Вам также может понравиться
- OTE Larox PF Filter Brochure-Lores-Pages PDFДокумент8 страницOTE Larox PF Filter Brochure-Lores-Pages PDFQuinton PaulseОценок пока нет
- Mi Ether CatalogДокумент76 страницMi Ether CatalogcirclelineОценок пока нет
- Informativo: PRO CES SFL OWДокумент4 страницыInformativo: PRO CES SFL OWricardoferОценок пока нет
- Shutdown SIS: Backhoe Loader 420D Backhoe Loader FDP 420D Backhoe Loader FDP18400-UP (MACHINE) POWERED BY 3054C EngineДокумент3 страницыShutdown SIS: Backhoe Loader 420D Backhoe Loader FDP 420D Backhoe Loader FDP18400-UP (MACHINE) POWERED BY 3054C Enginearmando vara chavezОценок пока нет
- Axle, Rear - Differential CarrierДокумент4 страницыAxle, Rear - Differential CarrierCristian CanteroОценок пока нет
- Draw Ing Approval Required: Nord Gear Corporation QUOTE: 85-050416HA N/A N/A N/AДокумент1 страницаDraw Ing Approval Required: Nord Gear Corporation QUOTE: 85-050416HA N/A N/A N/ADiego MejiaОценок пока нет
- Fatigue Cracking and FractographyДокумент9 страницFatigue Cracking and FractographydxsszszОценок пока нет
- 141 110 2 Falk Magnum Seals For Type A, AB, Y, YF, YB Drives Selection ManualДокумент4 страницы141 110 2 Falk Magnum Seals For Type A, AB, Y, YF, YB Drives Selection ManualLazzarus Az GunawanОценок пока нет
- Shell lubricants portfolio guideДокумент1 страницаShell lubricants portfolio guideCara GutierrezОценок пока нет
- Industrial Shaft Seals - 10919 - 2 EN PDFДокумент488 страницIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaОценок пока нет
- Mining Industry Gear Units for Conveyor BeltsДокумент5 страницMining Industry Gear Units for Conveyor BeltsZahir KhiraОценок пока нет
- Cerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12Документ3 страницыCerro Verde Production Unit Expansion: Non Destructive Examination Requirements Document No. SN-100462-MD12jhonОценок пока нет
- Christian RothДокумент10 страницChristian RothsatfashithОценок пока нет
- Henfel Bearing Housing Technical InformationДокумент52 страницыHenfel Bearing Housing Technical Informationkrlos_SW2009Оценок пока нет
- G1 Gravity Thickener EquipmentДокумент136 страницG1 Gravity Thickener EquipmentLUIS ALONSO TARAMUEL TAPIEОценок пока нет
- Specification For Bridge Construction (England)Документ35 страницSpecification For Bridge Construction (England)Roy GuoОценок пока нет
- Falk V Class Type VP, Sizes 133 187 Shaft Drives Parts ManualДокумент4 страницыFalk V Class Type VP, Sizes 133 187 Shaft Drives Parts ManualNils Ericsson Sánchez HuayanaОценок пока нет
- CONDUX Universal-Mill CUM E-4cb06fДокумент12 страницCONDUX Universal-Mill CUM E-4cb06fAndrea Hernandez100% (1)
- Rexroth Planetary Gearbox Operating InstructionsДокумент16 страницRexroth Planetary Gearbox Operating Instructionsnelson troncoso galdamesОценок пока нет
- Pyi1701 0000 Pip Et 0001 - 0Документ18 страницPyi1701 0000 Pip Et 0001 - 0Marko QuilahuequeОценок пока нет
- Ilnas-En Iso 14405-1:2010Документ3 страницыIlnas-En Iso 14405-1:2010Bangali SinghОценок пока нет
- Jis B 1196Документ19 страницJis B 1196indeceОценок пока нет
- HF Couplings IM-ManualДокумент6 страницHF Couplings IM-ManualCancio FlorezОценок пока нет
- How To Inspect A GearboxДокумент12 страницHow To Inspect A Gearboxivan wijayaОценок пока нет
- Skirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyДокумент4 страницыSkirt Board Assembly 2400Mm D9 Apron Feeder Skirt Board AssemblyMohammad AdilОценок пока нет
- Tabla AGMA Open GearДокумент1 страницаTabla AGMA Open GearEsteban Fernando Meza Ibaceta100% (1)
- Multotec Injection Moulded Screening Systems-Digital-4c504Документ6 страницMultotec Injection Moulded Screening Systems-Digital-4c504Nilton Inca TitoОценок пока нет
