Вам также может понравиться
- Manual m2 106 PDFДокумент2 страницыManual m2 106 PDFferney carreraОценок пока нет
- Árbol de Levas PDFДокумент4 страницыÁrbol de Levas PDFCarlos Montalvo100% (1)
- Historial de Todas Las UnidadesДокумент191 страницаHistorial de Todas Las UnidadesAngel Dlsg100% (1)
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposОт EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposРейтинг: 5 из 5 звезд5/5 (1)
- Pro StarДокумент40 страницPro StarLuis Enrique Labarthe Rejas94% (18)
- Tu-Flo 501Документ37 страницTu-Flo 501Salon-Lilia Rosa-Style100% (4)
- Diferenciales Eaton Dobles Con BajoДокумент38 страницDiferenciales Eaton Dobles Con BajoMiguel Angel Herrera Patiño100% (12)
- Autoevaluacion Supervisor MipymeДокумент3 страницыAutoevaluacion Supervisor Mipymemanuelcheguen100% (1)
- Manual Calibracion de Valvulas ISG12 CM2880 G109Документ7 страницManual Calibracion de Valvulas ISG12 CM2880 G109Diego AlvarezОценок пока нет
- Meritor Wabco 3Документ6 страницMeritor Wabco 3Dirion Adrian Cardozo Lopez100% (1)
- Catalogo Caja ZFДокумент35 страницCatalogo Caja ZFAldo CarvajalОценок пока нет
- Codigos Scania MercedesДокумент1 страницаCodigos Scania MercedesDiego VillagómezОценок пока нет
- Lista de Bolsas de AireДокумент21 страницаLista de Bolsas de AireGaff InternationalОценок пока нет
- Material Angulos Alineamiento Ruedas Neumaticos Camiones Volquete FM FH NH Volvo PDFДокумент7 страницMaterial Angulos Alineamiento Ruedas Neumaticos Camiones Volquete FM FH NH Volvo PDFJhancarlos MescuaОценок пока нет
- 560-31 FrenosdeAireaPresiónProcedimientosPV776-TSP189213Документ34 страницы560-31 FrenosdeAireaPresiónProcedimientosPV776-TSP189213Angel DlsgОценок пока нет
- Fichas Tecnicas AntifreezeДокумент10 страницFichas Tecnicas Antifreezeoscar baezОценок пока нет
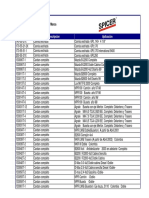
- Catálogo - Cardán - Marca - Spicer - ColombiaДокумент26 страницCatálogo - Cardán - Marca - Spicer - Colombiahernan100% (1)
- Mack. Reseña HistoricaДокумент28 страницMack. Reseña HistoricaEdgar Huiman0% (1)
- Catalogo Motor Isx400st2 Cummins Desempeno Especificaciones Tecnicas Tecnologia Aplicaciones Cambios PDFДокумент1 страницаCatalogo Motor Isx400st2 Cummins Desempeno Especificaciones Tecnicas Tecnologia Aplicaciones Cambios PDFWalter A Gómez de la CruzОценок пока нет
- Telma Drivers Manual 22jun09 PDFДокумент8 страницTelma Drivers Manual 22jun09 PDFStiven Martinez ValenciaОценок пока нет
- Caja Automatizada PDFДокумент61 страницаCaja Automatizada PDFlauxingreyОценок пока нет
- Ejes de TransmicionДокумент6 страницEjes de TransmicionMarcos Gonzalo KunoОценок пока нет
- GU 813 y CXU: 1 North American InstituteДокумент122 страницыGU 813 y CXU: 1 North American InstituteJulio Octavio Lizama PandoОценок пока нет
- ACDelco FiltrosДокумент66 страницACDelco Filtrosmro1311Оценок пока нет
- Flores MCДокумент240 страницFlores MCAnonymous MRxSP1Оценок пока нет
- Meritor Motriz Serie Rt46160Документ2 страницыMeritor Motriz Serie Rt46160CESAR ANGEL PHOCCO CHARCAОценок пока нет
- Guia Gas Natural VehicularДокумент211 страницGuia Gas Natural Vehicularpardocarr4091Оценок пока нет
- Serie 60683Документ2 страницыSerie 60683Héctor BoggioniОценок пока нет
- Posicionamiento Manual de La Tapa de Horquillas para Su DesmontajeДокумент9 страницPosicionamiento Manual de La Tapa de Horquillas para Su DesmontajeAngel Rio Quispe100% (1)
- Vorad Evt300Документ2 страницыVorad Evt300Dante Villa-wolf'sОценок пока нет
- Recomendaciones Qsb6.7 Cummins - ApmДокумент10 страницRecomendaciones Qsb6.7 Cummins - ApmMiguel Angel Oncoy TahuaОценок пока нет
