокумент6 страницSTOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetAHMED AMIRAОценок пока нет
- QA/QC Procedure for FabricationДокумент7 страницQA/QC Procedure for FabricationRajesh K Pillai100% (6)
- Method Statement for Landscape Waterproofing WorkДокумент13 страницMethod Statement for Landscape Waterproofing WorkSurya PrakashОценок пока нет
- DRP001 Ouf Gal Pro Q 000 064 S1Документ26 страницDRP001 Ouf Gal Pro Q 000 064 S1Rafat KhanОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент5 страницSaudi Aramco Inspection ChecklistMainuddin AliОценок пока нет
- DRP001 Ouf Gal Pro Q 000 063 S2Документ66 страницDRP001 Ouf Gal Pro Q 000 063 S2Rafat KhanОценок пока нет
- Burj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccДокумент3 страницыBurj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccJoseph DarwinОценок пока нет
- Work Order: VN 23980529 6 - MiscellaneousДокумент2 страницыWork Order: VN 23980529 6 - MiscellaneousJohn SmithОценок пока нет
- S0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationДокумент42 страницыS0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationThành TrịnhОценок пока нет
- Saudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldДокумент23 страницыSaudi Aramco Inspection Checklist: Selection of Welds For NDE (On-Plot Piping & Structures) SAIC-W-2015 WeldIrshad IqbalОценок пока нет
- WHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field FabricationДокумент26 страницWHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field Fabricationprihartono_dias100% (1)
- Saudi Aramco Inspection ChecklistДокумент15 страницSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Upgrading Fine Filters at CC Water Injection PlantДокумент83 страницыUpgrading Fine Filters at CC Water Injection PlantNAMOОценок пока нет
- Welding Standard Requirements SummaryДокумент6 страницWelding Standard Requirements SummaryAob April100% (1)
- EBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisДокумент23 страницыEBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisAhmedОценок пока нет
- Saic L 2002Документ13 страницSaic L 2002chidambaramОценок пока нет
- Welding Procedure B69AWДокумент2 страницыWelding Procedure B69AWMastram HatheshОценок пока нет
- Stsedac QC SRP Uf 01Документ6 страницStsedac QC SRP Uf 01mohd as shahiddin jafriОценок пока нет
- STS QAC SOP 007 Repair Procedure For Carbon SteelДокумент6 страницSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriОценок пока нет
- Saudi Aramco WPS Procedure ApprovalДокумент7 страницSaudi Aramco WPS Procedure ApprovalAkansha SharmaОценок пока нет
- NDT Magnetic Particle Inspection ProcedureДокумент7 страницNDT Magnetic Particle Inspection ProcedureCharlesОценок пока нет
- Adw TR RTCF QP Me 002, Rev.1Документ38 страницAdw TR RTCF QP Me 002, Rev.1Rijwan MohammadОценок пока нет
- Welding Specification for Carbon and Alloy Steel PipingДокумент82 страницыWelding Specification for Carbon and Alloy Steel PipingsendelkrОценок пока нет
- General Welding Procedure - Rev0Документ27 страницGeneral Welding Procedure - Rev0Jayan VKОценок пока нет
- TS - LR BendДокумент9 страницTS - LR BendMecon LtdОценок пока нет
- Cone Penetration Testing: Methods and InterpretationОт EverandCone Penetration Testing: Methods and InterpretationРейтинг: 5 из 5 звезд5/5 (3)
- Inspection Test Plan: Grinding, Build Up & ResurfaceДокумент3 страницыInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriОценок пока нет
- Piping Replacement Carbon Steel InspectionДокумент3 страницыPiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 013 Insulation ProcedureДокумент9 страницSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 005 Joint Integrity ProcedureДокумент32 страницыSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 016 Spring Hanger InspectionДокумент6 страницSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 003 Hydrotest ProcedureДокумент8 страницSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 015 PSV ServicingДокумент11 страницSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- Inspection Test Plan: Piping (Carbon Steel)Документ3 страницыInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriОценок пока нет
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalДокумент1 страницаInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS Qac Sop 014 Burner MaintenanceДокумент9 страницSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriОценок пока нет
- STS QAC SOP 006 Repair Procedure For Stainless SteelДокумент5 страницSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriОценок пока нет
- STS QAC SOP 007 Repair Procedure For Carbon SteelДокумент6 страницSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriОценок пока нет
- HYDROSTATIC TEST PROCEDUREДокумент11 страницHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriОценок пока нет
- Tube Plugging and Seal Welding ProcedureДокумент7 страницTube Plugging and Seal Welding Proceduremohd as shahiddin jafriОценок пока нет
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureДокумент4 страницыSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 004 Inspection Test Plan ProcedureДокумент9 страницSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriОценок пока нет
