Вам также может понравиться
- Problema 2.3.1 PDFДокумент3 страницыProblema 2.3.1 PDFnico123456789Оценок пока нет
- Figure R4-1: Vacuum Column FlowsheetДокумент18 страницFigure R4-1: Vacuum Column Flowsheetnico123456789Оценок пока нет
- Problema 3.3.1Документ3 страницыProblema 3.3.1nico123456789Оценок пока нет
- R5 - FCC Main Fractionator: Process DataДокумент24 страницыR5 - FCC Main Fractionator: Process Datanico123456789Оценок пока нет
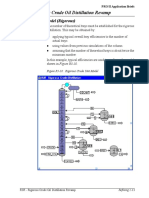
- R3R - Rigorous Crude Oil Distillation RevampДокумент20 страницR3R - Rigorous Crude Oil Distillation Revampnico123456789Оценок пока нет
- A2 - Phenol Distillation: Process DataДокумент12 страницA2 - Phenol Distillation: Process Datanico123456789Оценок пока нет
- R6 - Sour Water Stripper: Process DataДокумент8 страницR6 - Sour Water Stripper: Process Datanico123456789Оценок пока нет
- Cyclohexane Production Workshop: Introduction To Aspen PlusДокумент2 страницыCyclohexane Production Workshop: Introduction To Aspen Plusnico123456789Оценок пока нет
- Reactor Models: Introduction To Aspen PlusДокумент8 страницReactor Models: Introduction To Aspen Plusnico123456789Оценок пока нет
- Basic Input: Introduction To Aspen PlusДокумент27 страницBasic Input: Introduction To Aspen Plusnico123456789Оценок пока нет
- Process Advancement in Chemistry and Chemical Engineering Research (2015) PDFДокумент378 страницProcess Advancement in Chemistry and Chemical Engineering Research (2015) PDFnico123456789Оценок пока нет
- Rigorous Heat Exchanger: Schematic OfaДокумент5 страницRigorous Heat Exchanger: Schematic Ofanico123456789Оценок пока нет
- DSTWU - A Shortcut Distillation Model in Aspen Plus® V8.0: 1. Lesson ObjectivesДокумент39 страницDSTWU - A Shortcut Distillation Model in Aspen Plus® V8.0: 1. Lesson Objectivesnico123456789Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Cell Structure and TransportДокумент4 страницыCell Structure and TransportAena Valerie CaalimОценок пока нет
- Material Studies: Dr. Trịnh Thị Thanh Huyền October 2022Документ60 страницMaterial Studies: Dr. Trịnh Thị Thanh Huyền October 2022Bich Nga BuiОценок пока нет
- Taylor Southon NI&M-B 2007 PDFДокумент6 страницTaylor Southon NI&M-B 2007 PDFSean Pitman, MDОценок пока нет
- Glencoe Science Green Chapter 9 ResourcesДокумент45 страницGlencoe Science Green Chapter 9 ResourcesRommel Bauza50% (2)
- Example 3.1: SolutionДокумент8 страницExample 3.1: SolutionDaniel DincaОценок пока нет
- AssignmenticsДокумент4 страницыAssignmenticssattar280% (1)
- ECOCEMДокумент24 страницыECOCEMoneakshayОценок пока нет
- SustainabilityДокумент33 страницыSustainabilityConstanza CabreraОценок пока нет
- Mold Advance Course BookДокумент121 страницаMold Advance Course Bookshahzad afzal100% (6)
- Current Trends of Blade Cooling in Gas TurbinesДокумент14 страницCurrent Trends of Blade Cooling in Gas TurbinesPRAVEENОценок пока нет
- Taxonomy Test Review With ANSДокумент4 страницыTaxonomy Test Review With ANSdani abrahaОценок пока нет
- Introduction To PalaeontologyДокумент50 страницIntroduction To PalaeontologyRk PriyaОценок пока нет
- Rab 5 KW PAK PURДокумент3 страницыRab 5 KW PAK PURilhamОценок пока нет
- World Energy Council 2013 World Energy Resources: CoalДокумент32 страницыWorld Energy Council 2013 World Energy Resources: CoalIswan ArpadiОценок пока нет
- The Shepherd of Banbury's Rules To Judge of The Changes of The Weather, Grounded On Forty Years' Experience by Claridge, JohnДокумент30 страницThe Shepherd of Banbury's Rules To Judge of The Changes of The Weather, Grounded On Forty Years' Experience by Claridge, JohnGutenberg.org100% (1)
- Revision Notes - Unit 2 AQA Physics A-LevelДокумент12 страницRevision Notes - Unit 2 AQA Physics A-LevelElliot ThomasОценок пока нет
- Chapter-09 Test BankДокумент40 страницChapter-09 Test BankJohn Cross100% (1)
- Renewable Energy Systems (Inter Disciplinary Elective - I)Документ2 страницыRenewable Energy Systems (Inter Disciplinary Elective - I)vishallchhayaОценок пока нет
- TOEFLДокумент5 страницTOEFLNIDA FITHRIAОценок пока нет
- Biogeography & EvolutionДокумент11 страницBiogeography & EvolutionDaniel Berry100% (1)
- Prof. B V S Viswanadham, Department of Civil Engineering, IIT BombayДокумент30 страницProf. B V S Viswanadham, Department of Civil Engineering, IIT BombayShanu SinghОценок пока нет
- Hiring of Consultant For DFR of 9MW Ground Mounted Solar ProjectДокумент2 страницыHiring of Consultant For DFR of 9MW Ground Mounted Solar ProjectsubudhiprasannaОценок пока нет
- Dane Rudhyar The Astrology of TransformationДокумент58 страницDane Rudhyar The Astrology of Transformationceudekarnak100% (5)
- C - 2 (Assignment-1) FINALДокумент8 страницC - 2 (Assignment-1) FINALSachin DedhiaОценок пока нет
- NLSP I - RubberДокумент27 страницNLSP I - RubberbalachandarОценок пока нет
- Environmental Science GR 7 q1 Week 1 Subtask 1Документ17 страницEnvironmental Science GR 7 q1 Week 1 Subtask 1Majin BuuОценок пока нет
- EWG LUT 100RE All Sectors Global Report 2019 PDFДокумент321 страницаEWG LUT 100RE All Sectors Global Report 2019 PDFPai BuabthongОценок пока нет
- Vortex TurbineДокумент7 страницVortex TurbineMariana Rios RochaОценок пока нет
- Green HydrogenДокумент15 страницGreen HydrogenG.RameshОценок пока нет
- Engineering Geology: Katsuo Sasahara, Naoki SakaiДокумент9 страницEngineering Geology: Katsuo Sasahara, Naoki SakaiRehan HakroОценок пока нет