- Sistema de Aire Sinotruk en EspañolДокумент19 страницSistema de Aire Sinotruk en EspañolJulio Cruzado SolanoОценок пока нет
- Manual STRДокумент122 страницыManual STRPrensa Local0% (1)
- 255 27 ReemplazodelturbocargadorD12D PV776 TSP190453Документ13 страниц255 27 ReemplazodelturbocargadorD12D PV776 TSP190453Al MedinaОценок пока нет
- Cambio Del Aceite Del Motor y Cambio Del Filtro de Aceite - LO 916pdfДокумент3 страницыCambio Del Aceite Del Motor y Cambio Del Filtro de Aceite - LO 916pdfMarcelo MateoОценок пока нет
- Manual Dif. DS170Документ66 страницManual Dif. DS170Agustin Orozco SuarezОценок пока нет
- Manual Caja Cambios Camiones Mercedes Benz Actros Atego Componentes Cambio Marchas Telligent Control EmbragueДокумент154 страницыManual Caja Cambios Camiones Mercedes Benz Actros Atego Componentes Cambio Marchas Telligent Control EmbragueJuanPedroMartinezОценок пока нет
- Suspension Electronica de Camiones PDFДокумент8 страницSuspension Electronica de Camiones PDFLuis Enrique Ñaupari VillarruelОценок пока нет
- Presentación en EspañolДокумент40 страницPresentación en EspañolBer HonzaОценок пока нет
- Catalogo RGLДокумент144 страницыCatalogo RGLCarlos Rodríguez MayОценок пока нет
- 2019 GMC Terrain Model Overview Manual PropietarioДокумент483 страницы2019 GMC Terrain Model Overview Manual Propietariokegresse100% (1)
- 41FEIДокумент3 страницы41FEIJimmy AlemanОценок пока нет
- Diferenciales Serie 130Документ135 страницDiferenciales Serie 130RymeAutomotiveОценок пока нет
- Árbol de Levas Conjunto de Carcasa de Cojinete, ReemplazoДокумент7 страницÁrbol de Levas Conjunto de Carcasa de Cojinete, ReemplazoHamilton Miranda100% (1)
- 1 Guía de Fallas de Cojinetes de La Plataforma DDДокумент2 страницы1 Guía de Fallas de Cojinetes de La Plataforma DDYelber Calcina CalcinaОценок пока нет
- Curso Allison S 3K4K Adaptacion de TransmisionДокумент13 страницCurso Allison S 3K4K Adaptacion de TransmisionNana B. AlzateОценок пока нет
- JSK40 42 MuB 199002110 02-2013 EsДокумент23 страницыJSK40 42 MuB 199002110 02-2013 EsEduardo Hugo Melchor100% (1)
- Cummins PDFДокумент3 страницыCummins PDFPUERTO DIESEL LIMITADAОценок пока нет
- Catalogo Masanparts 2013Документ55 страницCatalogo Masanparts 2013MAQUINARIAPESADA100% (1)
- 05 - Tren - de - FuerzaДокумент38 страниц05 - Tren - de - FuerzaArnold quispe cОценок пока нет
- Eaton Fuller Autoshift Transformada A MecanicaДокумент2 страницыEaton Fuller Autoshift Transformada A MecanicaSergio SergioОценок пока нет
- Anexo 3 y 4Документ17 страницAnexo 3 y 4Osvaldo UrbanoОценок пока нет
- 8150402663Документ7 страниц8150402663Julio César Estebes Peña0% (1)
- Equipo WABCOДокумент23 страницыEquipo WABCOjoseОценок пока нет
- ZK6118HGA-Yutong Versión EspañolaДокумент1 страницаZK6118HGA-Yutong Versión EspañolaJUAN100% (1)
- 250-25 SistemadeadmisiónyescapeDiseñoyfuncionamiPV776-TSP190421Документ9 страниц250-25 SistemadeadmisiónyescapeDiseñoyfuncionamiPV776-TSP190421Al MedinaОценок пока нет
- Manual de Usuario Jet14 50i 125i 125LCДокумент31 страницаManual de Usuario Jet14 50i 125i 125LCDomingo Alberto Novoa Mendoza100% (1)
- Especificaciones TécnicasДокумент8 страницEspecificaciones TécnicasJames Scott ValderramaОценок пока нет
- GHG 17Документ24 страницыGHG 17Luis Arturo Castro San Martin100% (1)
- Catalogo Fleetrite 20155 para VolvoДокумент54 страницыCatalogo Fleetrite 20155 para VolvoHéctor Ibáñez100% (1)
- Manual 1039-5049 MDH SRT - Compressed PDFДокумент163 страницыManual 1039-5049 MDH SRT - Compressed PDFalejoОценок пока нет
- 0906 CF 2005Документ1 страница0906 CF 2005Zamir Andres SencioОценок пока нет
- Presentacion SKT105SДокумент15 страницPresentacion SKT105SFernando MontañaОценок пока нет