- Tube Plugging and Seal Welding ProcedureДокумент7 страницTube Plugging and Seal Welding Proceduremohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 001 CR RV Handling ProcedureДокумент3 страницыSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureДокумент6 страницSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 006 Repair Procedure For Stainless SteelДокумент5 страницSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriОценок пока нет
- STS Qac Sop 003 Hydrotest ProcedureДокумент8 страницSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriОценок пока нет
- Sts Qac Sop 005 Joint Integrity ProcedureДокумент32 страницыSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriОценок пока нет
- STS Qac Sop 001 CR RV Handling ProcedureДокумент3 страницыSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriОценок пока нет
- STS QAC SOP 007 Repair Procedure For Carbon SteelДокумент6 страницSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriОценок пока нет
- HYDROSTATIC TEST PROCEDUREДокумент11 страницHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriОценок пока нет
- 7-Material Handling and Storage - WC007Документ7 страниц7-Material Handling and Storage - WC007mohd as shahiddin jafriОценок пока нет
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureДокумент4 страницыSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 004 Inspection Test Plan ProcedureДокумент9 страницSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriОценок пока нет
- Visual Report (Test Ta2014) - 001-132Документ211 страницVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriОценок пока нет
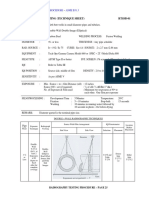
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Документ9 страницATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriОценок пока нет
- Category (23) - Drilling of Shallow Oil/Water Wells, Workover and Ancillary ServicesДокумент4 страницыCategory (23) - Drilling of Shallow Oil/Water Wells, Workover and Ancillary ServicesHarsh TiwariОценок пока нет
- The Future Scenario of Marketing CommunicationДокумент6 страницThe Future Scenario of Marketing Communicationlambanaveen123Оценок пока нет
- BITS Curriculum and TimetableДокумент659 страницBITS Curriculum and TimetableSoumyajit RoyОценок пока нет
- Handout 21553 Cs21553 Vermeulen Au2016Документ130 страницHandout 21553 Cs21553 Vermeulen Au2016KelvinatorОценок пока нет
- ISA RP60.3 Human Engineering For Control CentersДокумент22 страницыISA RP60.3 Human Engineering For Control CentersDaniel Arrieta DarrásОценок пока нет
- Guidelines For HOLES in BONDEK II SheetДокумент4 страницыGuidelines For HOLES in BONDEK II SheetSK ChauОценок пока нет
- Standard Costing and The Balance ScorecardДокумент76 страницStandard Costing and The Balance ScorecardSaifurKomolОценок пока нет
- Mark11 Spare Parts Section - REV3Документ72 страницыMark11 Spare Parts Section - REV3Orlando MelipillanОценок пока нет
- Drilling PDFДокумент32 страницыDrilling PDFاحمد عمر حديدОценок пока нет
- Company Profile - PetrominДокумент26 страницCompany Profile - Petrominapi-306897329100% (2)
- Refrigeration and Air Conditioning: Technical DescriptionДокумент27 страницRefrigeration and Air Conditioning: Technical DescriptionFranz CorasОценок пока нет
- Cause & EffectДокумент5 страницCause & EffectKit Champ50% (2)
- Instruction Manual: SpecificationsДокумент16 страницInstruction Manual: SpecificationsJorge L. ContrerasОценок пока нет
- Hero Honda Motorcycle ProjectДокумент93 страницыHero Honda Motorcycle ProjectSharath HegdeОценок пока нет
- Project Report On Vizag Steel Plant Distribution ChannelДокумент91 страницаProject Report On Vizag Steel Plant Distribution ChannelPrisin Sudakaran0% (1)
- How To Upload PsДокумент16 страницHow To Upload Psrohan sharmaОценок пока нет
- An Integrated Lean Approach To Process Failure ModДокумент12 страницAn Integrated Lean Approach To Process Failure ModLeoo Cotrina FranciaОценок пока нет
- Unit 5 MCQДокумент9 страницUnit 5 MCQDhanesh PawarОценок пока нет
- Tugas Enterprise Resource Planning: Kelas AДокумент4 страницыTugas Enterprise Resource Planning: Kelas ARizka HadiwiyantiОценок пока нет
- The Six Big Losses in Manufacturing - EvoconДокумент23 страницыThe Six Big Losses in Manufacturing - Evoconarvin john cabralОценок пока нет
- Eccma February2008Newsletter PDFДокумент19 страницEccma February2008Newsletter PDFprsiva2420034066Оценок пока нет
- UPS Case QuestionsДокумент3 страницыUPS Case QuestionsTalha Saeed100% (1)
- CivicrmДокумент361 страницаCivicrmmandohОценок пока нет
- Billtrust training accounts and enrollment tokens guideДокумент2 страницыBilltrust training accounts and enrollment tokens guideThomas RegalaОценок пока нет
- 4 AIQS APC Q A Workshop Ramesh PDFДокумент16 страниц4 AIQS APC Q A Workshop Ramesh PDFRajkumar ChinniahОценок пока нет
- ALGINATE ProductionДокумент14 страницALGINATE ProductionMarnel Roy MayorОценок пока нет
- Rai Quo NK 001 0124Документ5 страницRai Quo NK 001 0124yudii.hidayatОценок пока нет
- Project Title: Simple Cafe Billing System: Rajokari Institute of TechnologyДокумент8 страницProject Title: Simple Cafe Billing System: Rajokari Institute of TechnologyVinodОценок пока нет
- Landfill Capacity CalculationДокумент3 страницыLandfill Capacity CalculationJhon Jairo Mazuera Guzman50% (2)