Вам также может понравиться
- Solucion de 8 ActividadДокумент11 страницSolucion de 8 ActividadDavid Gonzalez Lopez100% (1)
- Curva AOQ:: 5. para El Plan de Muestreo Del Ejercicio 1, Determine La Curva AOQ y El AOQLДокумент1 страницаCurva AOQ:: 5. para El Plan de Muestreo Del Ejercicio 1, Determine La Curva AOQ y El AOQLSteissy MezaОценок пока нет
- Practik ControlДокумент46 страницPractik ControlMarianita Lima Torricos78% (18)
- Trabajo Muestreo de AceptacionДокумент4 страницыTrabajo Muestreo de AceptacionGrey-lee Saavedra Calero100% (1)
- Cartas de Control para AtributosДокумент10 страницCartas de Control para AtributosDulce Clemente Guerrero0% (1)
- Tarea Control de CalidadДокумент20 страницTarea Control de Calidadplayero70Оценок пока нет
- Ejercicio 29Документ2 страницыEjercicio 29Diego Armando Quevedo Luquin100% (1)
- Problemas Control Estadistico de La CalidadДокумент17 страницProblemas Control Estadistico de La CalidadSca vc67% (3)
- DocumentoДокумент8 страницDocumentoJose Huerta DiazОценок пока нет
- Trabajo Final 8,9,10,12Документ26 страницTrabajo Final 8,9,10,12ThaliaRea100% (2)
- Ejercicios CPMДокумент2 страницыEjercicios CPMMarcos RogelioОценок пока нет
- Lab CONTROL 6.7.8.9.10Документ15 страницLab CONTROL 6.7.8.9.10balens67% (3)
- Semana 7Документ3 страницыSemana 7Orlando AndreОценок пока нет
- Equipo 1. Ejercicios Capitulo 18Документ21 страницаEquipo 1. Ejercicios Capitulo 18Angel Perdomo100% (1)
- Cap 12 CompДокумент13 страницCap 12 CompM71% (7)
- Cap 7Документ4 страницыCap 7Orlando AndreОценок пока нет
- PARCIAL - 2 FísicaДокумент16 страницPARCIAL - 2 FísicaAlvaro Victor Robles EspinozaОценок пока нет
- Tarea N°2 Control de Calidad - Ejercicios 18 y 19Документ1 страницаTarea N°2 Control de Calidad - Ejercicios 18 y 19Marcelo Ancevalle100% (1)
- BMДокумент3 страницыBMMaría de Lourdes Castillo Santamaría100% (2)
- Trabajo 5Документ15 страницTrabajo 5Dante Palacios Valdiviezo100% (1)
- Desarrollo de Los Ejercicios Del Cap 12 de CEC Grupo #5Документ7 страницDesarrollo de Los Ejercicios Del Cap 12 de CEC Grupo #5Mata Mata64% (11)
- 25 Al 28Документ2 страницы25 Al 28JAVIER ENRIQUE MU„OZ QUIROZОценок пока нет
- TareaДокумент20 страницTareaDante Palacios ValdiviezoОценок пока нет
- Ejercicios Miercoles 5Документ22 страницыEjercicios Miercoles 5Kariito Cajas86% (7)
- Grafica XRДокумент5 страницGrafica XRJose De Jesus Espinoza VazquezОценок пока нет
- Examen Calidad 2Документ3 страницыExamen Calidad 2Jorge Acevedo86% (7)
- Capitulo 18 Muestreo de AceptacionДокумент20 страницCapitulo 18 Muestreo de AceptacionMario SilvaОценок пока нет
- TP 2 Calidad Mantenimiento Parte 2Документ3 страницыTP 2 Calidad Mantenimiento Parte 2tomasОценок пока нет
- Tarea 2, Ejer 14-15Документ7 страницTarea 2, Ejer 14-15carsanmaubb75% (4)
- Prectica 2 Problema Capitulo 8Документ11 страницPrectica 2 Problema Capitulo 8Ale González JavierОценок пока нет
- Cartas X-RДокумент5 страницCartas X-RDiego Armando Quevedo LuquinОценок пока нет
- Taller Gestión de Calidad Muestreos de AceptaciónДокумент2 страницыTaller Gestión de Calidad Muestreos de AceptaciónJose Miguel Serrano MariñoОценок пока нет
