Вам также может понравиться
- Indian Standard: Recommendatlons FOR Detailing of Reinforcement IN Reinforced Concrete WorksДокумент31 страницаIndian Standard: Recommendatlons FOR Detailing of Reinforcement IN Reinforced Concrete Workssrtools1980yОценок пока нет
- IS 3370.1967 Part-4 PDFДокумент50 страницIS 3370.1967 Part-4 PDFnalla maheshОценок пока нет
- Amendment IS 1893 Part 2Документ14 страницAmendment IS 1893 Part 2write2souravdОценок пока нет
- Ed Ef: Design of Base Plate & Anchor Bolt: BP1, BP2, BP3, BP4, BP5, BP6, BP7, BP8, BP9 BДокумент9 страницEd Ef: Design of Base Plate & Anchor Bolt: BP1, BP2, BP3, BP4, BP5, BP6, BP7, BP8, BP9 BabbasamuОценок пока нет
- JMD DBRДокумент50 страницJMD DBRSAROJ BISWASОценок пока нет
- Jeppiaar TG Deck DocumentДокумент174 страницыJeppiaar TG Deck Documentsmkdigitech100% (1)
- 2152-0.50LL Esr-Str-Cal-01 - R1Документ30 страниц2152-0.50LL Esr-Str-Cal-01 - R1sssmitОценок пока нет
- 1 Project Description: Hospital - DBRДокумент19 страниц1 Project Description: Hospital - DBRkiran raghukiranОценок пока нет
- Water Retaining Structure Design Hand Book - TRFIДокумент25 страницWater Retaining Structure Design Hand Book - TRFInrnnadig100% (1)
- BGR Energy Systems LTD.: Project Title Document NoДокумент53 страницыBGR Energy Systems LTD.: Project Title Document NosmkdigitechОценок пока нет
- Final Sessionwise Distribution (Fib Congress Mumbai, India - 2014) Slovenská ÚčasťДокумент5 страницFinal Sessionwise Distribution (Fib Congress Mumbai, India - 2014) Slovenská ÚčasťDritan PeshtaniОценок пока нет
- Is 800 - 1984 & 2007 Comparative StudyДокумент149 страницIs 800 - 1984 & 2007 Comparative Studyprabhu81100% (1)
- Structural Analysis Portal MethodДокумент14 страницStructural Analysis Portal MethodVic NairaОценок пока нет
- BPOSDAGДокумент27 страницBPOSDAGIndustry Standard Structural DesignОценок пока нет
- Codeofpracticefordesignand Constructionofsteel Chimney: Indian StandardДокумент25 страницCodeofpracticefordesignand Constructionofsteel Chimney: Indian StandardKunal KotakОценок пока нет
- Intze Tank-175kL Design 18M STAGING BASI BLOCK - SMTДокумент55 страницIntze Tank-175kL Design 18M STAGING BASI BLOCK - SMTRajendra MittalОценок пока нет
- Design PDF BommakurДокумент113 страницDesign PDF BommakurRama KrishnaОценок пока нет
- Is SP 6 1 1964Документ212 страницIs SP 6 1 1964Rajiv ShresthaОценок пока нет
- Code of Practice - Concrete Structures For Retaining Aqueous Liquids: Part 1-General Requirements, Part 2 - Reinforced Concrete StructuresДокумент63 страницыCode of Practice - Concrete Structures For Retaining Aqueous Liquids: Part 1-General Requirements, Part 2 - Reinforced Concrete StructuresYogesh BangОценок пока нет
- Palwal Tappal Aligarh Road SH-22A: Calculation Report - Abutment A1 Substructure Foundation For MNBR AT CH.-76+390Документ52 страницыPalwal Tappal Aligarh Road SH-22A: Calculation Report - Abutment A1 Substructure Foundation For MNBR AT CH.-76+390CHANDAN VATSОценок пока нет
- Design Basis Report (DBR) : Proposed Steel Truss With Crane Essembly"Документ18 страницDesign Basis Report (DBR) : Proposed Steel Truss With Crane Essembly"Architects AsiaОценок пока нет
- IS2974 Part 1Документ25 страницIS2974 Part 1sttm8Оценок пока нет
- Analysis of Rectangular Tank Using Staad Pro ProgrammeДокумент77 страницAnalysis of Rectangular Tank Using Staad Pro ProgrammeLee LaiHaa60% (5)
- Dyke Wall VRMP 11 01 19 1Документ53 страницыDyke Wall VRMP 11 01 19 1Abhishek Kumar100% (1)
- Plate Girders With Corrugated WebsДокумент6 страницPlate Girders With Corrugated WebsLệnh BùiОценок пока нет
