Вам также может понравиться
- Answers Drawing B: BS 499 Part 2. Course Reference WIS 10Документ10 страницAnswers Drawing B: BS 499 Part 2. Course Reference WIS 10Harkynollar Harkyntehye100% (1)
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Документ21 страницаSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeОценок пока нет
- RTFI For WeldingДокумент60 страницRTFI For WeldingMAXX ENGINEERSОценок пока нет
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingОт EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghОценок пока нет
- Exam Narative Cswip 3.2Документ5 страницExam Narative Cswip 3.2yuwantoniОценок пока нет
- Twi - Welding Inspection - SteelsДокумент209 страницTwi - Welding Inspection - Steelsenels77Оценок пока нет
- Cswip Appendix 03 Pipe Reports and QuestionsДокумент42 страницыCswip Appendix 03 Pipe Reports and QuestionsNsidibe Michael EtimОценок пока нет
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesДокумент63 страницыCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23Оценок пока нет
- Cswip 3 1 Macro PDFДокумент36 страницCswip 3 1 Macro PDFtheОценок пока нет
- WI IntroductionДокумент13 страницWI IntroductionThanhdong DoОценок пока нет
- Wis5 WPS 05Документ22 страницыWis5 WPS 05Gibson FisherОценок пока нет
- Cswip3.2 Introduction ONLYДокумент3 страницыCswip3.2 Introduction ONLYSathishkumar. KОценок пока нет
- WI 01 - Introduction To WI ModuleДокумент14 страницWI 01 - Introduction To WI ModuledayalramОценок пока нет
- Cswip 3.2.2 Preparatory Material Yr 2020Документ12 страницCswip 3.2.2 Preparatory Material Yr 2020UmaibalanОценок пока нет
- Answers Drawing AДокумент9 страницAnswers Drawing Aharoub_nas100% (5)
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Документ8 страницCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluОценок пока нет
- CSWIP 3.2 Answer For Msr-Wi-1 To 4Документ1 страницаCSWIP 3.2 Answer For Msr-Wi-1 To 4Moses_JakkalaОценок пока нет
- Macro Inspection Part IIДокумент16 страницMacro Inspection Part IImohammed dallyОценок пока нет
- CSWIP Practical Plate Exe 2007Документ6 страницCSWIP Practical Plate Exe 2007Walid SaadaniОценок пока нет
- TestДокумент6 страницTestAdil Hasanov100% (2)
- Iwe Iwt IwsДокумент2 страницыIwe Iwt IwsINSTECH ConsultingОценок пока нет
- 3.2.2 RI Sup. - Training Booklet 000521Документ28 страниц3.2.2 RI Sup. - Training Booklet 000521Mathew KurianОценок пока нет
- CSWIP 3 2 Senior Welding Inspector WIS10Документ418 страницCSWIP 3 2 Senior Welding Inspector WIS10Mohammed ShamilОценок пока нет
- Technology: Answers Drawing CДокумент6 страницTechnology: Answers Drawing Culsan busanОценок пока нет
- Afternoon Quiz Set 4Документ66 страницAfternoon Quiz Set 4pchakkrapani100% (1)
- 03 & 04 Duties of SWI and QualityДокумент59 страниц03 & 04 Duties of SWI and Qualitynagu100% (1)
- Welding Inspection Questions WisДокумент5 страницWelding Inspection Questions WisBhavani PrasadОценок пока нет
- Cswip3.2 Content ONLYДокумент3 страницыCswip3.2 Content ONLYSathishkumar. KОценок пока нет
- Competitive Solutions For Joining TechnologyДокумент19 страницCompetitive Solutions For Joining Technologyjy12bhuОценок пока нет
- Weld and Base Metal DiscontinuitiesДокумент69 страницWeld and Base Metal Discontinuitiestuvu0% (1)
- Rtfi Fundamental PresentationДокумент112 страницRtfi Fundamental PresentationABHI THAKKARОценок пока нет
- Cswip Question and Answers: ResponsibilitiesДокумент11 страницCswip Question and Answers: Responsibilitiesfery0% (1)
- Radiography Part 1 - TWI PDFДокумент7 страницRadiography Part 1 - TWI PDFPahe DriveОценок пока нет
- CSWIP Day 1Документ71 страницаCSWIP Day 1rarwinthОценок пока нет
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesДокумент64 страницыCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23Оценок пока нет
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Документ36 страниц'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarОценок пока нет
