Вам также может понравиться
- Applied SciencesДокумент22 страницыApplied SciencesDu RoyОценок пока нет
- Laser (01 18)Документ18 страницLaser (01 18)Ayrton PabloОценок пока нет
- Laser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. WongДокумент9 страницLaser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. Wongsurya tejaОценок пока нет
- Riveiro 2019Документ31 страницаRiveiro 2019y suresh babuОценок пока нет
- Silicon NitrideДокумент8 страницSilicon NitrideVikas KharbОценок пока нет
- Laser-Aided Directed Metal Deposition of Ni-Based Superalloy PowderДокумент6 страницLaser-Aided Directed Metal Deposition of Ni-Based Superalloy PowderRUBENS DE ANDRADE SANTOSОценок пока нет
- A2010 - Finite Element Analysis of Laser Inert Gas CuttingДокумент13 страницA2010 - Finite Element Analysis of Laser Inert Gas Cutting林湧清Оценок пока нет
- Ijerph 19 09888 v2Документ13 страницIjerph 19 09888 v2William CamposОценок пока нет
- Laser Cutting 4Документ7 страницLaser Cutting 4Đào Văn HưngОценок пока нет
- Engineering Fracture Mechanics: D.F. Pessoa, P. Herwig, A. Wetzig, M. ZimmermannДокумент14 страницEngineering Fracture Mechanics: D.F. Pessoa, P. Herwig, A. Wetzig, M. ZimmermannpeterОценок пока нет
- Optimization of Surface Roughness in Laser-Assisted Machining Metal Matrix CompositesДокумент14 страницOptimization of Surface Roughness in Laser-Assisted Machining Metal Matrix CompositesSai SОценок пока нет
- Laser Cutting of Thick Steel Plate PDF (Published Version)Документ28 страницLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeОценок пока нет
- Processes: Laser Cutting Technologies and Corresponding Pollution Control StrategyДокумент15 страницProcesses: Laser Cutting Technologies and Corresponding Pollution Control StrategyAtollОценок пока нет
- A Review On Laser Machining of Hard To Cut Materials: SciencedirectДокумент8 страницA Review On Laser Machining of Hard To Cut Materials: Sciencedirectcriscc7Оценок пока нет
- 2003 - Thermophysical-Property-Based Selection of Tool Protective Coatings For Dry Machining of SteelsДокумент7 страниц2003 - Thermophysical-Property-Based Selection of Tool Protective Coatings For Dry Machining of SteelsusamaumerОценок пока нет
- New Technology For Cutting Ferrous Metal WithДокумент20 страницNew Technology For Cutting Ferrous Metal WithlinОценок пока нет
- Parametric Study and Multi-Criteria Optimization in Laser Cladding by A High Power Direct Diode LaserДокумент20 страницParametric Study and Multi-Criteria Optimization in Laser Cladding by A High Power Direct Diode LaserUma MaheshОценок пока нет
- Mah Rle 2021Документ28 страницMah Rle 2021Vishwa ChethanОценок пока нет
- Tribology in Industry: M. Madić, M. Radovanović, B. NedićДокумент7 страницTribology in Industry: M. Madić, M. Radovanović, B. NedićSyahrul Nizam AnuarОценок пока нет
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityДокумент8 страниц07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanОценок пока нет
- CNC Control of A Laser Cutting MachineДокумент6 страницCNC Control of A Laser Cutting Machinesurya tejaОценок пока нет
- Analysis of Cutting Forces On LAM PDFДокумент10 страницAnalysis of Cutting Forces On LAM PDFSAKTHIVEL S SОценок пока нет
- Aarya Veer Engineering College 4 TH SemДокумент27 страницAarya Veer Engineering College 4 TH Semd patelОценок пока нет
- Research On Surface Roughness by Laser CДокумент5 страницResearch On Surface Roughness by Laser CfatmirhusejniОценок пока нет
- Fiber Laser Welding of Dissimilar Titanium T-JointsДокумент9 страницFiber Laser Welding of Dissimilar Titanium T-Jointsadnan domlogeОценок пока нет
- 15 3 14 PDFДокумент15 страниц15 3 14 PDFaliОценок пока нет
- 2016-Thermal Model For Additive Restoration of Mold SteelsДокумент9 страниц2016-Thermal Model For Additive Restoration of Mold SteelssachinkashidОценок пока нет
- Metals: Ni-And Co-Based Superalloys and Their CoatingsДокумент3 страницыMetals: Ni-And Co-Based Superalloys and Their Coatingsmuhammad azwanОценок пока нет
- Laser Beam Machining Research PaperДокумент5 страницLaser Beam Machining Research Paperfv55wmg4100% (1)
- Laser Bending PresentationДокумент109 страницLaser Bending PresentationVivek SharmaОценок пока нет