- EstratificaciónДокумент1 страницаEstratificaciónAlejandro CarreónОценок пока нет
- Tarea Cap 9Документ2 страницыTarea Cap 9Oscar Palacio100% (4)
- L DFCДокумент8 страницL DFCDianira Cabanillas Montenegro0% (1)
- Evaluacion 4Документ8 страницEvaluacion 4Cristian Báez100% (2)
- Actividad Integradora 4Документ13 страницActividad Integradora 4Cesar Figueroa71% (7)
- Problema 24Документ4 страницыProblema 24carlos100% (2)
- Ejercicio 7 Con 2Документ4 страницыEjercicio 7 Con 2Ever OrozcoОценок пока нет
- CalidadДокумент7 страницCalidadTodo FreeОценок пока нет
- Problema 1 Pagina 53Документ2 страницыProblema 1 Pagina 53Omega Eunice Heredia CruzОценок пока нет
- Nominal Es Mejor S/RДокумент13 страницNominal Es Mejor S/RKarla Escalera AlOnso100% (1)
- Problemario Unidad 5 y 6.Документ31 страницаProblemario Unidad 5 y 6.Carlos Peña100% (2)
- Control EstadisticoДокумент16 страницControl EstadisticoWen Lu Pacheco Camargo100% (1)
- Ejercicio 12 GC Por Variables PDFДокумент2 страницыEjercicio 12 GC Por Variables PDFliliОценок пока нет
- En Una Fábrica de Piezas de Asbesto Una Característica Importante de La Calidad Es El Grosor de Las LáminasДокумент2 страницыEn Una Fábrica de Piezas de Asbesto Una Característica Importante de La Calidad Es El Grosor de Las Láminaslineth50% (4)
- Ejercicios A RealizarДокумент5 страницEjercicios A RealizarJohan Arjona100% (1)
- Practik ControlДокумент151 страницаPractik ControlSantiago RiveraОценок пока нет
- Caso2 KARLEEДокумент6 страницCaso2 KARLEEleslieОценок пока нет
- H. y C. E. Calidad 7 Capacidad de ProcesoДокумент42 страницыH. y C. E. Calidad 7 Capacidad de ProcesoLilian Tejada NiquenОценок пока нет
- Problemas Graficos AtributosДокумент13 страницProblemas Graficos Atributosdantesilva80% (10)
- Tarea III Parcial - Control de La CalidadДокумент14 страницTarea III Parcial - Control de La CalidadChristian Lopez100% (2)
- Tarea Iii ParcialДокумент16 страницTarea Iii ParcialNeiry AceitunoОценок пока нет
- Capítulo 6.docx Tarea de Calidad3Документ19 страницCapítulo 6.docx Tarea de Calidad3Yury EscobarОценок пока нет
- Mi Tarea Segundo Parcial CCДокумент15 страницMi Tarea Segundo Parcial CCWilmer VenturaОценок пока нет
- Control-de-Calidad-II-Tarea-3-Parcial-Oscar DobladoДокумент15 страницControl-de-Calidad-II-Tarea-3-Parcial-Oscar Dobladooscar dobladoОценок пока нет
- Antonio Chavez Control de Calidad II Tarea 3 Parcial 3 UTHДокумент14 страницAntonio Chavez Control de Calidad II Tarea 3 Parcial 3 UTHMemology 1010% (1)
- Antonio Chavez Control de Calidad II Tarea 3 Parcial 3 UTHДокумент15 страницAntonio Chavez Control de Calidad II Tarea 3 Parcial 3 UTHRamon Miguel MartinezОценок пока нет
- Control y verificación de productos fabricados. FMEE0108От EverandControl y verificación de productos fabricados. FMEE0108Оценок пока нет
- Tarea2 Modulo2Документ4 страницыTarea2 Modulo2Kevin ZelayaОценок пока нет
- Caracteristicas Programacion Orientada A Objetos POOДокумент9 страницCaracteristicas Programacion Orientada A Objetos POOKevin ZelayaОценок пока нет
- Caso American Connector Company 1Документ6 страницCaso American Connector Company 1Kevin ZelayaОценок пока нет