- Tengs ChartДокумент4 страницыTengs ChartV KARTHIKОценок пока нет
- Moment Section CapacityДокумент4 страницыMoment Section Capacityvishnumani3011Оценок пока нет
- IS 2911 Part 1 - Sec 4 - 2010Документ28 страницIS 2911 Part 1 - Sec 4 - 2010Rajesh Babu100% (1)
- Doubt in Load Combinations in Steel Design (WSM) : SearchДокумент4 страницыDoubt in Load Combinations in Steel Design (WSM) : SearchGautam PaulОценок пока нет
- For Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Документ43 страницыFor Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Satish Khadse100% (1)
- DBR PDFДокумент72 страницыDBR PDFharshОценок пока нет
- Steel StructureДокумент295 страницSteel StructureSahir Khan100% (2)
- Purlin DesignДокумент2 страницыPurlin DesignAnonymous JUn5jis0Оценок пока нет
- Calculation - Loading PlatformДокумент6 страницCalculation - Loading PlatformDaniel SarmientoОценок пока нет
- R4B01 Itd CV Bas 401 Des 4026 PDFДокумент16 страницR4B01 Itd CV Bas 401 Des 4026 PDFSayantan PaulОценок пока нет
- DMRC DBR Chennai PDFДокумент25 страницDMRC DBR Chennai PDFTarun Kant Goyal100% (1)
- CH Design-R1 PDFДокумент12 страницCH Design-R1 PDFmazumdar_satyajitОценок пока нет
- DesignReport 1.1.1.3.1Документ7 страницDesignReport 1.1.1.3.1Anbarasan SubbaiyanОценок пока нет
- For Nagar Parishad Maths Was in The Syllabus Instead of Reasoning. So, Only Reasoning Questions Are IncludedДокумент51 страницаFor Nagar Parishad Maths Was in The Syllabus Instead of Reasoning. So, Only Reasoning Questions Are IncludedMahavir DamakaleОценок пока нет
- Ductile Detailing Rect. ColДокумент12 страницDuctile Detailing Rect. Colankkeshmundra1Оценок пока нет
- Ductile Detailing BeamДокумент21 страницаDuctile Detailing BeamUjwal Karki100% (1)
- College Building DBRДокумент171 страницаCollege Building DBRchetanchintaОценок пока нет
- Lkèkkj.K Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudДокумент13 страницLkèkkj.K Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudKRamana ReddyОценок пока нет
- (From Is 875-Part 3) : Pxl/AwДокумент2 страницы(From Is 875-Part 3) : Pxl/AwSantosh BapuОценок пока нет
- SBC ReportДокумент18 страницSBC ReportNIKUNJ PARMARОценок пока нет
- Disclosure To Promote The Right To InformationДокумент34 страницыDisclosure To Promote The Right To InformationArpan SahaОценок пока нет
- Chimney Design UnlineДокумент9 страницChimney Design Unlinemsn sastryОценок пока нет
- Steel Code Is 800 Part 1Документ8 страницSteel Code Is 800 Part 1Ashish Verma0% (2)
- Column Beam Seismic ConnectionДокумент8 страницColumn Beam Seismic ConnectionPrakash Singh RawalОценок пока нет
- Dynamic Analysis and Design of UG WATER TANK TWOWAYДокумент35 страницDynamic Analysis and Design of UG WATER TANK TWOWAYsaiОценок пока нет
- Shear Wall Design Manual: IS 456:2000 and IS 13920:1993Документ98 страницShear Wall Design Manual: IS 456:2000 and IS 13920:1993soumyadeep194784250% (1)
- Codeofpracticefor Designandconstructionof MachinefoundationsДокумент6 страницCodeofpracticefor Designandconstructionof MachinefoundationsMalar ManoharanОценок пока нет
- Report and DesignДокумент53 страницыReport and Designkiran raghukiranОценок пока нет
- Beam1 Working StressДокумент36 страницBeam1 Working Stresssoumi bhattacharyaОценок пока нет
- Indian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Документ20 страницIndian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Chirag PatelОценок пока нет
- IS 802 Part 2ndДокумент13 страницIS 802 Part 2ndDevendra SinghОценок пока нет
- 9178 2 PDFДокумент39 страниц9178 2 PDFvivekОценок пока нет
- 802 - 2 OhtrlinesДокумент12 страниц802 - 2 Ohtrlinessuman sharmaОценок пока нет
