Вам также может понравиться
- Control 4 - Revisión Del IntentoДокумент2 страницыControl 4 - Revisión Del IntentoOptikal OptikalОценок пока нет
- Bolivia Manual de Registro SanitarioДокумент85 страницBolivia Manual de Registro SanitarioPrint Gil Medina100% (1)
- 20 SchnappДокумент6 страниц20 SchnappFelipe Hernan Herrera Salinas0% (1)
- Barreras para EmprenderДокумент11 страницBarreras para EmprenderChristian SantosОценок пока нет
- HCCPДокумент9 страницHCCPteamomoiОценок пока нет
- Pradel FinalДокумент41 страницаPradel FinalANGEL DE JESUS NURICUMBO FLORES100% (1)
- Proyecto San AntonioДокумент41 страницаProyecto San AntonioEDUARDO SANTIAGO MARTINEZОценок пока нет
- Obsolescencia Programada Apple 2Документ18 страницObsolescencia Programada Apple 2Andres AngaritaОценок пока нет
- Manual FarmaciaДокумент56 страницManual Farmaciamarcos gutierrezОценок пока нет
- Des Crema DoraДокумент13 страницDes Crema DoraDil HernandezОценок пока нет
- Proceso de La GelatinaДокумент1 страницаProceso de La GelatinaKikin Tesen CasusolОценок пока нет
- Taller Punto de EquilibrioДокумент6 страницTaller Punto de EquilibrioJamelt MercadoОценок пока нет
- Inti Valoracion de EmpresasДокумент19 страницInti Valoracion de EmpresasLiz Soleto ZabalaОценок пока нет
- ORGANIGRAMAДокумент2 страницыORGANIGRAMAReynaldo GuerraОценок пока нет
- Entidades Responsables Del Funcionamiento, Inspección, Vigilancia y Control Del Sogcs en ColombiaДокумент2 страницыEntidades Responsables Del Funcionamiento, Inspección, Vigilancia y Control Del Sogcs en ColombiaVivi_Anne_Оценок пока нет
- Emprendimientos Exitosos Del HuilaДокумент3 страницыEmprendimientos Exitosos Del HuilaRICARDO PUERCHAMBUD CAIZAОценок пока нет
- Cobeca - Informe Final de Pasantias..Документ51 страницаCobeca - Informe Final de Pasantias..Karen RosalesОценок пока нет
- p96 Ingeniería de Industria Alimentaria 2022Документ292 страницыp96 Ingeniería de Industria Alimentaria 2022Manuel CáceresОценок пока нет
- IE - Medicamentos - FiscalizaciónДокумент64 страницыIE - Medicamentos - Fiscalizaciónvito12elunicoОценок пока нет
- ConclusionДокумент1 страницаConclusionJosé Carlos Armas GarcíaОценок пока нет
- Depreciación de MaquinariaДокумент2 страницыDepreciación de MaquinariarusbelydianaОценок пока нет
- Círculo de Deming PDFДокумент3 страницыCírculo de Deming PDFMarcelo Catalan Lopez0% (1)
- Preguntas Generadoras Contabilidad Unidad 4Документ4 страницыPreguntas Generadoras Contabilidad Unidad 4Jhompis DuarteОценок пока нет
- Informe TecnicoДокумент18 страницInforme TecnicoChechi BaMeОценок пока нет
- Trabajo de Etica ProfesionalДокумент36 страницTrabajo de Etica ProfesionalTony Tejada HuayhuaОценок пока нет
- Mapa Mental Historia de La Administracion 2Документ2 страницыMapa Mental Historia de La Administracion 2Freddy BarbozaОценок пока нет
- Enero 19 Cartilla 01 - Transacciones Comer CIA Les AgroindustrialesДокумент84 страницыEnero 19 Cartilla 01 - Transacciones Comer CIA Les Agroindustrialesjairo.executed3505100% (1)
- Leche Lenutrit Empresa La Favorita-ReybanpacДокумент28 страницLeche Lenutrit Empresa La Favorita-ReybanpacAdri Velasco100% (1)
- Informe Primer Semestre CorregidoДокумент27 страницInforme Primer Semestre CorregidoCampinoSchulz100% (1)
- Elaboracion Del Dulce DelecheДокумент2 страницыElaboracion Del Dulce DelecheJhomaydaCuaquiraОценок пока нет
- Banco de Sangre Baullael Pno FinalДокумент12 страницBanco de Sangre Baullael Pno FinalElvis Giovanni Cruz VenturaОценок пока нет
