Вам также может понравиться
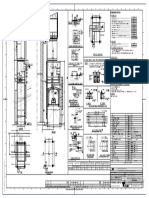
- Electrical Documentation For Radar Level TransmitterДокумент6 страницElectrical Documentation For Radar Level TransmittersatfasОценок пока нет
- Takraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingДокумент6 страницTakraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingJakesОценок пока нет
- Methods For Design of Hoppers, Silo's, Bins & BunkersДокумент10 страницMethods For Design of Hoppers, Silo's, Bins & BunkersJaco KotzeОценок пока нет
- Parts List For Electrostatic Precipitator 1F400/H2P1/3x40-1x128150/1K/1K/L2D Access FacilitiesДокумент12 страницParts List For Electrostatic Precipitator 1F400/H2P1/3x40-1x128150/1K/1K/L2D Access Facilitieshiddenhidden16Оценок пока нет
- Report Bhushan SteelДокумент16 страницReport Bhushan Steelshweta_770587Оценок пока нет
- All RubberДокумент157 страницAll RubberIvan MaciasОценок пока нет
- Bokaro Steel PlantДокумент3 страницыBokaro Steel PlantSayan ChatterjeeОценок пока нет
- Belt Weigh Scale PDFДокумент33 страницыBelt Weigh Scale PDFMohammad AsifОценок пока нет
- MMD 1000 MobileДокумент3 страницыMMD 1000 MobileRicardo Moreno RachelОценок пока нет
- Boiler Tube Oxide-Scale Thickness Measurement - GEIT Application PDFДокумент2 страницыBoiler Tube Oxide-Scale Thickness Measurement - GEIT Application PDFrhinemineОценок пока нет
- GTS 2Документ730 страницGTS 2Aveek Sengupta100% (1)
- Ramsey Conveyor Protection SwitchesДокумент6 страницRamsey Conveyor Protection SwitchesArif AmirОценок пока нет
- Rotary Valves ZRSДокумент7 страницRotary Valves ZRSkosmcОценок пока нет
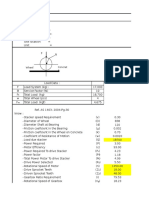
- Scope of Work For Apron Feeder PDFДокумент1 страницаScope of Work For Apron Feeder PDFSanjay Sharma100% (1)
- MC600 Modular Conveyor: Revision 12 January 2014 Document Number: PCM-03-02-02Документ60 страницMC600 Modular Conveyor: Revision 12 January 2014 Document Number: PCM-03-02-02Carl RichterОценок пока нет
- Grizzly Vibratory FeedersДокумент2 страницыGrizzly Vibratory Feedersali kajbafОценок пока нет
- Screening Efficiency of Vibrating ScreensДокумент5 страницScreening Efficiency of Vibrating Screensalfavector100% (1)
- 9103 PDFДокумент3 страницы9103 PDFEong Huat Corporation Sdn BhdОценок пока нет
- Barrel Reclaimers TRFДокумент4 страницыBarrel Reclaimers TRFkaustavОценок пока нет
- EagleBurgmann - Fabric Expansion Jont PDFДокумент28 страницEagleBurgmann - Fabric Expansion Jont PDFAnh VoОценок пока нет
- NHI Brief IntroductionДокумент56 страницNHI Brief IntroductionThanhluan NguyenОценок пока нет
- Efaa011741 1 0Документ1 страницаEfaa011741 1 0Hemant PatilОценок пока нет
- Jaw CrusherДокумент4 страницыJaw CrusherRebekah HaleОценок пока нет
- Ausenco - Foundation Loading DiagramsДокумент1 страницаAusenco - Foundation Loading DiagramsRonald ReynoldsОценок пока нет
- Sap Inspection Lot Status - 4 Jan 2017Документ3 страницыSap Inspection Lot Status - 4 Jan 2017bahrian907Оценок пока нет
- Aa - Spec - 248002 Materials Handling Machines Structural Components SpecificationДокумент47 страницAa - Spec - 248002 Materials Handling Machines Structural Components Specificationjonodo89100% (1)
- Datasheet Sandvik 6r35 enДокумент7 страницDatasheet Sandvik 6r35 enSimone FerronОценок пока нет
- DTS - Belt Conveyor Data SheetДокумент3 страницыDTS - Belt Conveyor Data SheetBRUNA NASCIMENTOОценок пока нет
- ABB CatalogueДокумент6 страницABB CatalogueNavneet SinghОценок пока нет
