Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Atlas of Feline Anatomy For VeterinariansДокумент275 страницAtlas of Feline Anatomy For VeterinariansДибензол Ксазепин100% (4)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Complaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYДокумент38 страницComplaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYscl1116953Оценок пока нет
- SA 8000 Audit Check List VeeraДокумент6 страницSA 8000 Audit Check List Veeranallasivam v92% (12)
- Reverse Osmosis Desalination: Our Global Expertise To Address Water ScarcityДокумент16 страницReverse Osmosis Desalination: Our Global Expertise To Address Water Scarcitynice guyОценок пока нет
- Energy Optimization of A Large Central Plant Chilled Water SystemДокумент24 страницыEnergy Optimization of A Large Central Plant Chilled Water Systemmuoi2002Оценок пока нет
- BHP Billiton Petroleum Contract Letter For ABDUL SATTARДокумент5 страницBHP Billiton Petroleum Contract Letter For ABDUL SATTARAbdul SattarОценок пока нет
- Akash Singh Report On Buying Behaviour of Consumer at Big BazaarДокумент117 страницAkash Singh Report On Buying Behaviour of Consumer at Big BazaarAkash SinghОценок пока нет
- Submitted in The Partial Fulfillment of The Requirements For The Degree of Masters of Business AdministrationДокумент120 страницSubmitted in The Partial Fulfillment of The Requirements For The Degree of Masters of Business AdministrationAkash SinghОценок пока нет
- Jagriti CUSTOMER ATTITUDE TOWARDS HDFC CREDIT CARDSДокумент103 страницыJagriti CUSTOMER ATTITUDE TOWARDS HDFC CREDIT CARDSAkash SinghОценок пока нет
- Consumer Behaviour Towards Big Bazaar PDFДокумент44 страницыConsumer Behaviour Towards Big Bazaar PDFAkash SinghОценок пока нет
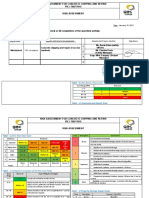
- Ra Concrete Chipping 7514Документ5 страницRa Concrete Chipping 7514Charles DoriaОценок пока нет
- (Engine International Air Pollution Prevention) : EIAPP CertificateДокумент2 страницы(Engine International Air Pollution Prevention) : EIAPP CertificateTan DatОценок пока нет
- Cis MSCMДокумент15 страницCis MSCMOliver DimailigОценок пока нет
- Form 28 Attendence RegisterДокумент1 страницаForm 28 Attendence RegisterSanjeet SinghОценок пока нет
- Chapter Six Account Group General Fixed Assets Account Group (Gfaag)Документ5 страницChapter Six Account Group General Fixed Assets Account Group (Gfaag)meseleОценок пока нет
- DR K.M.NAIR - GEOSCIENTIST EXEMPLARДокумент4 страницыDR K.M.NAIR - GEOSCIENTIST EXEMPLARDrThrivikramji KythОценок пока нет
- Overall Summary:: SAP MM Certified Associate & SAP Certification ID: 0019350978Документ6 страницOverall Summary:: SAP MM Certified Associate & SAP Certification ID: 0019350978Ganapathi RajОценок пока нет
- Onuaguluchi1996 1Документ10 страницOnuaguluchi1996 1IkaSugihartatikОценок пока нет
- Form - Pelaporan B3Документ16 страницForm - Pelaporan B3sukma nugraОценок пока нет
- Liebherr 2956 Manual de UsuarioДокумент27 страницLiebherr 2956 Manual de UsuarioCarona FeisОценок пока нет
- Scoop of Practice aOTAДокумент9 страницScoop of Practice aOTAfercespedОценок пока нет
- 4 StartUp GuideДокумент2 страницы4 StartUp GuideSamuel RomeroОценок пока нет
- A V N 2 0 0 0 9 Airspace Management and Air Traffic Services Assignment 1Документ2 страницыA V N 2 0 0 0 9 Airspace Management and Air Traffic Services Assignment 1Tanzim Islam KhanОценок пока нет
- Faraz Chem ProjectДокумент13 страницFaraz Chem ProjectFaraz AhmedОценок пока нет
- Tri-Partite Agreement AssociationДокумент9 страницTri-Partite Agreement AssociationThiyagarjanОценок пока нет
- New Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsДокумент2 страницыNew Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsPR.comОценок пока нет
- MPERSДокумент1 страницаMPERSKen ChiaОценок пока нет
- Biology 1st Term PaperДокумент2 страницыBiology 1st Term PapershrirahulambadkarОценок пока нет
- ECE R10 Certification Guide-Edition 1.3Документ33 страницыECE R10 Certification Guide-Edition 1.3Ôm Pŕâkẵsh PẵñdêýОценок пока нет
- A6V10424583 - 2 - and 3-Port Valves With - BR - Flanged Connections - enДокумент14 страницA6V10424583 - 2 - and 3-Port Valves With - BR - Flanged Connections - enAjdin BuljubasicОценок пока нет
- Sebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangДокумент7 страницSebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangRiyo RiyoОценок пока нет
- Abfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdДокумент14 страницAbfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdLucianoОценок пока нет
- ომარ ხაიამი - რობაიები (პარალელური ტექსტები)Документ31 страницаომარ ხაიამი - რობაიები (პარალელური ტექსტები)გენო მუმლაძეОценок пока нет
- 21 05 20 Montgomery AssocДокумент1 страница21 05 20 Montgomery AssocmbamgmОценок пока нет