- Cuestionario Del Ejercicio #1Документ7 страницCuestionario Del Ejercicio #1Kevin ZelayaОценок пока нет
- Ensayo JavaДокумент6 страницEnsayo JavaKevin ZelayaОценок пока нет
- Ensayo JavaДокумент6 страницEnsayo JavaKevin ZelayaОценок пока нет
- Diagrama de Flujo - Kevin - Zelaya - TareaДокумент5 страницDiagrama de Flujo - Kevin - Zelaya - TareaKevin ZelayaОценок пока нет
- Modulo 2 de Programacion LecturaДокумент9 страницModulo 2 de Programacion LecturaKevin ZelayaОценок пока нет
- 201510010421Документ2 страницы201510010421Kevin ZelayaОценок пока нет
- SwitchДокумент1 страницаSwitchKevin ZelayaОценок пока нет
- Modulo 2 de Programacion LecturaДокумент9 страницModulo 2 de Programacion LecturaKevin ZelayaОценок пока нет
- Foro 1Документ1 страницаForo 1Kevin ZelayaОценок пока нет
- Historial Academico Ecampus 201510010421 1520097479Документ1 страницаHistorial Academico Ecampus 201510010421 1520097479Kevin ZelayaОценок пока нет
- Ejercicios de Investigación de Operaciones I - IPДокумент1 страницаEjercicios de Investigación de Operaciones I - IPKevin ZelayaОценок пока нет
- Kevin Zelaya Tarea6 EticaprofecionalДокумент7 страницKevin Zelaya Tarea6 EticaprofecionalKevin ZelayaОценок пока нет
- Tarea #1 Regalas de NetiquetaДокумент5 страницTarea #1 Regalas de NetiquetaKevin ZelayaОценок пока нет
- Kevin Zelaya Tarea6 EticaprofecionalДокумент7 страницKevin Zelaya Tarea6 EticaprofecionalKevin ZelayaОценок пока нет
- Tarea 04 Contabilidad Costos 1Документ8 страницTarea 04 Contabilidad Costos 1Kevin ZelayaОценок пока нет
- Foro 1 Seis SigmaДокумент3 страницыForo 1 Seis SigmaKevin Zelaya100% (1)
- Caso #4 Harvard PreguntasДокумент4 страницыCaso #4 Harvard PreguntasKevin ZelayaОценок пока нет
- Tarea 7Документ8 страницTarea 7Kevin ZelayaОценок пока нет
- Caso #3 HarvardДокумент4 страницыCaso #3 HarvardKevin ZelayaОценок пока нет
- Fore CasoДокумент3 страницыFore CasoKevin ZelayaОценок пока нет
- Tarea#3 Cuadro Sinoptico PDFДокумент3 страницыTarea#3 Cuadro Sinoptico PDFKevin ZelayaОценок пока нет
- Tarea1 GlosarioДокумент6 страницTarea1 GlosarioKevin ZelayaОценок пока нет
- Tarea7 Desarrollo SubdesarrolloДокумент7 страницTarea7 Desarrollo SubdesarrolloKevin ZelayaОценок пока нет
- Foro 2Документ1 страницаForo 2Kevin ZelayaОценок пока нет
- 6 - Nov - 18 Nuevo Presentación de Microsoft PowerPointДокумент29 страниц6 - Nov - 18 Nuevo Presentación de Microsoft PowerPointKevin ZelayaОценок пока нет
- Tarea III ParcialДокумент13 страницTarea III ParcialKevin Zelaya100% (1)
- Análisis CortometrajeДокумент1 страницаAnálisis CortometrajeNicolas ParraОценок пока нет
- Apunte Derecho de Sociedades JURGEN GROLLMUSДокумент93 страницыApunte Derecho de Sociedades JURGEN GROLLMUSantonio.arancibia89Оценок пока нет
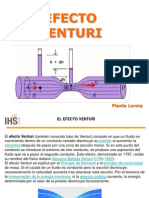
- Efecto VenturiДокумент5 страницEfecto VenturiautomotivableОценок пока нет
- Bases Curriculares, Sus Elementos y Componentes Trabajo de Investigacion - Pia Fernanda Escobar PerezДокумент10 страницBases Curriculares, Sus Elementos y Componentes Trabajo de Investigacion - Pia Fernanda Escobar PerezPia Escobar PerezОценок пока нет