- Laser Welding Literature ReviewДокумент6 страницLaser Welding Literature Reviewafmzaxfmrdaame100% (1)
- Accepted Manuscript: MeasurementДокумент37 страницAccepted Manuscript: Measurementsuneetha suniОценок пока нет
- 2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewДокумент14 страниц2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewCesar Fernando BenavidesОценок пока нет
- Brazing Camara TermograficaДокумент5 страницBrazing Camara TermograficaKyle BennettОценок пока нет
- CuttingДокумент15 страницCuttingThanh LoiОценок пока нет
- Analysis of Welded Joint Properties On An AISI316L Stainless Steel Tube Manufactured by SLM TechnologyДокумент14 страницAnalysis of Welded Joint Properties On An AISI316L Stainless Steel Tube Manufactured by SLM TechnologyMahnooshОценок пока нет
- Beam Polarization Influence On Laser CuttingДокумент15 страницBeam Polarization Influence On Laser Cuttingxafat53862Оценок пока нет
- Laser Cutting ItsrДокумент31 страницаLaser Cutting Itsrpavi32Оценок пока нет
- Directed Energy Deposition and Characterization of High-Carbon High Speed SteelsДокумент11 страницDirected Energy Deposition and Characterization of High-Carbon High Speed SteelsShazdeh HosseinОценок пока нет
- Blanking and Piercing Theory Applications and Rece PDFДокумент11 страницBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirОценок пока нет
- Design of ShellДокумент11 страницDesign of ShellsachinОценок пока нет
- Astakhov 2013 Cutting TribologyДокумент66 страницAstakhov 2013 Cutting TribologyFatih Hayati Çakır100% (2)
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Документ11 страницAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraОценок пока нет
- Laser Cutting of Thick Sheet MetalsДокумент6 страницLaser Cutting of Thick Sheet MetalsTolga TanrıseverОценок пока нет
- Component Repair Using Laser Direct Metal DepositionДокумент10 страницComponent Repair Using Laser Direct Metal DepositionelmiraОценок пока нет
- A Literature Review On CO Laser WeldingДокумент7 страницA Literature Review On CO Laser Weldingkamal touilebОценок пока нет
- 02 Weglowski Pfeifer Influence of Cutting Technology On The Quality of Unalloyed Steel SurfaceДокумент11 страниц02 Weglowski Pfeifer Influence of Cutting Technology On The Quality of Unalloyed Steel SurfaceTibor KeményОценок пока нет
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Документ8 страницA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513Оценок пока нет
- Laser Welding Process Specification Base On Welding TheoriesДокумент7 страницLaser Welding Process Specification Base On Welding TheoriesIlea VladОценок пока нет
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsДокумент8 страницA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковОценок пока нет
- EvaluationOfWearMechanismsOfPVD Boing 2020Документ11 страницEvaluationOfWearMechanismsOfPVD Boing 2020Kyi ZawОценок пока нет
- Materials Science & Engineering A: SciencedirectДокумент8 страницMaterials Science & Engineering A: SciencedirectArlez HernandezОценок пока нет
- Empirical Modeling and Optimization of Process Parameters inДокумент9 страницEmpirical Modeling and Optimization of Process Parameters insameterkan5864Оценок пока нет
- Welding Research Paper TopicsДокумент8 страницWelding Research Paper Topicscaqllprhf100% (1)
- Research Paper On Laser Plastic WeldingДокумент4 страницыResearch Paper On Laser Plastic Weldingefe8zf19100% (1)
- Khidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Документ11 страницKhidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Anugerah Raya PratamaОценок пока нет
- Jeas 0710 357Документ12 страницJeas 0710 357Hemantha Kumar RОценок пока нет
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingДокумент12 страницAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТОценок пока нет
- Section - 8: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectДокумент2 страницыSection - 8: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Оценок пока нет
- BOQ of Site Fabricated Tanks - 15oct20Документ4 страницыBOQ of Site Fabricated Tanks - 15oct20ruhul01Оценок пока нет