- BRIDASДокумент1 страницаBRIDASLuis CarlosОценок пока нет
- PAPER - Dimensionamiento HPGRДокумент13 страницPAPER - Dimensionamiento HPGRHernanPeraltaОценок пока нет
- Twin Disc SP318IL BulletinДокумент2 страницыTwin Disc SP318IL BulletinAnonymous Kr13NEBОценок пока нет
- Catalogue V20 PDFДокумент404 страницыCatalogue V20 PDFUstad Remy0% (1)
- HOFFMAN 751 Series: General Arrangement Flange OrientationsДокумент1 страницаHOFFMAN 751 Series: General Arrangement Flange OrientationsLuis Fernando BravoОценок пока нет
- ISO 6743-99 - 2002 - Part. 99 - GeneralДокумент7 страницISO 6743-99 - 2002 - Part. 99 - GeneralMassimiliano VolaОценок пока нет
- Bombas KSBДокумент76 страницBombas KSBchavico113Оценок пока нет
- Paper # 107 - Enhanced Liberation in HPGR CircuitsДокумент13 страницPaper # 107 - Enhanced Liberation in HPGR CircuitsEdú BrizuelaОценок пока нет
- Gear Reducer and Lubrication DataДокумент6 страницGear Reducer and Lubrication Datajefferson sosaОценок пока нет
- Pi - Cassida FM Compound SG 720Документ2 страницыPi - Cassida FM Compound SG 720Milena GonzalezОценок пока нет
- Selection of Materials For Cutting ToolsДокумент21 страницаSelection of Materials For Cutting ToolsKarthick NОценок пока нет
- 980e 4 PDFДокумент16 страниц980e 4 PDFnikbeam0% (1)
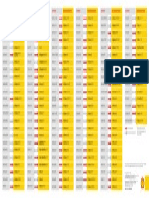
- Douglas Chero Catalogue Valve 6-2003Документ89 страницDouglas Chero Catalogue Valve 6-2003Yurizki LhzОценок пока нет
- DESMODUR MDQ45163+BAYTEC D45MF+BDO Ang Ind0 BUK OnlyДокумент2 страницыDESMODUR MDQ45163+BAYTEC D45MF+BDO Ang Ind0 BUK OnlyJagdish Patel100% (1)
- Bolts 354 BDДокумент2 страницыBolts 354 BDfernandoarias100% (1)
- PMET 542 - BabbittДокумент1 страницаPMET 542 - Babbitt.xОценок пока нет
- Caja Reductora de EngranajeДокумент32 страницыCaja Reductora de EngranajeJesùs AmèsquitaОценок пока нет
- Manual Taladro RadialДокумент39 страницManual Taladro RadialMartin Rodriguez RamirezОценок пока нет
- BOQ-SCREEN-TATA STEEL-14-JUL-2020Документ9 страницBOQ-SCREEN-TATA STEEL-14-JUL-2020Mohammad Adil100% (1)
- Watson Marlow Bredal SPX PumpsДокумент12 страницWatson Marlow Bredal SPX PumpsCesar Armando Hernandez ViteОценок пока нет
- Single-Layer Roller Kiln Horno de Rodillos MonocanalДокумент24 страницыSingle-Layer Roller Kiln Horno de Rodillos Monocanalsergio leon gomezОценок пока нет
- Iso 7919 1 Mechanical Vibration Standard Measurements On Rotating PartspdfДокумент24 страницыIso 7919 1 Mechanical Vibration Standard Measurements On Rotating PartspdfspeОценок пока нет
- Dome Valve BrochureДокумент8 страницDome Valve Brochureitang100% (1)
- WEG 09 2017 Standard Stock Catalog Pump Motors Us100 Brochure English PDFДокумент46 страницWEG 09 2017 Standard Stock Catalog Pump Motors Us100 Brochure English PDFmacaco28Оценок пока нет
- Shell Grease Portfolio Conversion Guide Provides Replacement RecommendationsДокумент1 страницаShell Grease Portfolio Conversion Guide Provides Replacement RecommendationsLuis Angel CabreraОценок пока нет
- Sheet Steel For Cold Forming Component Design SpecificationsДокумент13 страницSheet Steel For Cold Forming Component Design SpecificationsHuahua ChuengОценок пока нет
- Despiece de Reductor y NombresДокумент1 страницаDespiece de Reductor y NombresDaniel Alarcon RodriguezОценок пока нет
- Is.12799.1989 0Документ11 страницIs.12799.1989 0Thirukumaran RОценок пока нет
- Disclosure To Promote The Right To InformationДокумент14 страницDisclosure To Promote The Right To InformationdombipinОценок пока нет
- Is 5410 1992 PDFДокумент22 страницыIs 5410 1992 PDFabhi0912Оценок пока нет
- Is 1328 1996 PDFДокумент20 страницIs 1328 1996 PDFAmit SinghОценок пока нет
- Disclosure To Promote The Right To InformationДокумент12 страницDisclosure To Promote The Right To InformationSriram SubramanianОценок пока нет
