Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- RECORD NFT 201 7FA2407S 3193930 EN 1529933557 SmallДокумент1 страницаRECORD NFT 201 7FA2407S 3193930 EN 1529933557 SmallPrashant KumarОценок пока нет
- Tankfabrication Pos Eng WebДокумент12 страницTankfabrication Pos Eng WebPrashant KumarОценок пока нет
- Obiukwu Osita, Udeani Henry, Ubani ProgressДокумент12 страницObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarОценок пока нет
- Maxflux SAF-8 (LS) : Agglomerated Basic Flux For Submerged Arc WeldingДокумент1 страницаMaxflux SAF-8 (LS) : Agglomerated Basic Flux For Submerged Arc WeldingPrashant KumarОценок пока нет
- Yahoo Mail Document - Passport & PhotoДокумент1 страницаYahoo Mail Document - Passport & PhotoPrashant KumarОценок пока нет
- Goibibo DocumentДокумент2 страницыGoibibo DocumentPrashant KumarОценок пока нет
- Duqm Refinery Project EPC Package OneДокумент22 страницыDuqm Refinery Project EPC Package OnePrashant KumarОценок пока нет
- Capa PDFДокумент2 страницыCapa PDFPrashant KumarОценок пока нет
- ASME Sec IXДокумент5 страницASME Sec IXPrashant KumarОценок пока нет
- Curriculum Vitae: Career ObjectiveДокумент4 страницыCurriculum Vitae: Career ObjectivePrashant KumarОценок пока нет
- Washersf436 PDFДокумент1 страницаWashersf436 PDFPrashant KumarОценок пока нет
- Technical Specifications For PRZДокумент17 страницTechnical Specifications For PRZPrashant KumarОценок пока нет
- Tata Aig Network Hospitals ListДокумент1 553 страницыTata Aig Network Hospitals ListPrashant KumarОценок пока нет
- 1561013458uptet P-2 17Документ34 страницы1561013458uptet P-2 17Prashant KumarОценок пока нет
- Appoinment LetterДокумент3 страницыAppoinment LetterPrashant KumarОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- API 570 DAY 3 BOOK (1 To 108) (PP)Документ106 страницAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinОценок пока нет
- PDFДокумент8 страницPDFOnkar NaikОценок пока нет
- DME Microproject-1Документ11 страницDME Microproject-1omkar digamabar sonone100% (1)
- Saudi Aramco Engineering Standard PDF WeldingДокумент2 страницыSaudi Aramco Engineering Standard PDF WeldingMohammed ZameerОценок пока нет
- Lincoln Ranger 225Документ6 страницLincoln Ranger 225fdpc1987Оценок пока нет
- Datasheet Sandvik 2re69 enДокумент9 страницDatasheet Sandvik 2re69 enMuzammilОценок пока нет
- ASTM Welding Procedures A36 To A930Документ5 страницASTM Welding Procedures A36 To A930solrac4371Оценок пока нет
- Soldamatic Educational 2012 User GuideДокумент29 страницSoldamatic Educational 2012 User GuideRoberto Carlos Berdeja ZambranaОценок пока нет
- Aws C5.5 (2003) Rp-GtawДокумент131 страницаAws C5.5 (2003) Rp-GtawIsmail Karmana100% (2)
- Contents (Continued) : Chapter 4. Metal Structure, Welding, and BrazingДокумент4 страницыContents (Continued) : Chapter 4. Metal Structure, Welding, and BrazingrobinyОценок пока нет
- English/Metric Tensile Strength/Yield Strength Conversion ChartДокумент1 страницаEnglish/Metric Tensile Strength/Yield Strength Conversion ChartTAMILОценок пока нет
- MinaIJPVP20 03 PDFДокумент10 страницMinaIJPVP20 03 PDFricardo sabinoОценок пока нет
- HW-6 Chap 9 Dan 10: ProblemsДокумент6 страницHW-6 Chap 9 Dan 10: ProblemsRifda Muthia AlvianaОценок пока нет
- Api 577Документ6 страницApi 577Mohammed YoussefОценок пока нет
- Welding of Ferritic Cryogenic SteelsДокумент2 страницыWelding of Ferritic Cryogenic SteelsMuhammed SulfeekОценок пока нет
- Job Description-VietnamДокумент4 страницыJob Description-Vietnama_Vijayakumar77Оценок пока нет
- Armstrong Svoemmervandudladere Katalog PDFДокумент22 страницыArmstrong Svoemmervandudladere Katalog PDFShaheryar Akram Kang100% (1)
- HAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFДокумент14 страницHAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFHagen_of_TronjeОценок пока нет
- W Section 1 Mma Welding Saf Fro General Catalogue68475045296859596Документ8 страницW Section 1 Mma Welding Saf Fro General Catalogue68475045296859596sarahrouОценок пока нет
- Exotic Metal Base Metal & Filler GuideДокумент1 страницаExotic Metal Base Metal & Filler GuideJuan RodriguezОценок пока нет
- Astralloy Catalog enДокумент42 страницыAstralloy Catalog enHector Galvan LopezОценок пока нет
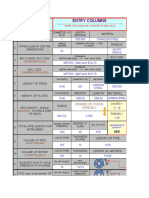
- Entry Columns: DescriptionДокумент21 страницаEntry Columns: Descriptiondilema_pgОценок пока нет
- WeldДокумент165 страницWeldHayleyОценок пока нет
- Syllabus: Craft Instructors Training Scheme (Cits)Документ21 страницаSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikОценок пока нет
- Build Up A BikeДокумент5 страницBuild Up A BikeNhel OclinariaОценок пока нет
- Broch PC-2 EN PDFДокумент4 страницыBroch PC-2 EN PDFSgk ManikandanОценок пока нет
- GSI SLV Duisburg - International Welding Engineer-2015Документ2 485 страницGSI SLV Duisburg - International Welding Engineer-2015yutwelding83% (12)
- Standard Description View ImageДокумент32 страницыStandard Description View ImageRakesh ParaОценок пока нет
- BOC Smootharc Tig 200 ACDC ManualДокумент19 страницBOC Smootharc Tig 200 ACDC Manualeddo200675% (4)
- Creep-Resistant Steels - TWIДокумент6 страницCreep-Resistant Steels - TWIJlkKumarОценок пока нет