- Section - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectДокумент3 страницыSection - 3: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Оценок пока нет
- 5.1 Price ScheduleДокумент15 страниц5.1 Price Scheduleruhul01Оценок пока нет
- 4.1 Division of WorksДокумент32 страницы4.1 Division of Worksruhul01Оценок пока нет
- 7.1 Key Date of Time For CompletionДокумент2 страницы7.1 Key Date of Time For Completionruhul01Оценок пока нет
- Section - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectДокумент15 страницSection - 9: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Оценок пока нет
- Section - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant ProjectДокумент8 страницSection - 2: Bangladesh, Matarbari 2 X 600MW Coal Fired Power Plant Projectruhul01Оценок пока нет
- LPG Calculation 01Документ1 страницаLPG Calculation 01ruhul01Оценок пока нет
- Evsjv 'K M Ru: Iwr÷Vw© Bs WW G-1Документ14 страницEvsjv 'K M Ru: Iwr÷Vw© Bs WW G-1ruhul01Оценок пока нет
- Vol-1TSM - 2 CorrectedДокумент239 страницVol-1TSM - 2 Correctedruhul01Оценок пока нет
- LPG Calculation Guide 02Документ1 страницаLPG Calculation Guide 02ruhul01Оценок пока нет
- LPG Calculation Guide 02Документ1 страницаLPG Calculation Guide 02ruhul01Оценок пока нет
- New Resume 001Документ1 страницаNew Resume 001ruhul01Оценок пока нет
- Resume 003Документ1 страницаResume 003AkshayMilmileОценок пока нет
- PRL SiteДокумент1 страницаPRL Siteruhul01Оценок пока нет
- Prospects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel DiversificationДокумент12 страницProspects of Liquefied Gases in Bangladesh Economy As A Move Towards Fuel Diversificationruhul01Оценок пока нет
- Pmnetwork20210102 DLДокумент76 страницPmnetwork20210102 DLruhul01Оценок пока нет
- Understanding Power Purchase Agreements PDFДокумент190 страницUnderstanding Power Purchase Agreements PDFMohammed SaidОценок пока нет
- LPG & Its ContributionДокумент11 страницLPG & Its Contributionruhul01Оценок пока нет
- Bitumen EMRDДокумент6 страницBitumen EMRDruhul01Оценок пока нет
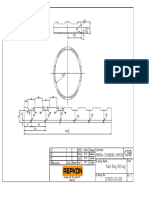
- Foot Ring 12.5 KG: Omera Cylinders LimitedДокумент1 страницаFoot Ring 12.5 KG: Omera Cylinders Limitedruhul01Оценок пока нет
- Resume 003Документ1 страницаResume 003AkshayMilmileОценок пока нет
- National Ideal English Version School Suggestion For Annual Examination - 2020 Class: Junior One Subject: EnglishДокумент3 страницыNational Ideal English Version School Suggestion For Annual Examination - 2020 Class: Junior One Subject: Englishruhul01Оценок пока нет
- Google Meet FinalДокумент18 страницGoogle Meet Finalruhul01Оценок пока нет
- HP Gas FormДокумент1 страницаHP Gas FormbakshenileshОценок пока нет
- Fuel Energy Euqivalence PDFДокумент1 страницаFuel Energy Euqivalence PDFruhul010% (1)
- New Year Allowance: HonorariumДокумент41 страницаNew Year Allowance: Honorariumruhul01Оценок пока нет
- To Deal With The Situation & Create Resiliency, OPL Demonstrate Innovation and Adopted The Following Strategies For Sustainable GrowthДокумент2 страницыTo Deal With The Situation & Create Resiliency, OPL Demonstrate Innovation and Adopted The Following Strategies For Sustainable Growthruhul01Оценок пока нет
- Thegas Cylinder Rules 1991Документ32 страницыThegas Cylinder Rules 1991SultanОценок пока нет
- The Manufacture and Uses of Expanded Clay Aggregate: Thursday 15 November 2012 SCI HQ, LondonДокумент36 страницThe Manufacture and Uses of Expanded Clay Aggregate: Thursday 15 November 2012 SCI HQ, LondonVibhuti JainОценок пока нет
- Beastlikebalsam - Muscle BuildingДокумент10 страницBeastlikebalsam - Muscle BuildingBalsam LaaroussiОценок пока нет
- Discrete Wavelet TransformДокумент10 страницDiscrete Wavelet TransformVigneshInfotechОценок пока нет
- 1.1.3.12 Lab - Diagram A Real-World ProcessДокумент3 страницы1.1.3.12 Lab - Diagram A Real-World ProcessHalima AqraaОценок пока нет
- EDS-A-0101: Automotive Restricted Hazardous Substances For PartsДокумент14 страницEDS-A-0101: Automotive Restricted Hazardous Substances For PartsMuthu GaneshОценок пока нет
- Synthesis Essay Coming To Grips With GenesisДокумент11 страницSynthesis Essay Coming To Grips With Genesisapi-259381516Оценок пока нет
- Entero SequencesДокумент12 страницEntero SequencesKelvin SueyzyОценок пока нет
