Вам также может понравиться
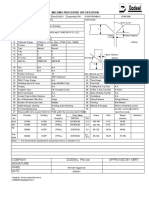
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
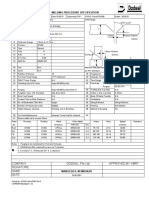
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Q-Chem Ethylene Project welding procedure specificationДокумент1 страницаQ-Chem Ethylene Project welding procedure specificationS GoudaОценок пока нет
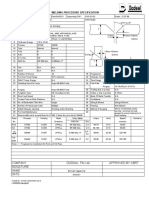
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Q-Chem Ethylene Project Welding Procedure SpecificationДокумент1 страницаQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaОценок пока нет
- Q-Chem Ethylene Project welding procedure specificationДокумент1 страницаQ-Chem Ethylene Project welding procedure specificationS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Q-Chem Ethylene Project Welding Procedure SpecificationДокумент1 страницаQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaОценок пока нет
- Ethylene Project Welding Procedure SpecificationДокумент1 страницаEthylene Project Welding Procedure SpecificationS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ2 страницыWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент2 страницыWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ2 страницыWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Документ1 страницаWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaОценок пока нет
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Q-Chem Ethylene Welding Procedure SpecificationДокумент1 страницаQ-Chem Ethylene Welding Procedure SpecificationS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateДокумент1 страницаWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Failure Analysis Introduction for Metallurgical EngineersДокумент21 страницаFailure Analysis Introduction for Metallurgical EngineersFelipe Novais100% (1)
- Structural Work - Standard Notes A. General Notes: Bengkulu Coal Terminal - DedДокумент1 страницаStructural Work - Standard Notes A. General Notes: Bengkulu Coal Terminal - DedKris SiregarОценок пока нет
- NEW Electroweld Pricelist - APR 25 2022Документ7 страницNEW Electroweld Pricelist - APR 25 2022ernst gencayaОценок пока нет
- P280 ManualДокумент14 страницP280 ManualzlatkozdihanОценок пока нет
- Astm A 20 20M - 00 PDFДокумент31 страницаAstm A 20 20M - 00 PDFrc galinatoОценок пока нет
- Catalog Hydraulic Excavator 365cl CaterpillarДокумент28 страницCatalog Hydraulic Excavator 365cl CaterpillarHossam Mohi EldinОценок пока нет
- API 661ti Q&AДокумент2 страницыAPI 661ti Q&ATasawwur TahirОценок пока нет
- Manual Millermatic 211Документ4 страницыManual Millermatic 211Густаво Аранда Мендоса0% (1)
- MCQ SДокумент33 страницыMCQ Spratap biswasОценок пока нет
- Erection Manual For Granulator 10.6.16 PDFДокумент100 страницErection Manual For Granulator 10.6.16 PDFdang2172014Оценок пока нет
- Weld DiscontinuityДокумент61 страницаWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- D & H Equipment Booklet NewДокумент21 страницаD & H Equipment Booklet NewHarsh Purohit100% (1)
- 2019 Rotary & Handling Tools Catalog NOVДокумент184 страницы2019 Rotary & Handling Tools Catalog NOVleonardo.mottaОценок пока нет
- AWS G2.1M-G2.1-2012-Guide-for-the-Joining-of-Wrought-Nickel-Based-AlloysДокумент68 страницAWS G2.1M-G2.1-2012-Guide-for-the-Joining-of-Wrought-Nickel-Based-AlloysJeff MОценок пока нет
- Welding Lincon CatalogДокумент72 страницыWelding Lincon CatalogbarukomkssОценок пока нет
- Welding inspection reportДокумент3 страницыWelding inspection reportBOUZAIDAОценок пока нет
- Welding Accident AnalysisДокумент7 страницWelding Accident AnalysisMario SanchoОценок пока нет
- Mechanical Engineer Resume - Deepak KumarДокумент3 страницыMechanical Engineer Resume - Deepak KumarDesign V-Tork ControlsОценок пока нет
- CSA W47.1 W59 13 Guides WeldCanadaДокумент5 страницCSA W47.1 W59 13 Guides WeldCanadamehdi810100% (2)
- ASWP Manual - Section 3 - Joints (10!6!12)Документ12 страницASWP Manual - Section 3 - Joints (10!6!12)shah1980Оценок пока нет
- Material Test Certificates 2.1, 2.2, 3.1, 3.2Документ4 страницыMaterial Test Certificates 2.1, 2.2, 3.1, 3.2BE GОценок пока нет
- Pipe Repair Case StudyДокумент15 страницPipe Repair Case StudyAnyanele Nnamdi Felix100% (1)
- Hytel Product GuideДокумент15 страницHytel Product GuidewantamanualОценок пока нет
- HELLING 2013 (En)Документ95 страницHELLING 2013 (En)Jessi JohnsonОценок пока нет
- Microwave Welding Process ConferenceДокумент5 страницMicrowave Welding Process ConferenceTanuj Singh Chauhan100% (1)
- Engineering Design - A Systematic Approach - Robert Matousek - Springer (1963) PDFДокумент270 страницEngineering Design - A Systematic Approach - Robert Matousek - Springer (1963) PDFNithin C.P.Оценок пока нет
- A242 A242M (2001) Standard Specification For High-Strength Low-Alloy Structural SteelДокумент3 страницыA242 A242M (2001) Standard Specification For High-Strength Low-Alloy Structural SteelGagan Singh100% (1)
- Iagi Ingles PDFДокумент30 страницIagi Ingles PDFMatzelo ResetОценок пока нет
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaДокумент5 страницBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaОценок пока нет
- Materials in Cryogenics: Jaroslaw PolinskiДокумент39 страницMaterials in Cryogenics: Jaroslaw Polinski李俊Оценок пока нет