- इंटरनेट मानक जानकारी का अधिकारДокумент11 страницइंटरनेट मानक जानकारी का अधिकारXuan Phuong HuynhОценок пока нет
- Compitative Brands and Factor of Customer Brand PreferenceДокумент17 страницCompitative Brands and Factor of Customer Brand PreferenceYãbeçk MâmОценок пока нет
- A Sample Food Truck Marketing Plan TemplateДокумент8 страницA Sample Food Truck Marketing Plan TemplateYãbeçk MâmОценок пока нет
- Methods For The Design and Development: Abstract. After The Domain-Spanning Conceptual Design, Engineers From DifferentДокумент2 страницыMethods For The Design and Development: Abstract. After The Domain-Spanning Conceptual Design, Engineers From DifferentYãbeçk MâmОценок пока нет
- 1501-010 3Документ8 страниц1501-010 3Yãbeçk MâmОценок пока нет
- Management ExamДокумент2 страницыManagement ExamYãbeçk MâmОценок пока нет
- 1501-010 3Документ8 страниц1501-010 3Yãbeçk MâmОценок пока нет
- Welding Defects Causes CorrectionДокумент3 страницыWelding Defects Causes CorrectionelmardaОценок пока нет
- A Sample Food Truck Marketing Plan TemplateДокумент8 страницA Sample Food Truck Marketing Plan TemplateYãbeçk MâmОценок пока нет
- Turntables Specification JostДокумент6 страницTurntables Specification JostYãbeçk MâmОценок пока нет
- Ball Bearing Turntables Klklandn: SpecifiationДокумент1 страницаBall Bearing Turntables Klklandn: SpecifiationYãbeçk MâmОценок пока нет
- Bearing en A012-016Документ5 страницBearing en A012-016vadivelОценок пока нет
- Chassis Frame Torsional Stiffness Analysis PDFДокумент4 страницыChassis Frame Torsional Stiffness Analysis PDFYãbeçk MâmОценок пока нет
- Efrem, Merga & Their Friends Busness Plan PDFДокумент12 страницEfrem, Merga & Their Friends Busness Plan PDFYãbeçk MâmОценок пока нет
- Ucp 211 JДокумент1 страницаUcp 211 JYãbeçk MâmОценок пока нет
- Guide to Standard Truck Trailer DimensionsДокумент15 страницGuide to Standard Truck Trailer DimensionsMauro63Оценок пока нет
- Application Form ARCE Scholarship 2018 19 AY 2Документ2 страницыApplication Form ARCE Scholarship 2018 19 AY 2Yãbeçk MâmОценок пока нет
- Lexi Cal Approach To Second Language TeachingДокумент2 страницыLexi Cal Approach To Second Language TeachingBrahim IdbendrissОценок пока нет
- ACFrOgAPgrzMuwxVNabxb4niE2xwgCRWdLN6QaVvAxeK9W-qyf7X Q7kbWvusxKUNl J0vE8F6GctkTw-gYumXbIa1Ei R9hQ siDC4Ibsk5PDDAh8EUnnlWjxX4rzAДокумент4 страницыACFrOgAPgrzMuwxVNabxb4niE2xwgCRWdLN6QaVvAxeK9W-qyf7X Q7kbWvusxKUNl J0vE8F6GctkTw-gYumXbIa1Ei R9hQ siDC4Ibsk5PDDAh8EUnnlWjxX4rzAYãbeçk MâmОценок пока нет
- Application Form ARCE Scholarship 2018 19 AY 2Документ2 страницыApplication Form ARCE Scholarship 2018 19 AY 2Yãbeçk MâmОценок пока нет
- PTQ q4 2016 Designing Storage TanksДокумент4 страницыPTQ q4 2016 Designing Storage TanksJonathan RangelОценок пока нет
- Design-Rcc Over Head TankДокумент82 страницыDesign-Rcc Over Head Tankjay_p_shah60% (5)
- MSC and PHD in Railway EngineeringДокумент6 страницMSC and PHD in Railway EngineeringYãbeçk MâmОценок пока нет
- Design of Vertical Tanks - LectureДокумент32 страницыDesign of Vertical Tanks - LectureYãbeçk MâmОценок пока нет
- Design of Conical Roof Structure of Liquid Sulphur Storage TankДокумент8 страницDesign of Conical Roof Structure of Liquid Sulphur Storage TankSaravanan SОценок пока нет
- CH1 Production Planning& Control PDFДокумент46 страницCH1 Production Planning& Control PDFDharma RajaОценок пока нет
- Production Planning and ControlДокумент26 страницProduction Planning and ControlYãbeçk MâmОценок пока нет
- Design and Analysis of Storage Tank - ANSYS AnalysisДокумент8 страницDesign and Analysis of Storage Tank - ANSYS AnalysisrosemaryОценок пока нет
