Вам также может понравиться
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosОт EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosРейтинг: 5 из 5 звезд5/5 (1)
- Beginner's Guide To PLC Programming: How To Program A PLC (Programmable Logic Controller)Документ40 страницBeginner's Guide To PLC Programming: How To Program A PLC (Programmable Logic Controller)Trung Nguyen ThanhОценок пока нет
- Chapter 5 - Basics of PLC ProgrammingДокумент91 страницаChapter 5 - Basics of PLC ProgrammingJose CisnerosОценок пока нет
- 741 PDFДокумент402 страницы741 PDFFGarcia92100% (1)
- Ai 230 PLCДокумент110 страницAi 230 PLCkashinathОценок пока нет
- PLC Exercises Ladder Diagram ProgrammingДокумент27 страницPLC Exercises Ladder Diagram Programmingمحمد سليمانОценок пока нет
- Programmable Logic Controllers A Complete Guide - 2020 EditionОт EverandProgrammable Logic Controllers A Complete Guide - 2020 EditionОценок пока нет
- PLC Program MaterialДокумент17 страницPLC Program MaterialjamesОценок пока нет
- PLC Work BookДокумент15 страницPLC Work BookAsrarLoonОценок пока нет
- Nuts & Volts January 2007Документ108 страницNuts & Volts January 2007vacsaa100% (1)
- PLC Ladder Diagram For Burgler AlarmДокумент9 страницPLC Ladder Diagram For Burgler AlarmVISHWAKARMA SUSHILKUMAR RAMBACHANОценок пока нет
- PLC Advanced CommandsДокумент43 страницыPLC Advanced CommandsghanОценок пока нет
- PLC Excercises (Module 1-3) PDFДокумент101 страницаPLC Excercises (Module 1-3) PDFAnonymous 324QXtcuxoОценок пока нет
- HyundaiWia - SKT100 200 CNC Installation MaintenanceДокумент283 страницыHyundaiWia - SKT100 200 CNC Installation Maintenanceaoaby100% (1)
- TwinCAT PLC Hydraulics enДокумент267 страницTwinCAT PLC Hydraulics englongo263Оценок пока нет
- Safe Work Instruction(s) Manual (1 Edition) : Drilling and Workover Doe&CdДокумент176 страницSafe Work Instruction(s) Manual (1 Edition) : Drilling and Workover Doe&CdDaniel Deering100% (1)
- Ladder Diagram: Rung 1 Rung 2 Rung 3Документ26 страницLadder Diagram: Rung 1 Rung 2 Rung 3abdullah 3mar abou reashaОценок пока нет
- Winone Elevator Connection DiagramДокумент40 страницWinone Elevator Connection DiagramMuhammad Rashid75% (4)
- RS Logix Sample For VFDДокумент9 страницRS Logix Sample For VFDJoe ElectricneutronОценок пока нет
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОт EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОценок пока нет
- Tutorial 02 PLC PDFДокумент23 страницыTutorial 02 PLC PDFTete GoriОценок пока нет
- Siemens HmiДокумент34 страницыSiemens HmifressОценок пока нет
- 4 Basic PLC ProgrammingДокумент30 страниц4 Basic PLC Programmingandresetyawan11111Оценок пока нет
- Timer ApplicationsДокумент28 страницTimer ApplicationsghanОценок пока нет
- Psi Max2000 Agitators PDFДокумент167 страницPsi Max2000 Agitators PDFBernardo Padilla100% (1)
- PLC Ans Scada ProjectДокумент31 страницаPLC Ans Scada ProjectMaya Mayaa100% (1)
- PLC and HMI Programming (Advanced PLC Training System)Документ43 страницыPLC and HMI Programming (Advanced PLC Training System)Anonymous mNQq7oj100% (1)
- Basic PLC Ladder Programming Example 14Документ3 страницыBasic PLC Ladder Programming Example 14Simona AlexandraОценок пока нет
- TwinCAT Getting StartedДокумент60 страницTwinCAT Getting StartedKarlo JurecОценок пока нет
- UP5 37 Operational - ManualДокумент1 070 страницUP5 37 Operational - ManualParthaGuhaОценок пока нет
- Brxuserm PDFДокумент894 страницыBrxuserm PDFBhethho100% (1)
- Plcapplicationslides 140202052211 Phpapp02Документ93 страницыPlcapplicationslides 140202052211 Phpapp02MuhammadSyafiuddin100% (1)
- Manual Irn 7-15 PDFДокумент37 страницManual Irn 7-15 PDFairmacmexОценок пока нет
