Вам также может понравиться
- Mise en Forme Du Zinc Et de Ses Alliages: Ronald RACEKДокумент12 страницMise en Forme Du Zinc Et de Ses Alliages: Ronald RACEKZINE SalouaОценок пока нет
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОт EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceОценок пока нет
- Traitements Par Voie ChimiqueДокумент7 страницTraitements Par Voie ChimiqueOualidОценок пока нет
- Élaboration Des Fontes (Hormis Les Fontes Malléables) : Jean-Claude MARGERIEДокумент19 страницÉlaboration Des Fontes (Hormis Les Fontes Malléables) : Jean-Claude MARGERIEimen mehriОценок пока нет
- Moulages Des Alliages D'aluminium Généralités - Moules DestrucДокумент14 страницMoulages Des Alliages D'aluminium Généralités - Moules DestrucCherche Annonce AnnonceОценок пока нет
- b7270 PDFДокумент15 страницb7270 PDFWissal MNARI100% (1)
- Cours Corrosion-Partie 3Документ24 страницыCours Corrosion-Partie 3beey2001Оценок пока нет
- Dimensionnement Du DistributeurДокумент21 страницаDimensionnement Du Distributeurkanfoudih2855Оценок пока нет
- Reservoire Inox Gamme de FabricationДокумент24 страницыReservoire Inox Gamme de FabricationDanem HalasОценок пока нет
- Amy Zahia PDFДокумент147 страницAmy Zahia PDFWalid ZeghbibОценок пока нет
- Projet EngrenagesДокумент18 страницProjet Engrenagesem07150Оценок пока нет
- Rapport BouchraДокумент100 страницRapport Bouchraفاطمة الزهراء بوعلام75% (4)
- Exercice Telecabine v2Документ4 страницыExercice Telecabine v2Ma HdiОценок пока нет
- Raccords À Bagues Inox - FG INOXДокумент14 страницRaccords À Bagues Inox - FG INOXFGINOXОценок пока нет
- Phospha TationДокумент27 страницPhospha TationJon Be GoodОценок пока нет
- Aciers RésistantsДокумент20 страницAciers RésistantsKdr Khair-EddineОценок пока нет
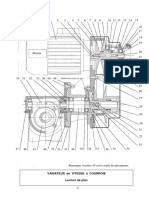
- Lecture de Plan-Variateur de VitesseДокумент1 страницаLecture de Plan-Variateur de Vitessenabil abdaouiОценок пока нет
- Matériaux Composites: PrésentationДокумент1 страницаMatériaux Composites: PrésentationBadrii LarrОценок пока нет
- UGV ModelisationДокумент96 страницUGV ModelisationBouallegue MounirОценок пока нет
- Plastiques Et Composites Introduction PDFДокумент7 страницPlastiques Et Composites Introduction PDFalpha0% (1)
- Fond Bouteille FAOДокумент11 страницFond Bouteille FAOKOOОценок пока нет
- Effets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueДокумент96 страницEffets Des Traitements Thermiques Sur Les Proprietes Du Cable ElectriqueImedRezkОценок пока нет
- Cours Hydraulique 34 Connectique 1 Raccord ImplantationДокумент3 страницыCours Hydraulique 34 Connectique 1 Raccord ImplantationSebastien MouliniéОценок пока нет
- Caractérisation de La Texture Poreuse Des Matériaux: Jean CharpinДокумент19 страницCaractérisation de La Texture Poreuse Des Matériaux: Jean CharpinOualidОценок пока нет
- Enveloppes UniversellesДокумент868 страницEnveloppes UniversellesAbdeldjabar HadjabОценок пока нет
- Fusion de La Fonte Au Cubilot: Aspects Technico-ÉconomiquesДокумент9 страницFusion de La Fonte Au Cubilot: Aspects Technico-Économiquesimen mehri100% (2)
- MatièreДокумент5 страницMatièreotexuffe_344Оценок пока нет
- Chap6 - Coupe Et Optimisation PDFДокумент55 страницChap6 - Coupe Et Optimisation PDFKamel BousninaОценок пока нет
- bm6561 PDFДокумент21 страницаbm6561 PDFYasser BouktirОценок пока нет
- 1-Cotation de FabДокумент6 страниц1-Cotation de FabRashid ElaychiiОценок пока нет
- Projet Bureau D'étude II Éléments Et Architectures Des MachinesДокумент13 страницProjet Bureau D'étude II Éléments Et Architectures Des MachinesKhalil HmОценок пока нет
- Polyesters Thermoplastiques PET Et PBT Pour InjectionДокумент12 страницPolyesters Thermoplastiques PET Et PBT Pour InjectionalphaОценок пока нет