- Design of liquid-storage tank: software vs Eurocode calculationsДокумент13 страницDesign of liquid-storage tank: software vs Eurocode calculationsSandeep BhatiaОценок пока нет
- Qa Manual and QC May01Документ70 страницQa Manual and QC May01coli15Оценок пока нет
- Quality Assurance Action PlanДокумент23 страницыQuality Assurance Action PlanYãbeçk MâmОценок пока нет
- 06 Philippine ArchitectureДокумент77 страниц06 Philippine ArchitectureJhoana Marie CatiterОценок пока нет
- Kenya B&FДокумент13 страницKenya B&FRafael SathlerОценок пока нет
- Contoh CPM HousingДокумент4 страницыContoh CPM HousingMuhammad Farezon100% (2)
- Bab 3 AdumДокумент48 страницBab 3 AdumoliviaОценок пока нет
- Unit 5 - Art in Modern Times - Janet LeBlancДокумент96 страницUnit 5 - Art in Modern Times - Janet LeBlancgreencivicОценок пока нет
- Travel and Vacation PowerPoint TemplatesДокумент50 страницTravel and Vacation PowerPoint TemplatesannisapОценок пока нет
- Aula Magna de La Ciudad Universitaria de CaracasДокумент5 страницAula Magna de La Ciudad Universitaria de CaracasAlina BalanОценок пока нет
- SottsassДокумент2 страницыSottsassHector Mario Acosta MazzoliniОценок пока нет
- Chapter 9Документ48 страницChapter 9brianb@mbarchitects.usОценок пока нет
- Lesson 8 Nature of Art Form in A MediumДокумент5 страницLesson 8 Nature of Art Form in A MediumGrace Tejano Sacabin-Amarga100% (1)
- Commentary Amjad Fa UrДокумент8 страницCommentary Amjad Fa UrBlair SchulmanОценок пока нет
- B.Arch-2016 Nit TrichyДокумент60 страницB.Arch-2016 Nit TrichyGokunathhariОценок пока нет
- Arcadia Framing TC470 Series BrochureДокумент4 страницыArcadia Framing TC470 Series Brochureyanichik20Оценок пока нет
- Robert Vail Cole - Biographical SketchДокумент5 страницRobert Vail Cole - Biographical SketchrbgilbertОценок пока нет
- MELCs ARTS CompleteДокумент60 страницMELCs ARTS CompleteAnn'e Padilla TolentinoОценок пока нет
- George Tapan: 2011 National Geographic Photo ContestДокумент3 страницыGeorge Tapan: 2011 National Geographic Photo Contestjager1983Оценок пока нет
- SBI Clerk Prelims 2020 QuestionsДокумент8 страницSBI Clerk Prelims 2020 QuestionsSelvaОценок пока нет
- Portrait of Zach Medler-InДокумент4 страницыPortrait of Zach Medler-InArt-to-Art Palette JournalОценок пока нет
- Lionel Smit SUBMERGE Exhibitioin CatalogueДокумент17 страницLionel Smit SUBMERGE Exhibitioin CataloguelionelsmitОценок пока нет
- Elevator Ceiling and Interior Design IdeasДокумент17 страницElevator Ceiling and Interior Design Ideasanh trong100% (1)
- Hanjie Wanda SquareДокумент10 страницHanjie Wanda SquareFirmanHidayatОценок пока нет
- Bosquejo de Hoja de VidaДокумент7 страницBosquejo de Hoja de VidaManuel Alejandro Cohen ArangoОценок пока нет
- Itten, Johannes: January 2014Документ4 страницыItten, Johannes: January 2014Sebastian AmaroОценок пока нет
- History of PrintingДокумент16 страницHistory of PrintingBint-e-QaiserОценок пока нет
- TOWN PLANNING RENAISSANCEДокумент6 страницTOWN PLANNING RENAISSANCEloveenaОценок пока нет
- Toray Waterless Offset Plate BrochureДокумент7 страницToray Waterless Offset Plate BrochureLohith SJОценок пока нет
- Type BookДокумент12 страницType BookLauren LagunaОценок пока нет
- Arts Grade10 Quarter1 Module3 Week5 PDFДокумент8 страницArts Grade10 Quarter1 Module3 Week5 PDFxander isonОценок пока нет
- Slab and Beam Schedule with General Notes for Proposed School ProjectДокумент1 страницаSlab and Beam Schedule with General Notes for Proposed School ProjectAtul ShrivastavaОценок пока нет
- Mga Suliranin Sa Pa Nghihiram Sa Ingles: Inihanda Ni: Dag-Uman, Ely Mae SДокумент37 страницMga Suliranin Sa Pa Nghihiram Sa Ingles: Inihanda Ni: Dag-Uman, Ely Mae Sely mae dag-uman100% (1)