- TB - T 2843-2007Документ21 страницаTB - T 2843-2007erdemОценок пока нет
- Rope Stuff For NDT Is GreatДокумент6 страницRope Stuff For NDT Is GreatSteve MorrisonОценок пока нет
- AWS D1.1-D1.1M-2015 - Pagina-110Документ1 страницаAWS D1.1-D1.1M-2015 - Pagina-110Gedalías MartínezОценок пока нет
- Quotation of Hzs90 Concrete Batching PlantДокумент5 страницQuotation of Hzs90 Concrete Batching PlantZarko LazicОценок пока нет
- ABB Drive and Motor Selector ACS880-04 Module PDFДокумент3 страницыABB Drive and Motor Selector ACS880-04 Module PDFBataa BatsuuriОценок пока нет
- Uranium Corporation of India Limited P.O: Jaduguda Mines, Jharkhand - 832102Документ4 страницыUranium Corporation of India Limited P.O: Jaduguda Mines, Jharkhand - 832102arsanioseОценок пока нет
- Boogie Stacker: Concret e WheelДокумент4 страницыBoogie Stacker: Concret e WheelWaris La Joi WakatobiОценок пока нет
- Datasheet Sandvik 2re69 enДокумент9 страницDatasheet Sandvik 2re69 enMuzammilОценок пока нет
- Nalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSДокумент2 страницыNalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSAlok NayakОценок пока нет
- Thyssenkrupp - Jaw Crusher PDFДокумент7 страницThyssenkrupp - Jaw Crusher PDFFernando MilmanОценок пока нет
- VM1-009 Cement Processing 2014 WebДокумент12 страницVM1-009 Cement Processing 2014 Webvegamarco80Оценок пока нет
- FEECO Complete OfferingsДокумент8 страницFEECO Complete OfferingsawfahОценок пока нет
- Unpriced Offer PNR 61325044Документ10 страницUnpriced Offer PNR 61325044Aakash JainОценок пока нет
- Detail Study of Working in Blast Furnace Area (Vizag Steel Plant)Документ42 страницыDetail Study of Working in Blast Furnace Area (Vizag Steel Plant)kselvan_1Оценок пока нет
- Volume - 1 TSM-02.08.18 PDFДокумент251 страницаVolume - 1 TSM-02.08.18 PDFruhul01Оценок пока нет
- Sine Wave FiltreДокумент49 страницSine Wave FiltreozgurvegencОценок пока нет
- Vertical and Horizontal Screw ConveyorsДокумент4 страницыVertical and Horizontal Screw ConveyorsLLОценок пока нет
- Aa Spec 673018Документ12 страницAa Spec 673018JDОценок пока нет
- Techno-Commercial Proposal - Slitting Machine - Rev 01Документ9 страницTechno-Commercial Proposal - Slitting Machine - Rev 01Chandru ChristurajОценок пока нет
- Design of Feeder System For Crusher PlantДокумент97 страницDesign of Feeder System For Crusher PlantYidenek NgussieОценок пока нет
- RSP TDC For SAIL WR400 Plates-FinalДокумент1 страницаRSP TDC For SAIL WR400 Plates-FinalRAMAKRISHNAN R100% (1)
- 20.312 - D25 - Rev 01 Site Installation Method StatementДокумент34 страницы20.312 - D25 - Rev 01 Site Installation Method StatementLuz ArazolaОценок пока нет
- EN 10025 S355K2G3 / ABS EH 36 High Tensile Strength Plate: Sin Thai Special Steel Co., LTDДокумент1 страницаEN 10025 S355K2G3 / ABS EH 36 High Tensile Strength Plate: Sin Thai Special Steel Co., LTDJEORJEОценок пока нет
- Conveyor Industry Conveyors PDF: Uploads 2012/06Документ6 страницConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaОценок пока нет
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsДокумент5 страницCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- Man 183 - 1Документ22 страницыMan 183 - 1Aleks SenaОценок пока нет
- Man 183-3 - 04 - 10Документ18 страницMan 183-3 - 04 - 10Aleks SenaОценок пока нет
- MBN 10494-6 2016-03Документ22 страницыMBN 10494-6 2016-03cmorabitoОценок пока нет
- Agco - Cfsen04018 (2011 Yılı)Документ6 страницAgco - Cfsen04018 (2011 Yılı)CEMRE YAŞLIОценок пока нет