- Material Estandar de Capacitacion de EcoDrive y 360 2017Документ31 страницаMaterial Estandar de Capacitacion de EcoDrive y 360 2017carlosalazarsanchez_Оценок пока нет
- Caja de Cambios VolvoДокумент7 страницCaja de Cambios VolvoMiguel Angel Herrera Patiño100% (1)
- Sistema Suspension Direccion y FrenosДокумент66 страницSistema Suspension Direccion y FrenosMiguel Angel Herrera Patiño100% (1)
- Manual de Servicio trsm1500sДокумент256 страницManual de Servicio trsm1500sElvis Menendez Gomez100% (7)
- Aire Acondicionado - Introduccion Componentes y FuncionamientoДокумент249 страницAire Acondicionado - Introduccion Componentes y Funcionamientoapi-380678197% (31)
- Alineamiento Laser SENATIДокумент6 страницAlineamiento Laser SENATIcar_linОценок пока нет
- Tema 15 Uniones AtornilladasДокумент17 страницTema 15 Uniones Atornilladasmauro27Оценок пока нет
- Esquema - MICДокумент38 страницEsquema - MICARIISRAEL VIVANCO LAZOОценок пока нет
- Pavimentos Parte 1Документ9 страницPavimentos Parte 1yosselnОценок пока нет
- Jose Cara de PotoДокумент12 страницJose Cara de PotoCis NonbinaryОценок пока нет
- Proyecto Costos InformeДокумент4 страницыProyecto Costos InformeMoises De La Ossa DiazОценок пока нет
- ArremetidasДокумент20 страницArremetidasraini22suarezОценок пока нет
- 4 Sumatoria de Fuerzas y TorquesДокумент6 страниц4 Sumatoria de Fuerzas y TorquesLourdes G-p0% (1)
- Actividad de Transferencia EticaДокумент2 страницыActividad de Transferencia EticaWendy Torres50% (2)
- Presupuesto General: Página 1Документ3 страницыPresupuesto General: Página 1Israel Guijarro DomínguezОценок пока нет
- Atencion A La Salud Basada en EvidenciasДокумент64 страницыAtencion A La Salud Basada en EvidenciasLauro Joaquin Mora Fuster100% (3)
- Ensayo 2Документ10 страницEnsayo 2RafaelRamirezОценок пока нет
- Usando Astrología para Mejorar El Aprendizaje de Los NiñosДокумент4 страницыUsando Astrología para Mejorar El Aprendizaje de Los Niñosolga_pachecoОценок пока нет
- Invitación General de Talleres - 1 de Febrero Del 2023Документ4 страницыInvitación General de Talleres - 1 de Febrero Del 2023Aguilar Palacios Odalis VanesaОценок пока нет
- Rubrica LiderazgoДокумент1 страницаRubrica LiderazgoAdriel MezaОценок пока нет
- Ficha de Reforzamiento 02 MovimientoДокумент10 страницFicha de Reforzamiento 02 MovimientoCLAUDIA MANUELA PAREDES CARAZAS MATTOSОценок пока нет
- Direccion NeumaticaДокумент3 страницыDireccion NeumaticaMiguel Angel Chavez Montero0% (1)
- Modelos de ContratosДокумент47 страницModelos de ContratosSixto Geovanny ChimbaОценок пока нет
- CORIAN - Book Comercial - IlabelДокумент39 страницCORIAN - Book Comercial - IlabelRodrigo Ilabel V.Оценок пока нет
- Modulo de OfimaticaДокумент38 страницModulo de OfimaticaEdgar CampañaОценок пока нет
- Ejercicios Propuestos Vectores 3dДокумент2 страницыEjercicios Propuestos Vectores 3dBrxulio Jimenez0% (2)
- Informe Placas TectonicasДокумент15 страницInforme Placas TectonicasLouis Albert0% (2)
- Piramide de MaslowДокумент5 страницPiramide de MaslowAlcon IngridОценок пока нет
- EL CLAROSCURO Sexto AaaaДокумент2 страницыEL CLAROSCURO Sexto Aaaaoscar quibОценок пока нет
- Formato de Acuerdo Pedagogico Ifith 2022Документ5 страницFormato de Acuerdo Pedagogico Ifith 2022LicethОценок пока нет
- Curriculum Augusto FariñaДокумент3 страницыCurriculum Augusto FariñaCarlos ISMAEL Alaye AugustoОценок пока нет
- MGAN1 Planeación U4Документ8 страницMGAN1 Planeación U4kikionte08Оценок пока нет
- El Documental en La Transición EspañolaДокумент3 страницыEl Documental en La Transición EspañolaFrancisco Javier González GОценок пока нет
- Manual de Practicas SOДокумент34 страницыManual de Practicas SOfr4zh3r100% (1)