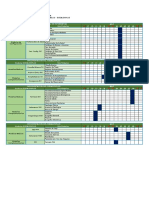
- Cronograma Capacitacion Personal InformaticaДокумент1 страницаCronograma Capacitacion Personal InformaticaChristian David Palomino MuñoaОценок пока нет
- Control BromatologicoДокумент22 страницыControl BromatologicoracsodilОценок пока нет
- Diagrama de Flujo y Descripción Leche FermentadaДокумент6 страницDiagrama de Flujo y Descripción Leche FermentadaIris Huamani BarredaОценок пока нет
- Nia 300Документ13 страницNia 300Pedro SuarezОценок пока нет
- EXAMEN PARCIAL Etica IIДокумент2 страницыEXAMEN PARCIAL Etica IIElio Chavez100% (1)
- Conpes 3468 de 2007 Politica AvicolaДокумент6 страницConpes 3468 de 2007 Politica AvicolaJenyffer GarciaОценок пока нет
- Apelacion Jhon ArroyoДокумент1 страницаApelacion Jhon Arroyojose luis avellanedaОценок пока нет
- Formato PlanificaciónДокумент3 страницыFormato PlanificaciónTavo-yuri Osorio OsorioОценок пока нет
- Cuestionario Cap - 5 - Examen Químico de La OrinaДокумент9 страницCuestionario Cap - 5 - Examen Químico de La OrinaMaria Belen FajardoОценок пока нет
- Laive WordДокумент1 страницаLaive WordJonathan GomezОценок пока нет
- Mercado de Valores y Panorama EconómicoДокумент26 страницMercado de Valores y Panorama Económicoluchomorante0% (1)
- Espinacas CongeladasДокумент27 страницEspinacas CongeladasIvana CorsaniОценок пока нет
- ANÁLISIS DE UNA EMPRESA - Al1Документ13 страницANÁLISIS DE UNA EMPRESA - Al1MLeo StefaniОценок пока нет
- Tutorial #9 Descriptores TermodinámicosДокумент9 страницTutorial #9 Descriptores TermodinámicosALDAIR DE LA CRUZ PERTUZОценок пока нет
- Aspecto TecnológicoДокумент2 страницыAspecto TecnológicoYeny Anahua PaucarОценок пока нет
- Campaña Punto Azul PDFДокумент31 страницаCampaña Punto Azul PDFSEBASTIAN ALEJANDRO MUÑOZ HERRERAОценок пока нет
- Guia Rápida Easylyte PDFДокумент2 страницыGuia Rápida Easylyte PDFclaudia gonzalez100% (1)
- Último Informe BPM Bago RRHДокумент18 страницÚltimo Informe BPM Bago RRHMAHATMA CORPORATIONОценок пока нет
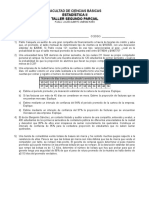
- Taller Parcial DosДокумент1 страницаTaller Parcial DosFELIPEОценок пока нет
- Informe Masas Fermentadas SaladasДокумент2 страницыInforme Masas Fermentadas SaladasSebastian ErassoОценок пока нет
- Práctica 4 Tecnología FarmacéuticaДокумент5 страницPráctica 4 Tecnología FarmacéuticaAdriana Marin100% (1)
- Listado de Comprobantes para Solicitudes Por VentanillaДокумент1 страницаListado de Comprobantes para Solicitudes Por VentanillaJORGE ANTONIO MITA LEONОценок пока нет
- Acta de RecepciónДокумент308 страницActa de RecepciónYEIDY ALEJANDRA CARDENASОценок пока нет
- Proyecto HELADERIA EN ROBOREДокумент26 страницProyecto HELADERIA EN ROBORECINTHIA JENNIFER PINTO DELGADILLOОценок пока нет
- Isepol - Instituto Superior de Universidad Nacional de AsunciónДокумент102 страницыIsepol - Instituto Superior de Universidad Nacional de AsunciónAntonio LeguizamonОценок пока нет
- Impacto SocialДокумент2 страницыImpacto SocialJorge MedinaОценок пока нет
- Informe Molino 3.0 (PROYECTO CONTROL AUTOMATICO UAGRM)Документ39 страницInforme Molino 3.0 (PROYECTO CONTROL AUTOMATICO UAGRM)Carlos Balcazar100% (1)
- ArticuloДокумент9 страницArticuloRodriguez ElenaОценок пока нет
- Garcilazo TareaДокумент22 страницыGarcilazo TareaFelix Bustamante0% (1)
- Paladar Negro VialeДокумент8 страницPaladar Negro VialeMaria Emilia MarozziОценок пока нет
- Programa Maestro de Produccion (A Imprimir)Документ14 страницPrograma Maestro de Produccion (A Imprimir)rollin_emaОценок пока нет
