Вам также может понравиться
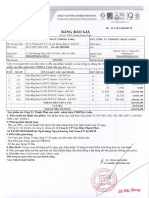
- BG25-1 Samec 03-02-2020 (Vincom Phan Văn Tri)Документ1 страницаBG25-1 Samec 03-02-2020 (Vincom Phan Văn Tri)SonNguyenОценок пока нет
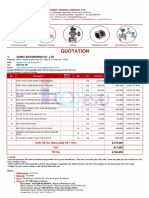
- Quotation - Iwisu - Samec-5-2-2020Документ2 страницыQuotation - Iwisu - Samec-5-2-2020SonNguyenОценок пока нет
- Quy DanДокумент1 страницаQuy DanSonNguyenОценок пока нет
- BG25 Samec 03-02-2020 (Vincom Quang Trung)Документ1 страницаBG25 Samec 03-02-2020 (Vincom Quang Trung)SonNguyenОценок пока нет
- Bao Gia Quy Dan 2Документ1 страницаBao Gia Quy Dan 2SonNguyenОценок пока нет
- Quotation - Iwisu - Samec-3-1-2020Документ1 страницаQuotation - Iwisu - Samec-3-1-2020SonNguyenОценок пока нет
- Bao Gia - Phuong LoanДокумент1 страницаBao Gia - Phuong LoanSonNguyenОценок пока нет
- CITECH Company Profile - 2020Документ18 страницCITECH Company Profile - 2020SonNguyenОценок пока нет
- Bolt and Nut Standard Size CatalogДокумент154 страницыBolt and Nut Standard Size Catalogiskandarmeran100% (1)
- Quotation - Iwisu - Samec-3-1-2020Документ1 страницаQuotation - Iwisu - Samec-3-1-2020SonNguyenОценок пока нет
- Test-02-Static With Fillet WeldДокумент16 страницTest-02-Static With Fillet WeldSonNguyenОценок пока нет
- Extracted Pages From TEMA 10th Edition 2019Документ1 страницаExtracted Pages From TEMA 10th Edition 2019SonNguyenОценок пока нет
- Bubble Into A Horizontal Double Pipe HEДокумент9 страницBubble Into A Horizontal Double Pipe HESonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ1 страницаPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ2 страницыPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ3 страницыPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ1 страницаPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- 000-OkДокумент2 страницы000-OkSonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ1 страницаPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- Preliminary: GermanyДокумент3 страницыPreliminary: GermanySonNguyenОценок пока нет
- Preliminary: Not Released For Fabrication!Документ2 страницыPreliminary: Not Released For Fabrication!SonNguyenОценок пока нет
- 100% Volume 5 M: PreliminaryДокумент3 страницы100% Volume 5 M: PreliminarySonNguyenОценок пока нет
- 8303344R 001-TrspДокумент1 страница8303344R 001-TrspSonNguyenОценок пока нет
- Niewiadomsky, AngelikaДокумент1 страницаNiewiadomsky, AngelikaSonNguyenОценок пока нет
- Cliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoДокумент8 страницCliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoSonNguyenОценок пока нет
- B-RO-M-TS-3034 - R13 (DUAL MEDIA FILTER) 1 OF 2-LayoutДокумент1 страницаB-RO-M-TS-3034 - R13 (DUAL MEDIA FILTER) 1 OF 2-LayoutSonNguyenОценок пока нет
- Circumferential Seam L.S. Longitudinal Seam L.S.H. Longitudinal Seam HeadДокумент1 страницаCircumferential Seam L.S. Longitudinal Seam L.S.H. Longitudinal Seam HeadSonNguyenОценок пока нет
- XPXXXX XBXX M2100 AD001 - 001 - 00 Layout1 PDFДокумент1 страницаXPXXXX XBXX M2100 AD001 - 001 - 00 Layout1 PDFSonNguyenОценок пока нет
- 5801353E 002-ModelДокумент1 страница5801353E 002-ModelSonNguyenОценок пока нет
