Вам также может понравиться
- Mike - Vallejos - Proyecto FinalДокумент8 страницMike - Vallejos - Proyecto FinalMike VallejosОценок пока нет
- Resueltos Propuestos IOДокумент13 страницResueltos Propuestos IOFabian Norambuena Contreras0% (3)
- Investigacion Operacional Eje # 1Документ14 страницInvestigacion Operacional Eje # 1Jeismar TellezОценок пока нет
- Asignación Grupal#2 - The Big TeamДокумент13 страницAsignación Grupal#2 - The Big TeamMargieОценок пока нет
- Investigación de Operaciones Control 3 IACCДокумент4 страницыInvestigación de Operaciones Control 3 IACCJose MansillaОценок пока нет
- Tarea Semana3Документ5 страницTarea Semana3Adolfo BarriaОценок пока нет
- Ejercicios Programación LinealДокумент5 страницEjercicios Programación LinealNelson RomeroОценок пока нет
- Momento 2Документ17 страницMomento 2inocencio albadan madridОценок пока нет
- A3 VCHДокумент6 страницA3 VCHVeronika MortheОценок пока нет
- A3 - Ejercicios Metodo GraficoДокумент10 страницA3 - Ejercicios Metodo GraficoJuan antonio LozanoОценок пока нет
- Investigación OpercacionalДокумент18 страницInvestigación OpercacionalValentina Chavez QuitianОценок пока нет
- Ejercicios de Programacion LinealДокумент32 страницыEjercicios de Programacion LinealBarbaraNiicoolsОценок пока нет
- INVESTIGACIÓN DE OPERACIONES - s2Документ19 страницINVESTIGACIÓN DE OPERACIONES - s2Menyi Owen Yupanqui SotoОценок пока нет
- A3 MCGDДокумент10 страницA3 MCGDCarmen GarciaОценок пока нет
- Examen ParcialДокумент4 страницыExamen ParcialAngel LopezОценок пока нет
- Wa0029.Документ5 страницWa0029.Alejandro GabrielОценок пока нет
- Foro3 IopДокумент16 страницForo3 IopGabriel Alejandro Gallardo MedinaОценок пока нет
- Ejercicios 51,52,53,54Документ7 страницEjercicios 51,52,53,54Gabriela OlveraОценок пока нет
- Programacion Lineal - Problema 2Документ6 страницProgramacion Lineal - Problema 2Sergio Barrera BoadaОценок пока нет
- Investigación de Operaciones-19-23Документ5 страницInvestigación de Operaciones-19-23Keyla LopezОценок пока нет
- Ejercicios Resuelto Anabel2Документ7 страницEjercicios Resuelto Anabel2Anonymous QmlDU0TEjQОценок пока нет
- Ejercicios Programacion LinealДокумент36 страницEjercicios Programacion LinealJulio Enrique Huaman HuarcayaОценок пока нет
- Trabajo IO 1Документ19 страницTrabajo IO 1Smith AyalaОценок пока нет
- Tema 12 - Investigacion de OperacionesДокумент35 страницTema 12 - Investigacion de OperacionesAndrés Muggi CisnerosОценок пока нет
- Practica 2 GL01Документ17 страницPractica 2 GL01Manuel GutierrezОценок пока нет
- Programacion de MetasДокумент15 страницProgramacion de MetasFifufa MarquezОценок пока нет
- Momento 2Документ9 страницMomento 2Leonardo Alberto Conde TorresОценок пока нет
- Taller 1 - Formulación de Problemas PL y Método Gráfico - Grupo AD - 2019-1Документ4 страницыTaller 1 - Formulación de Problemas PL y Método Gráfico - Grupo AD - 2019-1Aris Caballero100% (1)
- Trabajo de Investigacion de OperacionesДокумент18 страницTrabajo de Investigacion de Operacionesgelu gogueОценок пока нет
- Programacion Lineal - Cusi AlvaradoДокумент15 страницProgramacion Lineal - Cusi AlvaradoJCesar Cusi AlvaradoОценок пока нет
- Investigación de Operaciones II - A1.2 Problemario 40%Документ16 страницInvestigación de Operaciones II - A1.2 Problemario 40%Zu BotilОценок пока нет