- MMW ReviewerДокумент3 страницыMMW ReviewerMarcSaloj NeryОценок пока нет
- Coffee Quality Manual by Abra Rand Nig Use IДокумент25 страницCoffee Quality Manual by Abra Rand Nig Use IIpungОценок пока нет
- OPTCL-Fin-Bhw-12Документ51 страницаOPTCL-Fin-Bhw-12Bimal Kumar DashОценок пока нет
- Technical Data Sheet: LPI HVSC PlusДокумент2 страницыTechnical Data Sheet: LPI HVSC PlusNguyễn TấnОценок пока нет
- Electronic Ticket Receipt, January 27 For MS NESHA SIVA SHANMUGAMДокумент2 страницыElectronic Ticket Receipt, January 27 For MS NESHA SIVA SHANMUGAMNesha Siva Shanmugam ShavannahОценок пока нет
- Precision CatalogДокумент256 страницPrecision CatalogImad AghilaОценок пока нет
- Worksheet - 143760187HS-II, TUTORIAL ON CH-5Документ14 страницWorksheet - 143760187HS-II, TUTORIAL ON CH-5A MusaverОценок пока нет
- 8-General Rules For Erection ProcedureДокумент4 страницы8-General Rules For Erection ProcedurePrijin UnnunnyОценок пока нет
- Ecological Quality RatioДокумент24 страницыEcological Quality RatiofoocheehungОценок пока нет
- Liftchain (LC2A) Catalog AirHoistДокумент10 страницLiftchain (LC2A) Catalog AirHoisteduardshark100% (1)
- Petersen Coils Basic 20principle and ApplicationДокумент3 страницыPetersen Coils Basic 20principle and ApplicationasotozuazuaОценок пока нет
- ELS 06 Maret 223Документ16 страницELS 06 Maret 223Tri WinarsoОценок пока нет
- G-3 L-17 Internal QuestionsДокумент4 страницыG-3 L-17 Internal QuestionsActivity MLZS BarhОценок пока нет
- Underground Equipment SelectionДокумент44 страницыUnderground Equipment SelectionCherotich Silas cheboseiОценок пока нет
- Preview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextДокумент24 страницыPreview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextFelipe AguilarОценок пока нет
- Colour FastnessДокумент37 страницColour FastnessSivakumar K100% (1)
- Assessment of Diabetic FootДокумент7 страницAssessment of Diabetic FootChathiya Banu KrishenanОценок пока нет
- Metal Workers BizHouse - UkДокумент3 страницыMetal Workers BizHouse - UkAlex BekeОценок пока нет
- Presentation AcetanilideДокумент22 страницыPresentation AcetanilideNovitasarii JufriОценок пока нет
- Usp Description and SolubilityДокумент1 страницаUsp Description and SolubilityvafaashkОценок пока нет
- Ict 2120 Animation NC Ii Week 11 20 by Francis Isaac 1Документ14 страницIct 2120 Animation NC Ii Week 11 20 by Francis Isaac 1Chiropractic Marketing NowОценок пока нет
- Basics of Population EducationДокумент4 страницыBasics of Population EducationLAILANIE DELA PENAОценок пока нет
- Ap, Lrrsisal of Roentgenograph, Ic: I SsayДокумент30 страницAp, Lrrsisal of Roentgenograph, Ic: I SsayMindaugasStacevičiusОценок пока нет
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОт EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (51)
- Handbook of Mechanical and Materials EngineeringОт EverandHandbook of Mechanical and Materials EngineeringРейтинг: 5 из 5 звезд5/5 (4)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedОт EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedРейтинг: 5 из 5 звезд5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОт EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОценок пока нет
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyОт EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОт EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОценок пока нет
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОт EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОценок пока нет
- Airplane Flying Handbook: FAA-H-8083-3C (2024)От EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Рейтинг: 4 из 5 звезд4/5 (12)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansОт EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansРейтинг: 4 из 5 звезд4/5 (8)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersОт EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersРейтинг: 4 из 5 звезд4/5 (13)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОт EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОценок пока нет
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОт EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (26)