- 8670 HAP3135 - HDS - REV 1 (250NB #2500 U Stamp)Документ3 страницы8670 HAP3135 - HDS - REV 1 (250NB #2500 U Stamp)SonNguyenОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Structural Welding Inspection: 2019 CBC: DSA Forms DSA PublicationsДокумент3 страницыStructural Welding Inspection: 2019 CBC: DSA Forms DSA PublicationsfracevОценок пока нет
- Iam MicroprojectДокумент2 страницыIam MicroprojectGabber IsbackОценок пока нет
- Automatic Room Light Controller With Visitor Counter-1Документ2 страницыAutomatic Room Light Controller With Visitor Counter-1Amitosh MishraОценок пока нет
- Application of Theory of Constraints in Health SystemsДокумент10 страницApplication of Theory of Constraints in Health SystemszafarОценок пока нет
- OGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistДокумент2 страницыOGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistTaylorОценок пока нет
- Interconnecting Cisco Networking Devices Part 1 (100-101) : Exam DescriptionДокумент5 страницInterconnecting Cisco Networking Devices Part 1 (100-101) : Exam DescriptionDaniel DelT̶̽͌͛ͭ̍̔҉̖̯̥̪͈a̛̘̙̠̯̲͝Оценок пока нет
- Optical FibreДокумент17 страницOptical Fibreshah alomОценок пока нет
- Zahvalnica Bla BlaДокумент2 страницыZahvalnica Bla BlaBiljanaJanjušević100% (1)
- 2014 Product Keys For Autodesk ProductsДокумент4 страницы2014 Product Keys For Autodesk ProductsNacer AssamОценок пока нет
- q64DA PDFДокумент1 страницаq64DA PDFSebastián LozadaОценок пока нет
- LinuxДокумент206 страницLinuxDinesh BhawnaniОценок пока нет
- SEPG and Consulting ProcessДокумент20 страницSEPG and Consulting ProcesszafzОценок пока нет
- Unit 1 Vehicle Components - BackДокумент20 страницUnit 1 Vehicle Components - BackCarlos CabreraОценок пока нет
- Cswip QuestionДокумент3 страницыCswip Questionfasith9534Оценок пока нет
- Qinhuangdao Red Ribbon ParkДокумент18 страницQinhuangdao Red Ribbon Parkjaya saputraОценок пока нет
- NAPCA TrainingДокумент149 страницNAPCA TrainingalejandroОценок пока нет
- FRAP AssayДокумент2 страницыFRAP AssayMayank Tandon94% (17)
- Instructions VbamДокумент2 страницыInstructions VbamAustin Yu LiuОценок пока нет
- ASTM A510 - 02 Steel WireДокумент7 страницASTM A510 - 02 Steel WireRamirez IndelebleОценок пока нет
- Obturation Techniques and DevicesДокумент29 страницObturation Techniques and DevicesArivinthaan Tanigajalam100% (1)
- Windows 10 Volume Licensing GuideДокумент19 страницWindows 10 Volume Licensing GuideVijayОценок пока нет
- Database Design Concepts Introduction NotesДокумент42 страницыDatabase Design Concepts Introduction NotesmunatsiОценок пока нет
- Exxon 6101Документ2 страницыExxon 6101M. Kürşad ArslanОценок пока нет
- Fire ProtectionДокумент44 страницыFire ProtectionAbdul JabbarОценок пока нет
- 4.0L EngineДокумент347 страниц4.0L EngineCapssa Oscar100% (2)
- TemperaturaДокумент2 страницыTemperaturakamalОценок пока нет
- FC Model - 012201Документ4 страницыFC Model - 012201jlvega18Оценок пока нет
- Stator Earth Fault in 200MW Generator-A Case StudyДокумент5 страницStator Earth Fault in 200MW Generator-A Case StudylrpatraОценок пока нет
- Kata LogДокумент48 страницKata LogsofiakeramikОценок пока нет
- Chapter 3 Waveform Coding Techniques PDFДокумент33 страницыChapter 3 Waveform Coding Techniques PDFEunielyn SecretoОценок пока нет