- Acta de Cabildo Ayuntamiento OcotepecДокумент4 страницыActa de Cabildo Ayuntamiento OcotepecNi Uno MasОценок пока нет
- ConocimientoДокумент2 страницыConocimientoGUSTAVO FISHER MENDOZA SUNIОценок пока нет
- La Ética TomistaДокумент2 страницыLa Ética TomistaJim Rodriguez Serna100% (1)
- Webinar Matricula SAE PIEДокумент17 страницWebinar Matricula SAE PIEGabriel Figueroa ChureoОценок пока нет
- Informe de Desarrollo OrganizacionalДокумент7 страницInforme de Desarrollo OrganizacionalDanielaPerezCastroОценок пока нет
- El Constitucionalismo de Principios, ¿Entre El Positivismo y El Iusnaturalismo? (A Propósito de El Derecho Dúctil de Gustavo Zagrebelsky)Документ34 страницыEl Constitucionalismo de Principios, ¿Entre El Positivismo y El Iusnaturalismo? (A Propósito de El Derecho Dúctil de Gustavo Zagrebelsky)JPОценок пока нет
- Cuadro Sinoptico de La Teoría BurocráticaДокумент2 страницыCuadro Sinoptico de La Teoría BurocráticaAnonymous iDkiFwgA77Оценок пока нет
- La Raíz de La Palabra ViolenciaДокумент2 страницыLa Raíz de La Palabra ViolenciaEdwing Daniel Arias PerezОценок пока нет
- Sloterdijk y Heidegger Humanismo, Deshumanización y Posthumanismo en El Parque HumanoДокумент15 страницSloterdijk y Heidegger Humanismo, Deshumanización y Posthumanismo en El Parque HumanoRosario Ramirez GonzalezОценок пока нет
- 6 Las Esculturas de Bronce de Alejandro ColungaДокумент2 страницы6 Las Esculturas de Bronce de Alejandro ColungaBecky BeckumОценок пока нет
- Escrito Prueba SupervenienteДокумент2 страницыEscrito Prueba SupervenienteFRANCISCO BRENESОценок пока нет
- SimemДокумент27 страницSimemGinebra KahloОценок пока нет
- grandaIII PDFДокумент142 страницыgrandaIII PDFMarina A NidoОценок пока нет
- ManualДокумент104 страницыManualAlejandro Garcia ArchilaОценок пока нет
- Legado de Nuestra Tradición OralДокумент2 страницыLegado de Nuestra Tradición OralEnit Cecilia Perez NavarroОценок пока нет
- EMPRENDIMIENTOДокумент82 страницыEMPRENDIMIENTOJairo GaitánОценок пока нет
- Modelo de Mintzberg y La Estructura en CincoДокумент6 страницModelo de Mintzberg y La Estructura en Cincosergio riosОценок пока нет
- Gestion de MarketingДокумент23 страницыGestion de MarketingYordinio Cordova BellasminОценок пока нет
- Guía. TartufoДокумент6 страницGuía. Tartuforicky XDОценок пока нет
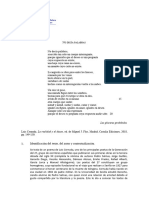
- Luis Cernuda NO DECÍA PALABRAS SOLДокумент3 страницыLuis Cernuda NO DECÍA PALABRAS SOLguillermo44aaОценок пока нет
- Electrotecnia Librodocumento 2008 09Документ191 страницаElectrotecnia Librodocumento 2008 09Viktor Stark100% (1)
- Desarrollo LinguisticoДокумент5 страницDesarrollo Linguisticolakld ksdjjlkОценок пока нет
- Leng 5° Guia 1 Principe FelizДокумент7 страницLeng 5° Guia 1 Principe FelizMarcela BeltranoportoОценок пока нет
- Ciudadanos Imaginarios Memorial de Los Afanes y Desventuras de La Virtud y La Apología Del Vicio Triunfante en La República MexicanaДокумент2 страницыCiudadanos Imaginarios Memorial de Los Afanes y Desventuras de La Virtud y La Apología Del Vicio Triunfante en La República MexicanaMartín BeltránОценок пока нет
- Etica 1Документ4 страницыEtica 1HAROL SANZОценок пока нет
- Formato Informe Individual ExtralaboralДокумент3 страницыFormato Informe Individual ExtralaboralKatherine PuertoОценок пока нет
- PHy POHДокумент35 страницPHy POHJEINY VIRGINIA KANTUTA FLORESОценок пока нет
- Mercado de DivisasДокумент20 страницMercado de DivisasLuisiTo SalsavilcaОценок пока нет