Вам также может понравиться
- Friction SpinningДокумент9 страницFriction SpinningAnonymous Pt7NHkat9Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Loom SettingsДокумент4 страницыLoom SettingsAnonymous Pt7NHkat9Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Friction SpinningДокумент42 страницыFriction SpinningAnonymous Pt7NHkat9Оценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- MCQ - 2 (Spinning) PDFДокумент2 страницыMCQ - 2 (Spinning) PDFAnonymous Pt7NHkat9100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Action Items For Faculty Members of TNДокумент2 страницыAction Items For Faculty Members of TNAnonymous Pt7NHkat9Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Classimat Yarn Faults - 16174 PDFДокумент10 страницClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9Оценок пока нет
- GATE 2013: Answer Keys For TF - Textile Engineering and Fibre ScienceДокумент1 страницаGATE 2013: Answer Keys For TF - Textile Engineering and Fibre ScienceAnonymous Pt7NHkat9Оценок пока нет
- MCQ (1) SpinningДокумент3 страницыMCQ (1) SpinningAnonymous Pt7NHkat9100% (3)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Classimat Yarn Faults - 16174 PDFДокумент10 страницClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- GATE Textile Engineering Paper 2015Документ8 страницGATE Textile Engineering Paper 2015Anonymous Pt7NHkat9Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Warping 140522102148 Phpapp02Документ65 страницWarping 140522102148 Phpapp02Anonymous Pt7NHkat9Оценок пока нет
- Fibers: Porosity Prediction of Plain Weft Knitted FabricsДокумент11 страницFibers: Porosity Prediction of Plain Weft Knitted FabricsAnonymous Pt7NHkat9Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Fabric GeometryДокумент21 страницаFabric GeometryAnonymous Pt7NHkat9Оценок пока нет
- Yarn Manufacture - Set of 2 VolsДокумент2 страницыYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9Оценок пока нет
- Prednaska 4Документ14 страницPrednaska 4Anonymous Pt7NHkat9Оценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Textile Basic SpinningДокумент21 страницаTextile Basic SpinningAnonymous Pt7NHkat9100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Tangling With Wool - Woollen or Worsted?Документ3 страницыTangling With Wool - Woollen or Worsted?Anonymous Pt7NHkat9Оценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Eighth SessionДокумент12 страницEighth SessionAnonymous Pt7NHkat9Оценок пока нет
- Slope Stability AnalysisДокумент16 страницSlope Stability AnalysisRajesh KhadkaОценок пока нет
- SO-0031 - T316 Fs0in - 023Документ131 страницаSO-0031 - T316 Fs0in - 023Krum Kashavarov100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Digital Time StampingДокумент22 страницыDigital Time StampingSunil Vicky VohraОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Quality Assurance and ValidationДокумент62 страницыQuality Assurance and ValidationMacharia ZachariaОценок пока нет
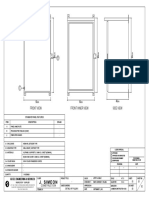
- Pullbox Nema 3r Rv.0Документ1 страницаPullbox Nema 3r Rv.0Jholo SicabaloОценок пока нет
- Iraudamp3 - 120W X 6 Channel Class D Audio Power Amplifier Using IRS20124S and IRF6645Документ40 страницIraudamp3 - 120W X 6 Channel Class D Audio Power Amplifier Using IRS20124S and IRF6645Anonymous R0s4q9X8Оценок пока нет
- Effectos de Cromado en Microestrutura y Propiedades de Anticorrosion 316LДокумент11 страницEffectos de Cromado en Microestrutura y Propiedades de Anticorrosion 316Lraulpalma93Оценок пока нет
- Package Power JackДокумент5 страницPackage Power JackMae MegumiОценок пока нет
- Dimensional Modelling by ExampleДокумент132 страницыDimensional Modelling by ExampleFeras Alswairky100% (1)
- Catalogue TD InsulatorsДокумент26 страницCatalogue TD InsulatorsBery HamidОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- APIs and Business Functions GuideДокумент104 страницыAPIs and Business Functions GuideSindhu RamОценок пока нет
- GX15 #12 Console (Jenkins) PDFДокумент75 страницGX15 #12 Console (Jenkins) PDFAnonymous fiWm7O2Оценок пока нет
- Amine Gas Sweetening Systems PsДокумент3 страницыAmine Gas Sweetening Systems Pscanada_198020008918Оценок пока нет
- Camino Frances GuideДокумент162 страницыCamino Frances GuidegregdedmanОценок пока нет
- 390 Illustrated Parts CatalogДокумент145 страниц390 Illustrated Parts CatalogEricson ViaОценок пока нет
- 45 - 6575 - EE514 - 2011 - 1 - 2 - 1 - EE 514 Lec - 02Документ48 страниц45 - 6575 - EE514 - 2011 - 1 - 2 - 1 - EE 514 Lec - 02Laxmikant BagaleОценок пока нет
- SurgeTest EPCOSДокумент33 страницыSurgeTest EPCOSSabina MaukoОценок пока нет
- Javascript and JquerylearningДокумент13 страницJavascript and Jquerylearningilias ahmedОценок пока нет
- Conpress: Moidinafsan - Cv15@Rvce - Edu.InДокумент3 страницыConpress: Moidinafsan - Cv15@Rvce - Edu.InMoidin AfsanОценок пока нет
- 2017 LATBSDC CRITERIA - Final - 06 08 17 PDFДокумент72 страницы2017 LATBSDC CRITERIA - Final - 06 08 17 PDFRannie IsonОценок пока нет
- SasaДокумент20 страницSasaSpinu AlexandruОценок пока нет
- Classification of MissileДокумент4 страницыClassification of MissileMoaz Hussain100% (1)
- DVD BlueSkyДокумент13 страницDVD BlueSkycarlosОценок пока нет
- FLOOR PLAN - PDF Version 1Документ1 страницаFLOOR PLAN - PDF Version 1Carlisle ChuaОценок пока нет
- Health REST API Specification 2.9.6 WorldwideДокумент55 страницHealth REST API Specification 2.9.6 WorldwideAll About Your Choose Entertain100% (5)
- Buzzer WT1205Документ1 страницаBuzzer WT1205Tiago Alves Dos SantosОценок пока нет
- Documents - MX Designing With The Nios II Processor and Qsys 1day 11 0 ModifiedДокумент197 страницDocuments - MX Designing With The Nios II Processor and Qsys 1day 11 0 Modifiedrpfr0Оценок пока нет
- LSMW - Tips and TricksДокумент2 страницыLSMW - Tips and TricksSiddharth ZaveriОценок пока нет
- Barber CatalogueДокумент60 страницBarber CatalogueGeorge Mihail Man0% (1)
- Earth Auger MachineДокумент2 страницыEarth Auger MachineCikgu VelooОценок пока нет
- House Rules: How to Decorate for Every Home, Style, and BudgetОт EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetОценок пока нет
- Funny Amigurumi: 16 Creatures & Their Accessories to CrochetОт EverandFunny Amigurumi: 16 Creatures & Their Accessories to CrochetРейтинг: 5 из 5 звезд5/5 (1)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsОт EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsОценок пока нет