- Car Parking System Using PLC ProgrammingДокумент5 страницCar Parking System Using PLC ProgrammingAnonymous iZY7Q2100% (1)
- Factoryio Parts EssentialsДокумент82 страницыFactoryio Parts EssentialsAlexander Diaz AlvarezОценок пока нет
- Tutorial M 340Документ66 страницTutorial M 340mrinal570Оценок пока нет
- Topic4b Building Transportation PDFДокумент71 страницаTopic4b Building Transportation PDFFrancis TiehОценок пока нет
- Free PLC Tutorial PDFДокумент2 страницыFree PLC Tutorial PDFLance0% (1)
- PLC Programming ExampleДокумент26 страницPLC Programming ExampleManu R Krishnan50% (2)
- PLC Applications (Level Control)Документ31 страницаPLC Applications (Level Control)Sumathi Anand100% (1)
- 05 DVP PLC Application Examples PDFДокумент169 страниц05 DVP PLC Application Examples PDFAlexCanenciaОценок пока нет
- PLC ExerciseДокумент19 страницPLC ExercisemahderОценок пока нет
- Modicon M340 For Ethernet Communications Modules and ProcessorsДокумент382 страницыModicon M340 For Ethernet Communications Modules and ProcessorsRameez IrfanОценок пока нет
- PLC Program Examples Instrumentation ToolsДокумент3 страницыPLC Program Examples Instrumentation ToolsKudakwashe PeaceОценок пока нет
- CoDeSys IntroДокумент154 страницыCoDeSys Introவிஜய் பாலாஜி100% (3)
- PLC & AC Drive With Automatic & Manual Industrial Control - Online Engineering CoursesДокумент1 страницаPLC & AC Drive With Automatic & Manual Industrial Control - Online Engineering CoursesMohamed AlkharashyОценок пока нет
- M340 NOC Manual PDFДокумент436 страницM340 NOC Manual PDFia2e techОценок пока нет
- Calog ManualДокумент34 страницыCalog Manualpatitay036817Оценок пока нет
- In The Name of Allah The Most Benificet and The Most MercifulДокумент24 страницыIn The Name of Allah The Most Benificet and The Most MercifulAsad RazaОценок пока нет
- PLCДокумент78 страницPLCAbid ParwezОценок пока нет
- TwinCAT 2 Manual v3.0.1Документ412 страницTwinCAT 2 Manual v3.0.1Vladimir Friz100% (2)
- Digital Benchtop Power Supply Part 1Документ4 страницыDigital Benchtop Power Supply Part 1vacsaaОценок пока нет
- Beckhoff Training Courses v2 2 GBPДокумент11 страницBeckhoff Training Courses v2 2 GBPovan90Оценок пока нет
- Function BlocksДокумент43 страницыFunction BlocksAamir Ahmed Ali SalihОценок пока нет
- L01 - Introduction To Studio 5000 Logix DesignerДокумент11 страницL01 - Introduction To Studio 5000 Logix DesignerjaysonlkhОценок пока нет
- Example of PLC Program PDFДокумент2 страницыExample of PLC Program PDFMia0% (1)
- Exercise 5Документ20 страницExercise 5عبد الله عبد الحيОценок пока нет
- AB Micrologix PLC PDFДокумент50 страницAB Micrologix PLC PDFYasir100% (1)
- Programming Examples 1Документ17 страницProgramming Examples 1Dr-Amit Kumar SinghОценок пока нет
- PLC To VFD Communication ExamplesДокумент9 страницPLC To VFD Communication Examplesghan100% (4)
- PLC Troubleshooting: Troubleshooting Inputs and OutputsДокумент5 страницPLC Troubleshooting: Troubleshooting Inputs and OutputsMd Omar FaruqueОценок пока нет
- PLC Interview Questions: 1. What Is The RS LINX Software Used For?Документ5 страницPLC Interview Questions: 1. What Is The RS LINX Software Used For?Pradip ChauhanОценок пока нет
- Studio 5000 Logix DesignerДокумент16 страницStudio 5000 Logix DesignerHector SantosОценок пока нет
- PLC and Scada TrainingДокумент28 страницPLC and Scada TrainingHarsh JainОценок пока нет
- A Beginner's PLC Overview, Part 1 of 4 - Introduction To PLCs PDFДокумент10 страницA Beginner's PLC Overview, Part 1 of 4 - Introduction To PLCs PDFnajm alnjarОценок пока нет
- AutomationДокумент31 страницаAutomationJerry JosephОценок пока нет
