Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- BECED S4 Motivational Techniques PDFДокумент11 страницBECED S4 Motivational Techniques PDFAmeil OrindayОценок пока нет
- English Test For Grade 7 (Term 2)Документ6 страницEnglish Test For Grade 7 (Term 2)UyenPhuonggОценок пока нет
- Michael Clapis Cylinder BlocksДокумент5 страницMichael Clapis Cylinder Blocksapi-734979884Оценок пока нет
- Multiple Choice Practice Questions For Online/Omr AITT-2020 Instrument MechanicДокумент58 страницMultiple Choice Practice Questions For Online/Omr AITT-2020 Instrument Mechanicمصطفى شاكر محمودОценок пока нет
- Taylor Series PDFДокумент147 страницTaylor Series PDFDean HaynesОценок пока нет
- Concrete Pumping.: Squeeze PumpsДокумент2 страницыConcrete Pumping.: Squeeze PumpsALINDA BRIANОценок пока нет
- English For Academic and Professional Purposes - ExamДокумент3 страницыEnglish For Academic and Professional Purposes - ExamEddie Padilla LugoОценок пока нет
- L 11Документ3 страницыL 11trangОценок пока нет
- Pyramid Type Plate Bending MachineДокумент10 страницPyramid Type Plate Bending MachineAswin JosephОценок пока нет
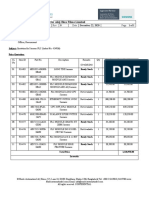
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Документ2 страницыLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulОценок пока нет
- FIR FliterДокумент10 страницFIR FliterasfsfsafsafasОценок пока нет
- Design ProjectДокумент60 страницDesign Projectmahesh warОценок пока нет
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesДокумент5 страницThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinОценок пока нет
- (Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedДокумент60 страниц(Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedvishalwinsОценок пока нет
- FS-1040 FS-1060DN: Parts ListДокумент23 страницыFS-1040 FS-1060DN: Parts List1980cvvrОценок пока нет
- Use of The Internet in EducationДокумент23 страницыUse of The Internet in EducationAlbert BelirОценок пока нет
- Life and Works of Jose Rizal Modified ModuleДокумент96 страницLife and Works of Jose Rizal Modified ModuleRamos, Queencie R.Оценок пока нет
- Expression of Interest (Eoi)Документ1 страницаExpression of Interest (Eoi)Mozaffar HussainОценок пока нет
- Week 3 Lab Arado, Patrick James M.Документ2 страницыWeek 3 Lab Arado, Patrick James M.Jeffry AradoОценок пока нет
- AMS ANALITICA-AIRFLOW TSP-HVS BrochureДокумент1 страницаAMS ANALITICA-AIRFLOW TSP-HVS BrochureShady HellaОценок пока нет
- Template Budget ProposalДокумент4 страницыTemplate Budget ProposalimamОценок пока нет
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REДокумент6 страницGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísОценок пока нет
- Pam8610 PDFДокумент15 страницPam8610 PDFRaka Satria PradanaОценок пока нет
- Darkle Slideshow by SlidesgoДокумент53 страницыDarkle Slideshow by SlidesgoADITI GUPTAОценок пока нет
- Exploring-Engineering-And-Technology-Grade-6 1Документ5 страницExploring-Engineering-And-Technology-Grade-6 1api-349870595Оценок пока нет
- Kübler 5800-5820 - enДокумент5 страницKübler 5800-5820 - enpomsarexnbОценок пока нет
- White Paper: 1 Definitive Guide To Data QualityДокумент18 страницWhite Paper: 1 Definitive Guide To Data QualityGonçalo MartinsОценок пока нет
- Maximum and Minimum PDFДокумент3 страницыMaximum and Minimum PDFChai Usajai UsajaiОценок пока нет
- 28 TerminalsДокумент42 страницы28 TerminalsAlin FazacasОценок пока нет