- I.O-Progamación Lineal-Grafica-2022-23 (1) (Reparado)Документ7 страницI.O-Progamación Lineal-Grafica-2022-23 (1) (Reparado)Gestión HumanaОценок пока нет
- Problemas de Prog - LinealДокумент19 страницProblemas de Prog - LinealJosé Sánchez50% (6)
- Eje 1 Investigación Operacional IДокумент15 страницEje 1 Investigación Operacional IDanilo HernándezОценок пока нет
- Trabajo Final - 07 - C-21 - HДокумент11 страницTrabajo Final - 07 - C-21 - HFrai Wilder Zapana MamaniОценок пока нет
- Miop U1 A2Документ16 страницMiop U1 A2Mitchell HydeОценок пока нет
- Formulación de Problemas IDOДокумент9 страницFormulación de Problemas IDOAnonymous E4Iqm9eОценок пока нет
- Investigación de Operaciones - Actividad 3Документ4 страницыInvestigación de Operaciones - Actividad 3Fer RegОценок пока нет
- Ejercicios Resueltos de Investigación de OperacionesДокумент16 страницEjercicios Resueltos de Investigación de OperacionesIsac Huaman Pineda100% (3)
- Programacion Lineal1Документ27 страницProgramacion Lineal1Angel Bueno100% (1)
- Respuestas para Ejercicio Numero 1Документ7 страницRespuestas para Ejercicio Numero 1harres12290% (1)
- Ejemplos de OptimizacionДокумент5 страницEjemplos de OptimizacionAna SantillanОценок пока нет
- PRACTICOДокумент21 страницаPRACTICOjosue oliver caballero navia100% (3)
- TALLER PLE Tema CДокумент2 страницыTALLER PLE Tema CCaLlebDaviidОценок пока нет
- Ejercicios Resueltos 1Документ25 страницEjercicios Resueltos 1Carlos DianderasОценок пока нет
- Solución de TareasДокумент14 страницSolución de TareasSol Angela Quispe RodriguesОценок пока нет
- Enunciado Producto Académico N°2Документ5 страницEnunciado Producto Académico N°2UEI Red ChanchamayoОценок пока нет
- Act#3 MGRДокумент9 страницAct#3 MGRRenata Sofia Guevara PerezОценок пока нет
- 01 Problemas de Programación LinealДокумент25 страниц01 Problemas de Programación Linealana santerОценок пока нет
- Método GráficoДокумент8 страницMétodo GráficoLider IngresosОценок пока нет
- Tarea2 JavierBelloДокумент12 страницTarea2 JavierBelloJavier Bello CarrilloОценок пока нет
- Investigaci N de Operaciones I UnoДокумент97 страницInvestigaci N de Operaciones I Unoxpex90Оценок пока нет
- Universidad Bicentenaria de AraguaДокумент12 страницUniversidad Bicentenaria de AraguaYohanaОценок пока нет
- Analisis de SencibilidadДокумент28 страницAnalisis de SencibilidadKevin Jhordan Llallahui CisnerosОценок пока нет
- Lab. 08Документ5 страницLab. 08Christian Arias ChavezОценок пока нет
- Avance Proyecto Final de Simulacion VicenteДокумент7 страницAvance Proyecto Final de Simulacion VicenteOscar David de Jesus Rivero floresОценок пока нет
- Desarrollo Guía Resumen Cálculo 1Документ8 страницDesarrollo Guía Resumen Cálculo 1Diego Andres Arenas LopezОценок пока нет
- Segunda Tarea VirtualДокумент24 страницыSegunda Tarea VirtualJuan Gonzales Villacorta100% (1)
- MA ZadithДокумент14 страницMA Zadithemelybastidas.03Оценок пока нет
- Estudio de Casos PDFДокумент9 страницEstudio de Casos PDFJavier Jacome BarreraОценок пока нет
- Diplomado Niif Plenas OnlineДокумент6 страницDiplomado Niif Plenas OnlineMichael VilchezОценок пока нет
- Casos Renta Segunda CategoríaДокумент3 страницыCasos Renta Segunda Categoríanessmater13Оценок пока нет
