Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 9 ExperimentalStudyonLightweightAggregateConcreteДокумент11 страниц9 ExperimentalStudyonLightweightAggregateConcreteJay PatelОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Self Compecting Test MethodologyДокумент24 страницыSelf Compecting Test MethodologyJay PatelОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- V4i7 Ijertv4is070071Документ4 страницыV4i7 Ijertv4is070071Jay PatelОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Compressive Strength of Fly Ash-Based Geopolymer Concrete With Crumb Rubber Partially Replacing Sand PDFДокумент9 страницCompressive Strength of Fly Ash-Based Geopolymer Concrete With Crumb Rubber Partially Replacing Sand PDFJay PatelОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Durability of Low Calcium Fly Ash Based Geopolymer Concrete Culvert in A Saline Environment PDFДокумент14 страницDurability of Low Calcium Fly Ash Based Geopolymer Concrete Culvert in A Saline Environment PDFJay PatelОценок пока нет
- Durability Evaluation of Geopolymer and Conventional Concretes PDFДокумент12 страницDurability Evaluation of Geopolymer and Conventional Concretes PDFJay PatelОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Compressive Strength and Microstructure of Fly Ash Based Geopolymer Blended With Silica Fume Under Thermal CycleДокумент12 страницCompressive Strength and Microstructure of Fly Ash Based Geopolymer Blended With Silica Fume Under Thermal CycleJay PatelОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Recycled Geopolymer Concrete PDFДокумент48 страницRecycled Geopolymer Concrete PDFJay PatelОценок пока нет
- Geo PolymerДокумент12 страницGeo PolymerWilza YuliОценок пока нет
- 15 % MetakaolineДокумент8 страниц15 % MetakaolineJay PatelОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- SCC - Efnarc FranceДокумент32 страницыSCC - Efnarc FrancefernandoОценок пока нет
- IJMTES040477Документ2 страницыIJMTES040477Jay PatelОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- 026 37S0126Документ5 страниц026 37S0126Jay PatelОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- 043 37S1067Документ3 страницы043 37S1067Jay PatelОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Recycled Geopolymer Concrete PDFДокумент48 страницRecycled Geopolymer Concrete PDFJay PatelОценок пока нет
- Phoongernkham2018 PDFДокумент14 страницPhoongernkham2018 PDFJay PatelОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- ConДокумент43 страницыConJay PatelОценок пока нет
- Impact TestДокумент6 страницImpact TestJay PatelОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Jurnal Internasional GeopolimerДокумент34 страницыJurnal Internasional GeopolimerMahendra Wignya WОценок пока нет
- Contoh Mix Design Geopolymer ConcreteДокумент6 страницContoh Mix Design Geopolymer ConcreteIsti HaryantoОценок пока нет
- JERS Vol VI Issue I Article 3Документ2 страницыJERS Vol VI Issue I Article 3Jay PatelОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Phoongernkham2018 PDFДокумент14 страницPhoongernkham2018 PDFJay PatelОценок пока нет
- Ijsrp p5061Документ5 страницIjsrp p5061Jay PatelОценок пока нет
- 2 JohnODonnell PDFДокумент74 страницы2 JohnODonnell PDFAhmad Subhan70% (10)
- Class6 SSCJECrashCourseBySandeepJyaniSirДокумент124 страницыClass6 SSCJECrashCourseBySandeepJyaniSirJay PatelОценок пока нет
- Class4 SurveyingQuestions PDFДокумент66 страницClass4 SurveyingQuestions PDFJay PatelОценок пока нет
- RCCДокумент101 страницаRCCJay PatelОценок пока нет
- Supply and Demand Strategy EbookДокумент39 страницSupply and Demand Strategy EbookNorbert Vrabec90% (63)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Class5 SSCJECrashCourseBySandeepJyaniSirДокумент124 страницыClass5 SSCJECrashCourseBySandeepJyaniSirJay PatelОценок пока нет
- Acknowledgement: P.G.TEWARI For Giving Us An Opportunity To Take Up This Project WorkДокумент3 страницыAcknowledgement: P.G.TEWARI For Giving Us An Opportunity To Take Up This Project WorkAbhishek MBОценок пока нет