- Acceptance CriteriaДокумент19 страницAcceptance CriteriaAnonymous 5iv0i3cZОценок пока нет
- CSWIP 3.1 Study NotesДокумент11 страницCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- IIW World OverrviewДокумент4 страницыIIW World OverrviewAnonymous hBBam1nОценок пока нет
- WIS5 - Appendix 2Документ86 страницWIS5 - Appendix 2Reza Fakhrizal100% (1)
- DAC3 March 2012Документ319 страницDAC3 March 2012John Boran100% (1)
- Possible CSWIP 3.2 Narrative QuestionsДокумент1 страницаPossible CSWIP 3.2 Narrative Questionslemuel bacsa100% (1)
- WIS5 Imperfections 2006 PDFДокумент81 страницаWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- Documents - Tips - Cswip 322 Questions PDFДокумент37 страницDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- TWI CSWIP 3 1 WIS 5 Welding InspectionДокумент11 страницTWI CSWIP 3 1 WIS 5 Welding Inspectionsenthilkumar100% (1)
- Module 1 Welding Inspection and CertificationДокумент16 страницModule 1 Welding Inspection and CertificationMiki JaksicОценок пока нет
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyДокумент69 страницLiquid Penetrant Inspection: World Centre For Materials Joining TechnologyNowshad NowsaОценок пока нет
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОт EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОценок пока нет
- Welding Inspection: Mechanical Testing Course Reference WIS 5Документ47 страницWelding Inspection: Mechanical Testing Course Reference WIS 5Krishh KumarОценок пока нет
- Cswip 3.1Документ45 страницCswip 3.1ZakirUllahОценок пока нет
- Wis10 NDTДокумент99 страницWis10 NDTsiva8000100% (2)
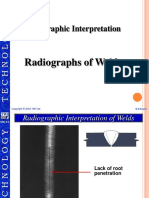
- Radiographic Interpretation: Radiographs of WeldsДокумент22 страницыRadiographic Interpretation: Radiographs of WeldsManoj BallaОценок пока нет
- 04 WIS5 Destructive TestingДокумент78 страниц04 WIS5 Destructive Testingsaid aminОценок пока нет
- NDT & Visual InspectionДокумент95 страницNDT & Visual InspectionAravindan RangaОценок пока нет
- Twi - Inspeccion de Soldadura DefectosДокумент58 страницTwi - Inspeccion de Soldadura DefectosomarОценок пока нет
- Welding Inspection: Course Reference WIS 5Документ31 страницаWelding Inspection: Course Reference WIS 5venkyОценок пока нет
- WIS5 PRO NДокумент71 страницаWIS5 PRO NLUZ MERYОценок пока нет
- WIS10 Control Sress DistortionДокумент37 страницWIS10 Control Sress DistortionAdil Hasanov100% (2)
- Fracture AssessmentsДокумент33 страницыFracture AssessmentsVed Prakash SinghОценок пока нет
- Conditions of ContractДокумент2 страницыConditions of ContractUmaibalanОценок пока нет
- Section 22 Weldability SteelДокумент15 страницSection 22 Weldability SteelUmaibalanОценок пока нет
- Phased Array: Multi Element Ultrasonic InspectionsДокумент2 страницыPhased Array: Multi Element Ultrasonic InspectionsUmaibalanОценок пока нет
- Operating Procedure Castoro8Документ12 страницOperating Procedure Castoro8UmaibalanОценок пока нет
- Section 2 DutiesДокумент3 страницыSection 2 DutiesUmaibalanОценок пока нет
- NDT - Magnetic ParticleДокумент73 страницыNDT - Magnetic ParticleUmaibalanОценок пока нет
- CSWIP QuestionaireДокумент158 страницCSWIP QuestionaireUmaibalanОценок пока нет
- SAIPEM Book RT enДокумент158 страницSAIPEM Book RT enUmaibalanОценок пока нет
- QMS Auditor/ Lead Auditor: Pre-Course NotesДокумент34 страницыQMS Auditor/ Lead Auditor: Pre-Course NotesUmaibalanОценок пока нет
- Site Coatings PPДокумент124 страницыSite Coatings PPUmaibalan100% (4)
- NDT - Liquid Penetrant InspectionДокумент38 страницNDT - Liquid Penetrant InspectionUmaibalanОценок пока нет
- Cswip 3.2.2 Preparatory Material Yr 2020Документ12 страницCswip 3.2.2 Preparatory Material Yr 2020UmaibalanОценок пока нет
- Paper 4Документ10 страницPaper 4UmaibalanОценок пока нет
- Paper 9Документ14 страницPaper 9UmaibalanОценок пока нет
- 226NДокумент2 страницы226NUmaibalanОценок пока нет
- NDT - Ultrasonic TestingДокумент263 страницыNDT - Ultrasonic TestingUmaibalanОценок пока нет