- Filage de L'acier Et Des Métaux Difficiles À DéformerДокумент16 страницFilage de L'acier Et Des Métaux Difficiles À DéformerMOHAMED100% (1)
- Industrie de La Fonderie: Pierre CUENINДокумент7 страницIndustrie de La Fonderie: Pierre CUENINimen mehriОценок пока нет
- 003cours Train Planetaire PDFДокумент35 страниц003cours Train Planetaire PDFabdo tmОценок пока нет
- InoxДокумент10 страницInoxhakimОценок пока нет
- Butées Et Paliers AérodynamiquesДокумент31 страницаButées Et Paliers Aérodynamiquesjacques boris zoo mevahОценок пока нет
- J 6539Документ7 страницJ 6539Imed AmiourОценок пока нет
- PALIERS SNV P1320-P1449-Corps de Palier PDFДокумент130 страницPALIERS SNV P1320-P1449-Corps de Palier PDFمحمدلمينابراهيمالموريتانيОценок пока нет
- Rapport de Stage 4Документ39 страницRapport de Stage 4summaries & Goals ملخصات وأهدافОценок пока нет
- Mehanna 4Документ208 страницMehanna 4AliAliОценок пока нет
- Vibrations Non Linéaires Des Structures (Thèse)Документ196 страницVibrations Non Linéaires Des Structures (Thèse)Agent 47100% (1)
- Hasnfra 3 Rapp 118Документ52 страницыHasnfra 3 Rapp 118Hamza MajidОценок пока нет
- Harrouche Fateh PDFДокумент148 страницHarrouche Fateh PDFderghalОценок пока нет
- Elasticite PDFДокумент58 страницElasticite PDFRedouane RedaОценок пока нет
- Buses de PulverisationДокумент31 страницаBuses de PulverisationWamer AitОценок пока нет
- Rapport These-Azaouzi UsinageДокумент186 страницRapport These-Azaouzi UsinageEnid EdaasОценок пока нет
- Aciers InoxydablesДокумент6 страницAciers InoxydablesQuentin DimaОценок пока нет
- Memoire de Fin D'Etudes: ThèmeДокумент115 страницMemoire de Fin D'Etudes: Thèmenourhen bounemchaОценок пока нет
- DD ING-Master 2019-20 ENSAM MEKNES PDFДокумент2 страницыDD ING-Master 2019-20 ENSAM MEKNES PDFIsmail NaouilОценок пока нет
- Em2402030 C FR PDFДокумент29 страницEm2402030 C FR PDFaleluisgОценок пока нет
- ArbresДокумент46 страницArbresPap Momar MboupОценок пока нет
- Chapitre I - Introduction À La Méthode Des Éléments FinisДокумент8 страницChapitre I - Introduction À La Méthode Des Éléments FinisHamidОценок пока нет
- 2usinage Grande VitesseДокумент9 страниц2usinage Grande VitesseLarbi Elbakkali50% (2)
- Materaiux Composites PDFДокумент16 страницMateraiux Composites PDFAkram Ben KhemisОценок пока нет
- Le LaminageДокумент1 страницаLe LaminageBouhdida MohamedОценок пока нет
- m1290 (Très Interessant Article Designation Des alliagesAL)Документ51 страницаm1290 (Très Interessant Article Designation Des alliagesAL)Aissani MldОценок пока нет
- Traitements de Surface Des MétauxДокумент24 страницыTraitements de Surface Des MétauxOualid100% (1)
- Extract m1335 TechniquesDeLIngenieurДокумент6 страницExtract m1335 TechniquesDeLIngenieurAchref anayaОценок пока нет
- Oscillateurs N Deg LiberteДокумент19 страницOscillateurs N Deg LibertealphaОценок пока нет
- MoulageДокумент11 страницMoulagealphaОценок пока нет
- Mise en Œuvre Des Composites2Документ4 страницыMise en Œuvre Des Composites2alphaОценок пока нет
- Oscillateurs N Deg Liberte (Suite)Документ22 страницыOscillateurs N Deg Liberte (Suite)alphaОценок пока нет
- Plastiques Et Composites Introduction PDFДокумент7 страницPlastiques Et Composites Introduction PDFalpha0% (1)
- Canalisations en CompositesДокумент9 страницCanalisations en CompositesalphaОценок пока нет
- Spécification PDFДокумент13 страницSpécification PDFalphaОценок пока нет
- Commande PrédictiveДокумент17 страницCommande Prédictivealpha100% (1)
- Filtrage OptimalДокумент23 страницыFiltrage OptimalalphaОценок пока нет
- Qualité Des Logiciels Industriels PDFДокумент15 страницQualité Des Logiciels Industriels PDFalphaОценок пока нет
- Moulage Haute Pression Des Matières ThermodurcissablesДокумент4 страницыMoulage Haute Pression Des Matières ThermodurcissablesalphaОценок пока нет