- BS1881 116 PDFДокумент11 страницBS1881 116 PDFjunqiangdongОценок пока нет
- Vacuum Dewatering FlooringДокумент4 страницыVacuum Dewatering FlooringArunava Das100% (1)
- TE - 1 (Unit - 5)Документ38 страницTE - 1 (Unit - 5)Suhasini PranayОценок пока нет
- Status Rfi Pie Rack & Sleeper.Документ20 страницStatus Rfi Pie Rack & Sleeper.Kurnia AryadiОценок пока нет
- PERI Formwork Technology For Architectural ConcreteДокумент148 страницPERI Formwork Technology For Architectural ConcreteAlexander AtanassovОценок пока нет
- Productivity Rate Labor EqptДокумент27 страницProductivity Rate Labor EqptPaoleene CunananОценок пока нет
- JS750 Concrete MixerДокумент5 страницJS750 Concrete MixerErikОценок пока нет
- Awash Bishole CIVIL & EL BOQ PricedДокумент81 страницаAwash Bishole CIVIL & EL BOQ PricedHailuGelanHubenaОценок пока нет
- The Investigation of The Effect of Industrial Waste Water On The Compressive Strength of ConcreteДокумент12 страницThe Investigation of The Effect of Industrial Waste Water On The Compressive Strength of ConcreteMICHAEL EMMANUELОценок пока нет
- Nitomortar ELДокумент4 страницыNitomortar ELmilanbrasinaОценок пока нет
- Samsung NotesДокумент9 страницSamsung NotesheshamОценок пока нет
- 34u Exam B C Answers OnlyДокумент64 страницы34u Exam B C Answers OnlyShamim Mehboob ShamimОценок пока нет
- Table of Literature ReviewДокумент10 страницTable of Literature ReviewHakim KarimОценок пока нет
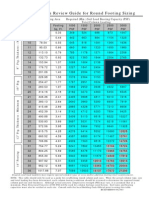
- Department of Labor: BC ms009 Round Footing ChartДокумент1 страницаDepartment of Labor: BC ms009 Round Footing ChartUSA_DepartmentOfLaborОценок пока нет
- Concrete Mix DesignДокумент20 страницConcrete Mix DesignJyothi Jyotisha100% (1)
- Sure Inject J56Документ2 страницыSure Inject J56Janaka DineshОценок пока нет
- Demolition: Author: Marcela Spišáková TU of Košice, SlovakiaДокумент42 страницыDemolition: Author: Marcela Spišáková TU of Košice, SlovakiaGudeta J AtomsaОценок пока нет
- DGMS Circular No7 (1997) - IndiaДокумент4 страницыDGMS Circular No7 (1997) - IndiaAntónio Nôro0% (1)
- Luxepoxy STL: Solventless Epoxy Tank Lining PC 246Документ2 страницыLuxepoxy STL: Solventless Epoxy Tank Lining PC 246livefreakОценок пока нет
- OutriggerДокумент54 страницыOutriggerم.احمدخليلОценок пока нет
- Green Code-Construction Materials BookДокумент133 страницыGreen Code-Construction Materials Bookscarlett3232100% (3)
- Strip FootingДокумент10 страницStrip FootingAzam Islam KhanОценок пока нет
- Training of Batching OperatorsДокумент52 страницыTraining of Batching OperatorsMOREEОценок пока нет
- Concure WB Water Based Concrete Curing Concure WB 0908Документ2 страницыConcure WB Water Based Concrete Curing Concure WB 0908master45Оценок пока нет
- WP - Determining Characteristic Values For Fiber Reinforced ConcreteДокумент15 страницWP - Determining Characteristic Values For Fiber Reinforced ConcretearnouxОценок пока нет
- Microsoft Word - Design and Detailing of Flat SlabДокумент22 страницыMicrosoft Word - Design and Detailing of Flat Slabanjana susan john100% (1)
- Highly Durable Cement Products Containing Siliceous AshesДокумент15 страницHighly Durable Cement Products Containing Siliceous Asheskiwaallan3Оценок пока нет
- Staggered Truss Framing SystemsДокумент49 страницStaggered Truss Framing SystemsjorgeОценок пока нет
- Carpentry - TleДокумент18 страницCarpentry - TleRizalee PerezОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОценок пока нет
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОт EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОценок пока нет
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Geotechnical Engineering Calculations and Rules of ThumbОт EverandGeotechnical Engineering Calculations and Rules of ThumbРейтинг: 4 из 5 звезд4/5 (17)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyОт EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyРейтинг: 4.5 из 5 звезд4.5/5 (5)