- Cable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataДокумент3 страницыCable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataVlad MaziluОценок пока нет
- CR (VI) - Free Corrosion Protection Systems For Components For Commercial Vehicle EngineeringДокумент25 страницCR (VI) - Free Corrosion Protection Systems For Components For Commercial Vehicle EngineeringColor y DiversiónОценок пока нет
- ArtRage 4 ManualДокумент135 страницArtRage 4 ManualVioricaSpasenie100% (1)
- 3c Report by Sushant Kumar PadhyДокумент17 страниц3c Report by Sushant Kumar Padhyanon_8360934920% (1)
- Price ListДокумент7 страницPrice ListKaizer DAn84% (55)
- ADM Fuels and Industrials CatalogДокумент24 страницыADM Fuels and Industrials CatalogjumpupdnbdjОценок пока нет
- PT7000 PaintStripper TD BothLanguagesДокумент2 страницыPT7000 PaintStripper TD BothLanguagesJose TОценок пока нет
- Disclosure To Promote The Right To InformationДокумент12 страницDisclosure To Promote The Right To InformationSriram SubramanianОценок пока нет
- Mitsu Carbon BlackДокумент1 страницаMitsu Carbon BlackBoonyarit LurdgrienggraiyingОценок пока нет
- Ashford Formula Spec Data SheetДокумент4 страницыAshford Formula Spec Data Sheetcaleb pazОценок пока нет
- PF Aquaforte Brochure - 04.04.12Документ2 страницыPF Aquaforte Brochure - 04.04.12ukalОценок пока нет
- Painting GuideДокумент29 страницPainting GuidekenОценок пока нет
- Technical SpecificationДокумент6 страницTechnical SpecificationAyse ClkОценок пока нет
- Paint Industry Analysis: Presented By, Rarichan MathewДокумент21 страницаPaint Industry Analysis: Presented By, Rarichan MathewAlexОценок пока нет
- Silicate - or Epoxy Zinc PrimersДокумент16 страницSilicate - or Epoxy Zinc PrimersChioibasNicolae100% (1)
- Department of Technical EducationДокумент14 страницDepartment of Technical EducationManoj insulkarОценок пока нет
- Bgas PA10Документ23 страницыBgas PA10Ajith PayyanurОценок пока нет
- Paint TerminologyДокумент9 страницPaint TerminologyKAMAL BEHLОценок пока нет
- Discontinuous LearningДокумент232 страницыDiscontinuous LearningJhonVelascoОценок пока нет
- EmulsionДокумент8 страницEmulsiontata_77Оценок пока нет
- Airbus CMLДокумент132 страницыAirbus CMLKnashye Nh80% (5)
- Interior Painting WoodworksДокумент7 страницInterior Painting WoodworksanaОценок пока нет
- A Project/Seminar Report On Enhancement in Properties of Waterborne Acrylic ResinДокумент34 страницыA Project/Seminar Report On Enhancement in Properties of Waterborne Acrylic ResinDevesh jichkarОценок пока нет
- Sor 16-17 PDFДокумент524 страницыSor 16-17 PDFRamuCivilОценок пока нет
- Acrylics Secrets EbookДокумент93 страницыAcrylics Secrets Ebookkkant7895% (22)
- Foster: Properties Foster Sealfas CoatingДокумент2 страницыFoster: Properties Foster Sealfas CoatingAtiqSayalОценок пока нет
- Bipigard Coaltar Finish PDFДокумент2 страницыBipigard Coaltar Finish PDFKhirod KroutОценок пока нет
- Var - Pai - Fun Rev - 2 101Документ1 страницаVar - Pai - Fun Rev - 2 101MatteoОценок пока нет
- Tischler Studio GuideДокумент104 страницыTischler Studio GuideYasminОценок пока нет
- Manual Book Ex60-5 75ur-3 75urlc-3-1-89Документ89 страницManual Book Ex60-5 75ur-3 75urlc-3-1-89Em sulistio67% (6)
- FEVE Fluoropolymer Emulsions For Performance Improvement in Architectural CoatingsДокумент32 страницыFEVE Fluoropolymer Emulsions For Performance Improvement in Architectural CoatingsThanh VuОценок пока нет