- IS 9178 - Part2Документ39 страницIS 9178 - Part2Asha JatalОценок пока нет
- IS 2502-1963 Code of Practice For Bending & Fixing of Bars FДокумент28 страницIS 2502-1963 Code of Practice For Bending & Fixing of Bars Framachandra_20012040100% (2)
- BR CAT Diaphragm Seals en Us 17792Документ57 страницBR CAT Diaphragm Seals en Us 17792Jose Luis EduardoОценок пока нет
- Heat Cummins PDFДокумент3 страницыHeat Cummins PDFkamy_8524100% (1)
- Solidwork Flow Simulation TutorialДокумент298 страницSolidwork Flow Simulation TutorialMilad Ah100% (8)
- Assignment 2 Ch2 3Документ10 страницAssignment 2 Ch2 3Zuhairi ZakariaОценок пока нет
- Venturimeter PresentationДокумент18 страницVenturimeter PresentationBibhuti B. Bhardwaj100% (3)
- Quiz No. 1Документ1 страницаQuiz No. 1Juanito Jr OriginesОценок пока нет
- Design and Control of A Novel Portable Mechanical Ventilator PDFДокумент184 страницыDesign and Control of A Novel Portable Mechanical Ventilator PDFyekta8Оценок пока нет
- AB120 Setting Acceptable Test CriteriaДокумент7 страницAB120 Setting Acceptable Test CriteriaClive BuckberryОценок пока нет
- Fluid Mechanics Question Paper PDFДокумент7 страницFluid Mechanics Question Paper PDFAryan JaiswalОценок пока нет
- BS en 12211-2000Документ14 страницBS en 12211-2000DJAlIL RonaLDO100% (1)
- Samson: Predicting Cavitation Damage in Control ValvesДокумент12 страницSamson: Predicting Cavitation Damage in Control ValvesBiswajit DebnathОценок пока нет
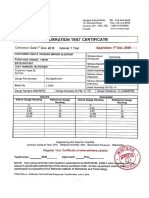
- Calibration Test CertificateДокумент7 страницCalibration Test CertificateMohamed RaafatОценок пока нет
- Series Parallel PumpsДокумент2 страницыSeries Parallel PumpsJairo Martínez EscobarОценок пока нет
- Chapter 4 - Compressible FlowДокумент32 страницыChapter 4 - Compressible FlowNicholas EmildasОценок пока нет
- Thermal Environmental Engineering, 3rd - Ed Errata PDFДокумент8 страницThermal Environmental Engineering, 3rd - Ed Errata PDFItenium100% (1)
- Api MPMSДокумент2 страницыApi MPMSVu TuanОценок пока нет
- Hatt DPCV Iom f400 r400 Dpf1732 Lo ResДокумент4 страницыHatt DPCV Iom f400 r400 Dpf1732 Lo ResshahqazwsxОценок пока нет
- Manual - TDX TdaxДокумент215 страницManual - TDX TdaxalvaroОценок пока нет
- ADR TableДокумент81 страницаADR TableErrezaHardianОценок пока нет
- DST Tools Catalog PDF FreeДокумент103 страницыDST Tools Catalog PDF FreeReza AsakerehОценок пока нет
- Lecture17 Energybalance OpenДокумент31 страницаLecture17 Energybalance Opennurul syamimieОценок пока нет
- Unit 1-Fluid MechanicsДокумент23 страницыUnit 1-Fluid MechanicsApechRanger100% (2)
- History of BiologyДокумент5 страницHistory of BiologyMelissa A. Bernardo100% (1)
- Schunk - Brush PressureДокумент8 страницSchunk - Brush PressureNyoman BagusОценок пока нет
- API 11D1 - 4th 2021 Addendum 1Документ20 страницAPI 11D1 - 4th 2021 Addendum 1fateme100% (1)
- Akumulatori Sa DiafragmomДокумент6 страницAkumulatori Sa Diafragmombhstudent_537083349Оценок пока нет
- Nautica Chart PDFДокумент2 страницыNautica Chart PDFRavi TripathiОценок пока нет
- Guideline For Inert Gas Systems Rev5.PDF-1Документ21 страницаGuideline For Inert Gas Systems Rev5.PDF-1nicholas.ny95Оценок пока нет
- CASTEL Selection Criteria For Safety ValveДокумент9 страницCASTEL Selection Criteria For Safety ValvelorenzoОценок пока нет
- The Minimum Discharge Area of Spring Operated Relief Safety Valves in Liquid Systems Can Be Calculated AsДокумент7 страницThe Minimum Discharge Area of Spring Operated Relief Safety Valves in Liquid Systems Can Be Calculated AsRemmy Torres VegaОценок пока нет