- Informatique IndustrielleДокумент3 страницыInformatique IndustriellealphaОценок пока нет
- Exercice Tirant BA 1 PDFДокумент3 страницыExercice Tirant BA 1 PDFalpha100% (1)
- Isover Feutre TenduДокумент9 страницIsover Feutre TendualphaОценок пока нет
- Calcul Panne ZED PDFДокумент18 страницCalcul Panne ZED PDFalpha100% (1)
- FT Menuiseries ExterieuresДокумент9 страницFT Menuiseries Exterieuresalpha0% (1)
- FT ParquetДокумент9 страницFT ParquetalphaОценок пока нет
- FT Revetement Mur PlafondДокумент8 страницFT Revetement Mur PlafondalphaОценок пока нет
- FT Revetement SolДокумент11 страницFT Revetement SolalphaОценок пока нет
- Polyesters Thermoplastiques PET Et PBT Pour InjectionДокумент12 страницPolyesters Thermoplastiques PET Et PBT Pour InjectionalphaОценок пока нет
- Polyéthylènetéréphtalates (PET) Pour Lms Et FeuillesДокумент7 страницPolyéthylènetéréphtalates (PET) Pour Lms Et FeuillesalphaОценок пока нет
- Tete de Femme Fernande 1909Документ6 страницTete de Femme Fernande 1909Trist BlackОценок пока нет
- Bene Boulonnerie Et Elements de FixationДокумент196 страницBene Boulonnerie Et Elements de FixationJuОценок пока нет
- Caractéristiques Du Béton AutoplaçantДокумент5 страницCaractéristiques Du Béton Autoplaçantmezdou moumeneОценок пока нет
- Cours - 10 - Aciers Et FontesДокумент29 страницCours - 10 - Aciers Et FontesKamel FedaouiОценок пока нет
- 05 Corrosion Du Fer Et de L AluminiumДокумент2 страницы05 Corrosion Du Fer Et de L AluminiumAbd El HakimОценок пока нет
- Manchons de Réparation Tuyaux EndommagéesДокумент3 страницыManchons de Réparation Tuyaux EndommagéesAbdel MajidОценок пока нет
- Arret de BétonnageДокумент5 страницArret de BétonnageEren Musab OnderОценок пока нет
- Unlock Cours2Документ9 страницUnlock Cours2amineОценок пока нет
- M13 - Usinage Sur Machines-Outils GE-ESAДокумент141 страницаM13 - Usinage Sur Machines-Outils GE-ESAMohammed Amine KenedОценок пока нет
- 1 - Proprietes Des MateriauxДокумент28 страниц1 - Proprietes Des Materiauxbadr hadriОценок пока нет
- VMC+ +Catalogo+2013+EuropaДокумент136 страницVMC+ +Catalogo+2013+EuropaOscar Castro RomeroОценок пока нет
- TP MétallurgieДокумент20 страницTP MétallurgieSoraya BouslahОценок пока нет
- CSTB Avis Technique Elasto. Soprel FlamДокумент22 страницыCSTB Avis Technique Elasto. Soprel Flamedima79Оценок пока нет
- P Et F NembДокумент5 страницP Et F NembH_DEBIANEОценок пока нет
- Hellfest 2015Документ52 страницыHellfest 2015Anonymous PKVCsGОценок пока нет
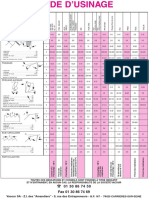
- Guide Usinage PDFДокумент1 страницаGuide Usinage PDFGregory frissotОценок пока нет
- Designation Des MateriauxДокумент40 страницDesignation Des MateriauxDeghboudj Samir100% (1)
- Emboutissage-Doc 2Документ12 страницEmboutissage-Doc 2Mohammed Elkouhen100% (1)
- Le Mystérieux Artéfact de Aiud PDFДокумент11 страницLe Mystérieux Artéfact de Aiud PDFDocteknoОценок пока нет
- 1ere Partie Cours Matériaux Métalliques 3Документ8 страниц1ere Partie Cours Matériaux Métalliques 3fbh7wv4s8sОценок пока нет
- PROWIN Nettoyage SymbiotiqueДокумент52 страницыPROWIN Nettoyage SymbiotiqueStephanie SELOSSEОценок пока нет
- Edi - Mai.2012 Abt Sorime Catalogue Vide Et Ultra-Vide CryogenieДокумент35 страницEdi - Mai.2012 Abt Sorime Catalogue Vide Et Ultra-Vide CryogenieABT SORIMEОценок пока нет
- TerasseДокумент252 страницыTerasseManuel VeigaОценок пока нет
- Poly Mineralo PetroДокумент48 страницPoly Mineralo PetrosidikОценок пока нет
- Verin R412012100Документ4 страницыVerin R412012100Ma HdiОценок пока нет
- The Dark Ride (Ligados)Документ2 страницыThe Dark Ride (Ligados)Marcos AdrianoОценок пока нет
- Sika Anchorfix 3Документ3 страницыSika Anchorfix 3YYOUNOS_MAОценок пока нет
- Chambacú Cu CúДокумент4 страницыChambacú Cu CúHermides PérezОценок пока нет
- Eta 2824 2Документ2 страницыEta 2824 2scribddejmel100% (1)