- 226N MSDSДокумент6 страниц226N MSDSUmaibalanОценок пока нет
- Site Coatings PPДокумент124 страницыSite Coatings PPUmaibalan100% (4)
- Paper 6Документ14 страницPaper 6UmaibalanОценок пока нет
- Paper 5Документ14 страницPaper 5UmaibalanОценок пока нет
- Paper 3Документ10 страницPaper 3Umaibalan100% (2)
- Paper 1Документ6 страницPaper 1Umaibalan100% (1)
- Bche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Документ233 страницыBche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Rob LunaОценок пока нет
- Power Facility Coatings Brochure BROPWДокумент5 страницPower Facility Coatings Brochure BROPWprakashОценок пока нет
- Balancing Word Equations PracticeДокумент3 страницыBalancing Word Equations PracticemmОценок пока нет
- Al. Alloy Chemical CompositionДокумент9 страницAl. Alloy Chemical Compositionketan1965Оценок пока нет
- Pengaruh Lingkungan Minyak Mentah Terhadap Laju Korosi Pada Pipa Baja Karbon Dan Pipa GalvanisДокумент4 страницыPengaruh Lingkungan Minyak Mentah Terhadap Laju Korosi Pada Pipa Baja Karbon Dan Pipa GalvanisafifahОценок пока нет
- Photoinduced Degradation of 2,4-Dichlorophenol in Water - Influence of Various Fe (III) CarboxylatesДокумент8 страницPhotoinduced Degradation of 2,4-Dichlorophenol in Water - Influence of Various Fe (III) CarboxylatesLilith angieОценок пока нет
- States of Matter Grade 9-ACts-Practice TestДокумент5 страницStates of Matter Grade 9-ACts-Practice TestAref DahabrahОценок пока нет
- Iec60092-350 (Ed2 0) enДокумент7 страницIec60092-350 (Ed2 0) enAzad RahmanОценок пока нет
- PhysicsДокумент4 страницыPhysicsNelmart SolteoОценок пока нет
- Inorganic Chemistry Practice Booklet-1Документ65 страницInorganic Chemistry Practice Booklet-1godlanshul32Оценок пока нет
- Rates For Rate Analysis Excel FormatДокумент23 страницыRates For Rate Analysis Excel FormatIswers GuptaОценок пока нет
- Is 15683 2006 PDFДокумент39 страницIs 15683 2006 PDFPrashant AgrawalОценок пока нет
- A Comparison of PH Eur and DSP RequirementsДокумент4 страницыA Comparison of PH Eur and DSP RequirementsAyoub TofixОценок пока нет
- Products Range.Документ20 страницProducts Range.sandraatef71Оценок пока нет
- Hxe ImДокумент61 страницаHxe ImHồ Viết DuyОценок пока нет
- F2 C6: Acids & AlkaliДокумент3 страницыF2 C6: Acids & AlkaliJas 408Оценок пока нет
- 2603988Документ14 страниц2603988Don RahulОценок пока нет
- Automotive Aluminium Catalogue 2022Документ140 страницAutomotive Aluminium Catalogue 2022badnet1980Оценок пока нет
- Kyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaДокумент26 страницKyra - 2 Storey Linked Homes Launch at Bandar Bukit RajaSime Darby PropertyОценок пока нет
- Pulley Lagging Combi LaggДокумент1 страницаPulley Lagging Combi LaggJorge A VilalОценок пока нет
- Green Synthesis of Silver Nanoparticles Using Seed Extract of CalendulaДокумент5 страницGreen Synthesis of Silver Nanoparticles Using Seed Extract of CalendulaLaura MarcelaОценок пока нет
- Lecture 3 - Types of RebarsДокумент29 страницLecture 3 - Types of RebarsJagannathan KОценок пока нет
- Toluene Methylation To Para-XyleneДокумент164 страницыToluene Methylation To Para-XyleneAhmed AliОценок пока нет
- Water Purification Using Solar Still: A Technical Seminar OnДокумент18 страницWater Purification Using Solar Still: A Technical Seminar Onashna latheefОценок пока нет
- Chapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Документ16 страницChapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001sunitbhaumikОценок пока нет
- Geochemical CycleДокумент8 страницGeochemical CycleJacinta Mediana EspelaОценок пока нет
- Kolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyДокумент36 страницKolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyANIL KUMAR H CОценок пока нет
- Novel Uses For Agilent ICP-MS in A Changing WorldДокумент8 страницNovel Uses For Agilent ICP-MS in A Changing WorldXANPHOXYL KIBETОценок пока нет
- Guniting MethodologyДокумент3 страницыGuniting MethodologykishanОценок пока нет