- 1 - Las Políticas Públicas y Los Programas SocialesДокумент12 страниц1 - Las Políticas Públicas y Los Programas SocialesPaola EnriquezОценок пока нет
- Paradigma RealistaДокумент7 страницParadigma RealistaCarlos Salvador Leal ContrerasОценок пока нет
- Dinamica 3 AduanasДокумент3 страницыDinamica 3 AduanasCesar LópezОценок пока нет
- Preposicionamiento de Recursos HumanitariosДокумент43 страницыPreposicionamiento de Recursos HumanitariosFredyLopezHuamanraymeОценок пока нет
- Apuntes MercantilДокумент351 страницаApuntes MercantilDaniel GNavarroОценок пока нет
- Caso Empresa Gloria Analisis Vertical y HorizontalДокумент2 страницыCaso Empresa Gloria Analisis Vertical y HorizontalCesar TrebejoОценок пока нет
- Cuestionario#7 Romulo CastilloДокумент9 страницCuestionario#7 Romulo CastilloLaura GonzalesОценок пока нет
- Clase 03 Experiencia de ServicioДокумент47 страницClase 03 Experiencia de ServicioCRISTIAN MADARIAGA VERAОценок пока нет
- Plan de Negocio-EjemploДокумент11 страницPlan de Negocio-EjemploMildred RiveraОценок пока нет
- Pons Guillermo Daniel Liq - Serv.Púb."B" (18) #0012-18738383Документ1 страницаPons Guillermo Daniel Liq - Serv.Púb."B" (18) #0012-18738383lsantiaОценок пока нет
- TLC 2020Документ14 страницTLC 2020Aleé VigilОценок пока нет
- Acta Constitutiva Restauro de Los Sapos SA de CVДокумент6 страницActa Constitutiva Restauro de Los Sapos SA de CVreportero econsulta100% (1)
- Tw-Finanzas I Pa3 Consolidado 2 Unidad 3Документ3 страницыTw-Finanzas I Pa3 Consolidado 2 Unidad 3TUTOR WINNERОценок пока нет
- Taller 1 GerenciaДокумент22 страницыTaller 1 GerenciaHector Guerrero67% (3)
- Trabajo Finar - Parte Final - Administración de Organizaciones ModernasДокумент4 страницыTrabajo Finar - Parte Final - Administración de Organizaciones ModernascarlosОценок пока нет
- Uap-Diseño 8-Formato-Entrega FinalДокумент15 страницUap-Diseño 8-Formato-Entrega FinalKata PalaciosОценок пока нет
- Microeconomía Resumen-I - 2017-IIДокумент136 страницMicroeconomía Resumen-I - 2017-IICesar Jose Quesada VargasОценок пока нет
- Tic PDFДокумент2 страницыTic PDF1Оценок пока нет
- Laboratorio CaueДокумент2 страницыLaboratorio CaueJunior Coronel RenteriaОценок пока нет
- Ficha de Entrega Acción Solidaria Jackeline TorresДокумент6 страницFicha de Entrega Acción Solidaria Jackeline Torresevann gomezОценок пока нет
- PEI - Webinar BancolombiaДокумент7 страницPEI - Webinar BancolombiaDagoberto Burbao AОценок пока нет
- GovernanceДокумент32 страницыGovernanceNandoОценок пока нет
- Trabajo Final de EconomicaДокумент3 страницыTrabajo Final de EconomicaJose Antonio Hernandez HernandezОценок пока нет
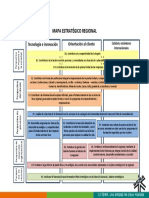
- Mapa Estratégico Regional PDFДокумент1 страницаMapa Estratégico Regional PDFzayrajohaОценок пока нет
- Tema - Secreto BancarioДокумент16 страницTema - Secreto BancarioLizhet CYОценок пока нет
- Material de Lectura Unidad 1 Planeación Estratégica de RRHHДокумент22 страницыMaterial de Lectura Unidad 1 Planeación Estratégica de RRHHElizabeth Severino vasquezОценок пока нет
- Costos de Operación de Transmilenio de BogotáДокумент4 страницыCostos de Operación de Transmilenio de BogotáCRISTIAN FERNANDO GIL BLANCOОценок пока нет