Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Schaublin 150 Catalogue 1989Документ39 страницSchaublin 150 Catalogue 1989shjefke100% (2)
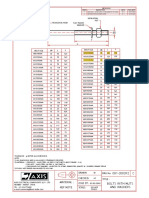
- Flange Bolt ChartДокумент1 страницаFlange Bolt ChartMuhammad SaimОценок пока нет
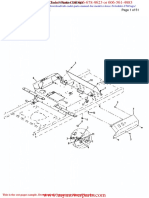
- Cub Cadet Parts Manual For Model Fmz50Документ5 страницCub Cadet Parts Manual For Model Fmz50giovanni100% (49)
- Atasmanlar Attachments: Yükleyici Atasmanlar Loader Attachments Yükleyici Atasmanlar Loader AttachmentsДокумент247 страницAtasmanlar Attachments: Yükleyici Atasmanlar Loader Attachments Yükleyici Atasmanlar Loader AttachmentsОлексій РумянцевОценок пока нет
- Main Frame: Model Number: 863 Serial Number: 514411001 Thru 514439999, 514511001 Thru 514539999, 514611001 Thru 514639999Документ3 страницыMain Frame: Model Number: 863 Serial Number: 514411001 Thru 514439999, 514511001 Thru 514539999, 514611001 Thru 514639999Romario LoiolaОценок пока нет
- None None None None None None None None None None: Threads Per Inch PitchДокумент2 страницыNone None None None None None None None None None: Threads Per Inch PitchJ. Fabián MenaОценок пока нет
- HOBSON - Low Tensile Bolts and NutsДокумент2 страницыHOBSON - Low Tensile Bolts and NutsJJ FloresОценок пока нет
- Chuck JawsДокумент42 страницыChuck JawsSharad Sharma100% (1)
- Cub Cadet Parts Manual For Model Z Force 54 Kohler 17bf3agxДокумент5 страницCub Cadet Parts Manual For Model Z Force 54 Kohler 17bf3agxchad100% (48)
- Hydraulics - TransmissionДокумент3 страницыHydraulics - TransmissionJESUSОценок пока нет
- ISSA2013Ed CabinStores v100 Часть190Документ2 страницыISSA2013Ed CabinStores v100 Часть190Александр ВласовОценок пока нет
- ManualДокумент4 страницыManualJose Van de KruisОценок пока нет
- Insert Changeable Flat Ratchet Screwdriver: Tmdb8Документ1 страницаInsert Changeable Flat Ratchet Screwdriver: Tmdb8AkmalОценок пока нет
- Vadi Lal DesaiДокумент16 страницVadi Lal DesaiVadilal Desai & Co.Оценок пока нет
- Icaf Aislamiento y Proteccion PersonalДокумент1 страницаIcaf Aislamiento y Proteccion PersonalMiguel Martinez GuerreroОценок пока нет
- Material: Ref Note: Rev # Description Appv. Rev DateДокумент1 страницаMaterial: Ref Note: Rev # Description Appv. Rev DateNimish TaterhОценок пока нет
- 5 WC Type-ChartДокумент1 страница5 WC Type-ChartlumpertОценок пока нет
- Massey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)Документ21 страницаMassey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)qlb898316Оценок пока нет
- Ultimaker Original BOMДокумент10 страницUltimaker Original BOMCopycenterMendeleevОценок пока нет
- Pumpen Einbau Pump Installation 99707781757 From No / Up To NoДокумент2 страницыPumpen Einbau Pump Installation 99707781757 From No / Up To NoweldsaidiОценок пока нет
- แคตตาล็อคKOKEN1 100Документ100 страницแคตตาล็อคKOKEN1 100Komsan KasathumОценок пока нет
- Screw Threads #2Документ221 страницаScrew Threads #2boo huОценок пока нет
- 1st Issue of GG-04 Major OverhaulingДокумент3 страницы1st Issue of GG-04 Major OverhaulingSharif 087Оценок пока нет
- M Series Service Manual 5 PDFДокумент48 страницM Series Service Manual 5 PDFPhineas Magellan100% (1)
- 2-4 To 2-5 Euro-Quick Type JДокумент2 страницы2-4 To 2-5 Euro-Quick Type JPrasad PremanОценок пока нет
- CHAPTER 6 - Design of Knuckle Joint, Sleeve and Cotter JointДокумент34 страницыCHAPTER 6 - Design of Knuckle Joint, Sleeve and Cotter JointVignesan MechОценок пока нет
- 103096-CG9-20AD IIДокумент30 страниц103096-CG9-20AD IICristian Eduardo Chavez GallardoОценок пока нет
- SAEJ121 MV 001Документ5 страницSAEJ121 MV 001Marcos Verissimo Juca de PaulaОценок пока нет
- Installation Procedures Offshore Jacket CompiledДокумент62 страницыInstallation Procedures Offshore Jacket CompiledLucasОценок пока нет
- Ab at InventoryДокумент32 страницыAb at InventoryecirecirОценок пока нет