- PLC Based Automatic Packaging SystemДокумент10 страницPLC Based Automatic Packaging SystemAhmad HamoudaОценок пока нет
- CNC Clamps 2mm To 18mmДокумент4 страницыCNC Clamps 2mm To 18mmvacsaaОценок пока нет
- Xinje Hmi ManualДокумент37 страницXinje Hmi Manualvacsaa100% (1)
- Create Low Level Machine Control Routines - Contact and CoilДокумент14 страницCreate Low Level Machine Control Routines - Contact and CoilvacsaaОценок пока нет
- PICDEM™ Mechatronics Demonstration Board User's Guide: 2005 Microchip Technology Inc. DS51557BДокумент64 страницыPICDEM™ Mechatronics Demonstration Board User's Guide: 2005 Microchip Technology Inc. DS51557BLuis SandovalОценок пока нет
- Delta Ia-Plc DVP TP C en 20170321Документ48 страницDelta Ia-Plc DVP TP C en 20170321vacsaaОценок пока нет
- Uniopc Opclink IntouchДокумент8 страницUniopc Opclink IntouchvacsaaОценок пока нет
- Whirlpool Awt 5109Документ14 страницWhirlpool Awt 5109vacsaaОценок пока нет
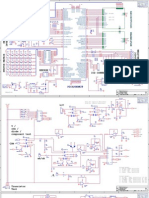
- Coma SchematicsДокумент3 страницыComa SchematicsvacsaaОценок пока нет
- Tips!Time&Calendar FBCollectionДокумент5 страницTips!Time&Calendar FBCollectionvacsaaОценок пока нет
- Zanussi ZDF211 enДокумент24 страницыZanussi ZDF211 envacsaaОценок пока нет
- w407 E1 08Документ609 страницw407 E1 08vacsaaОценок пока нет
- Overhead Crane Safety and Inspection RequirementsДокумент69 страницOverhead Crane Safety and Inspection RequirementsAhmed ReguiegОценок пока нет
- 728444Документ45 страниц728444Ed DeMossОценок пока нет
- BE-Final Year Project Thapathali PDFДокумент41 страницаBE-Final Year Project Thapathali PDFBigyan Upadhayay50% (2)
- Iptc-19474-Ms A Strategic and Flexible Approach To Through Tubing Electrical Submersible PumpДокумент15 страницIptc-19474-Ms A Strategic and Flexible Approach To Through Tubing Electrical Submersible PumpGilbert OmittaОценок пока нет
- Hydratec BlainДокумент6 страницHydratec Blaincoco MPОценок пока нет
- Passenger ElevatorsДокумент8 страницPassenger ElevatorsTommie FanОценок пока нет
- Lift Design Studyies01Документ22 страницыLift Design Studyies01Omid7686Оценок пока нет
- TALL BUILDING 5thДокумент10 страницTALL BUILDING 5thnavjot sidhuОценок пока нет
- ARD Installation and Wiring IllustrationДокумент2 страницыARD Installation and Wiring IllustrationAndrenaline Core RchОценок пока нет
- BLE Catalogue 2013Документ21 страницаBLE Catalogue 2013Shahina Parvin ShaikОценок пока нет
- 4Документ13 страниц4emy syafiqahОценок пока нет
- Efficiency Oriented Solution - DOAS: Signal Fixtures For DOASДокумент2 страницыEfficiency Oriented Solution - DOAS: Signal Fixtures For DOASmulai119Оценок пока нет
- 3HXD7109-1 R8Документ88 страниц3HXD7109-1 R8mlucian73Оценок пока нет
- IntroductionДокумент4 страницыIntroductionafainurОценок пока нет
- Minicargador 226B Serie 3Документ2 страницыMinicargador 226B Serie 3Luis LCОценок пока нет
- MS.041211. Van Doorn Dismantle Liebherr 132HCДокумент26 страницMS.041211. Van Doorn Dismantle Liebherr 132HCPradeep BalasubramaniamОценок пока нет
- Commercial Aviation ProductsДокумент6 страницCommercial Aviation Productsja2ja1Оценок пока нет
- Consoveyo MICS CCEP Pallet Conveyor Load Out RAMS Rev 2Документ21 страницаConsoveyo MICS CCEP Pallet Conveyor Load Out RAMS Rev 2Peter BrownОценок пока нет
- Sensor para Embuchamento - Autoset FPДокумент2 страницыSensor para Embuchamento - Autoset FPadilsonrodriguesОценок пока нет
- Transportation PlantДокумент12 страницTransportation Plantpaul machariaОценок пока нет
- Examiner Report PA2015Документ22 страницыExaminer Report PA2015shuntat chanОценок пока нет
- M&E Conv R8Документ12 страницM&E Conv R8Khairul Faizal RamliОценок пока нет