- Informe Geodesico Topopgrafico Celendin Rev - BДокумент22 страницыInforme Geodesico Topopgrafico Celendin Rev - BPastor carhuatoctoОценок пока нет
- Power Point Taller de AutoestimaДокумент21 страницаPower Point Taller de AutoestimaGianfranco Garcia75% (4)
- Los RevestimientosДокумент4 страницыLos RevestimientosAmbulantisAeternusYajoОценок пока нет
- Informe Ablandamiento Anillo y BolaДокумент8 страницInforme Ablandamiento Anillo y BolaVictor RojasОценок пока нет
- Tema3.8. P' Orticos Funiculares y RígidosДокумент34 страницыTema3.8. P' Orticos Funiculares y RígidosLeandro Rame ValenciaОценок пока нет
- Conexión en Paralelo - Must Solar Inversores SolaresДокумент3 страницыConexión en Paralelo - Must Solar Inversores SolaresHiramMonasteriosОценок пока нет
- Informe PermeabilidadДокумент15 страницInforme PermeabilidadPersie MendozaОценок пока нет
- Modelo Malcom BaldrigeДокумент13 страницModelo Malcom Baldrigekahhdjak sfkaОценок пока нет
- 01 Ad-Memoria - Pgou Espejo 2013Документ208 страниц01 Ad-Memoria - Pgou Espejo 2013FRANMERAОценок пока нет
- Listo Acerca Del Padre en Las NeurosisДокумент4 страницыListo Acerca Del Padre en Las NeurosisNELSON DANIELОценок пока нет
- Rectificador de TracciónДокумент8 страницRectificador de TracciónAndre AguilarОценок пока нет
- Teatro de Objetos DocumentalesДокумент6 страницTeatro de Objetos Documentalesjuan acuñaОценок пока нет
- Profundizacion 1 - Ri Eje 3Документ7 страницProfundizacion 1 - Ri Eje 3David JimenezОценок пока нет
- BalsaДокумент63 страницыBalsaLuis Javier Mejia RoldanОценок пока нет
- Examen Calculo Tercer Parcia SubirДокумент1 страницаExamen Calculo Tercer Parcia SubirEnrik DzОценок пока нет
- Desincentivos e Incentivos para La AdopciónДокумент1 страницаDesincentivos e Incentivos para La AdopciónMERYLIN CRISTINA ORTEGA ORTEGAОценок пока нет
- Recomendaciones para La Terapia de Forjados Unidireccionales de Viguetas Autoportantes de Hormigón - ITeC - 1992Документ132 страницыRecomendaciones para La Terapia de Forjados Unidireccionales de Viguetas Autoportantes de Hormigón - ITeC - 1992Reivax50Оценок пока нет
- Manual de Politicas de Recursos HumanosДокумент16 страницManual de Politicas de Recursos HumanosMarvin Lopez100% (1)
- Taller 3 de Lengua Castellana.Документ3 страницыTaller 3 de Lengua Castellana.Geiner Luis Guzmán CorbachoОценок пока нет
- Implementacion Programa de FarmacovigilanciaДокумент76 страницImplementacion Programa de FarmacovigilanciaCarolina CeballosОценок пока нет
- Capítulos I II III RuthДокумент22 страницыCapítulos I II III RuthOscar KaehlОценок пока нет
- Clase 2 de 1ero de Sec LenguajeДокумент4 страницыClase 2 de 1ero de Sec LenguajeNathaly OropesaОценок пока нет
- Estado de Avance TdaДокумент5 страницEstado de Avance TdaValeria CalderónОценок пока нет
- Maquinas para La PlantaДокумент14 страницMaquinas para La PlantaZulmy Roque GuadalupeОценок пока нет
- Uipplan de ComunicaciónДокумент7 страницUipplan de ComunicaciónRolly QuirozОценок пока нет
- Martillo Schmidt TrabajoДокумент7 страницMartillo Schmidt TrabajoMerilyn GiulianaОценок пока нет