Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- 15 Day Detox ChallengeДокумент84 страницы15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Measurement Assignment EssayДокумент31 страницаMeasurement Assignment EssayBihanChathuranga100% (2)
- Model 255 Aerosol Generator (Metone)Документ20 страницModel 255 Aerosol Generator (Metone)Ali RizviОценок пока нет
- Week 4 - Theoretical Framework - LectureДокумент13 страницWeek 4 - Theoretical Framework - LectureRayan Al-ShibliОценок пока нет
- 2011-2012 - Medical - DirectoryДокумент112 страниц2011-2012 - Medical - DirectoryЈелена КошевићОценок пока нет
- Gas Dynamics and Jet Propulsion 2marksДокумент15 страницGas Dynamics and Jet Propulsion 2marksAbdul rahumanОценок пока нет
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiДокумент12 страницJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalОценок пока нет
- EqualLogic Release and Support Policy v25Документ7 страницEqualLogic Release and Support Policy v25du2efsОценок пока нет
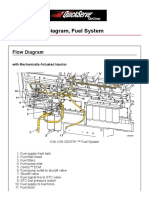
- Cummin C1100 Fuel System Flow DiagramДокумент8 страницCummin C1100 Fuel System Flow DiagramDaniel KrismantoroОценок пока нет
- PSA Poster Project WorkbookДокумент38 страницPSA Poster Project WorkbookwalliamaОценок пока нет
- Applications SeawaterДокумент23 страницыApplications SeawaterQatar home RentОценок пока нет
- ყვავილები ელჯერნონისთვისДокумент348 страницყვავილები ელჯერნონისთვისNia NorakidzeОценок пока нет
- 8051 NotesДокумент61 страница8051 Notessubramanyam62Оценок пока нет
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsДокумент102 страницы(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- YIC Chapter 1 (2) MKTДокумент63 страницыYIC Chapter 1 (2) MKTMebre WelduОценок пока нет
- Core ValuesДокумент1 страницаCore ValuesIan Abel AntiverosОценок пока нет
- Deep Hole Drilling Tools: BotekДокумент32 страницыDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILAОценок пока нет
- Canon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFДокумент13 страницCanon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFRita CaselliОценок пока нет
- Meno's Paradox of Inquiry and Socrates' Theory of RecollectionДокумент10 страницMeno's Paradox of Inquiry and Socrates' Theory of RecollectionPhilip DarbyОценок пока нет
- Activity On Noli Me TangereДокумент5 страницActivity On Noli Me TangereKKKОценок пока нет
- PFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023Документ1 страницаPFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023adyhugoОценок пока нет
- Activity Title: Learning Targets: Reference (S)Документ5 страницActivity Title: Learning Targets: Reference (S)Jhev LeopandoОценок пока нет
- Julia Dito ResumeДокумент3 страницыJulia Dito Resumeapi-253713289Оценок пока нет
- 7TH Maths F.a-1Документ1 страница7TH Maths F.a-1Marrivada SuryanarayanaОценок пока нет
- PC Model Answer Paper Winter 2016Документ27 страницPC Model Answer Paper Winter 2016Deepak VermaОценок пока нет
- ECE Companies ListДокумент9 страницECE Companies ListPolaiah Geriki100% (1)
- Sept Dec 2018 Darjeeling CoДокумент6 страницSept Dec 2018 Darjeeling Conajihah zakariaОценок пока нет
- Lieh TzuДокумент203 страницыLieh TzuBrent Cullen100% (2)
- BSC HTM - TourismДокумент4 страницыBSC HTM - Tourismjaydaman08Оценок пока нет
- Fire Protection in BuildingsДокумент2 страницыFire Protection in BuildingsJames Carl AriesОценок пока нет