Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Astm A53 A53mДокумент23 страницыAstm A53 A53mRaviprakash Chauhan100% (2)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Cantilever Sheet Pile WallsДокумент13 страницCantilever Sheet Pile WallsRedot50% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Fema 450 1 Provisions PDFДокумент308 страницFema 450 1 Provisions PDFRaul Becerra FalomirОценок пока нет
- BOQ For Waterproofing Works: Modern IT Solutions, NoidaДокумент4 страницыBOQ For Waterproofing Works: Modern IT Solutions, NoidaAbhinav Saini100% (1)
- Concrete Pavement Design: Technical SummaryДокумент2 страницыConcrete Pavement Design: Technical SummaryHaris Restu UtamaОценок пока нет
- Design of Spill Through Abutment FoundationДокумент42 страницыDesign of Spill Through Abutment Foundationinfra120Оценок пока нет
- Standard Hooks Card-ASTM PDFДокумент2 страницыStandard Hooks Card-ASTM PDFIsmael PerezОценок пока нет
- Paste Thickener Design and Operation Selected To Achieve Downstream RequirementsДокумент23 страницыPaste Thickener Design and Operation Selected To Achieve Downstream RequirementsAlfredo CollantesОценок пока нет
- Mod 1 Precast and Cast in PlaceДокумент28 страницMod 1 Precast and Cast in PlaceNiel SalgadoОценок пока нет
- 2012 Microtunnel SuppДокумент36 страниц2012 Microtunnel SuppHua Hidari YangОценок пока нет
- MTC Pipa Kotak 60x2, 50x2Документ1 страницаMTC Pipa Kotak 60x2, 50x2Pahala LumbantoruanОценок пока нет
- Footing Tie Beam Schedule (F'C 27.56 Mpa)Документ1 страницаFooting Tie Beam Schedule (F'C 27.56 Mpa)Joshua VacaroОценок пока нет
- A Study On The Strength Development of Geopolymer Concrete Using Fly AshДокумент5 страницA Study On The Strength Development of Geopolymer Concrete Using Fly AshRafiur RahmanОценок пока нет
- Anna University - Department of Civil - Structural Engineering DivisionДокумент2 страницыAnna University - Department of Civil - Structural Engineering Divisiondhaval2011Оценок пока нет
- Fatigue Improvement of Welds by Ultrasonic Impact TreatmentДокумент30 страницFatigue Improvement of Welds by Ultrasonic Impact TreatmentSebastián Díaz ConstanzoОценок пока нет
- 2-CE 305 MOD 2 Singly RCFДокумент10 страниц2-CE 305 MOD 2 Singly RCFLester Khiets RoaОценок пока нет
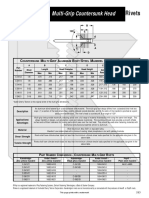
- Rivets Multi Grip CountersunkДокумент1 страницаRivets Multi Grip CountersunkIsrael OluwagbemiОценок пока нет
- EzyBrace 2011 Technical BookДокумент32 страницыEzyBrace 2011 Technical BookHaisheng YinОценок пока нет
- Module I Basic Drawings - : (Categoryno.574/2017,575/2017Документ2 страницыModule I Basic Drawings - : (Categoryno.574/2017,575/2017harithaОценок пока нет
- Material properties factors - deff, Kd,m, Kd,pДокумент5 страницMaterial properties factors - deff, Kd,m, Kd,pyanpainОценок пока нет
- Sample Intellibuild EstimateДокумент23 страницыSample Intellibuild EstimateRomani Noel S. Chavez Jr.Оценок пока нет
- Nishihara PDFДокумент15 страницNishihara PDFBill BatОценок пока нет
- Structural Design of A Reinforced Box Culvert PDFДокумент33 страницыStructural Design of A Reinforced Box Culvert PDFRaja RajanОценок пока нет
- Steel Structures Part B High Rise BuildingsДокумент200 страницSteel Structures Part B High Rise BuildingsMois DanielОценок пока нет
- HFC 134a A/C TROUBLE SHOOTING I (REFRIGERATION CIRCUIT ... For Insufficient Cooling - Unusual Pressure) Result of Diagnosis (Primary Cause) Causes Counter MeasuresДокумент3 страницыHFC 134a A/C TROUBLE SHOOTING I (REFRIGERATION CIRCUIT ... For Insufficient Cooling - Unusual Pressure) Result of Diagnosis (Primary Cause) Causes Counter MeasuresАлександрОценок пока нет
- PCI Bridge Manual Chapter 11 Key ConceptsДокумент91 страницаPCI Bridge Manual Chapter 11 Key ConceptsrammirisОценок пока нет
- EI2303 Industrial Instrumentation 2Документ6 страницEI2303 Industrial Instrumentation 2Ramanathan SunderОценок пока нет
- Effective use of bone ash in constructionДокумент3 страницыEffective use of bone ash in constructionManuОценок пока нет
- Nelson Point To End GunДокумент48 страницNelson Point To End GuntgcbrОценок пока нет
- CMT MidtermsДокумент12 страницCMT MidtermsMarycorОценок пока нет