Вам также может понравиться
- 1-Tolerances and FitsДокумент45 страниц1-Tolerances and FitsTt OwnsqqОценок пока нет
- Saej1459v004 PDFДокумент9 страницSaej1459v004 PDFvishalОценок пока нет
- Integrity and Bar Cut OffДокумент10 страницIntegrity and Bar Cut OffAseel NajibОценок пока нет
- Tolerances and Fits: Min MaxДокумент24 страницыTolerances and Fits: Min MaxIrfan MuhammadОценок пока нет
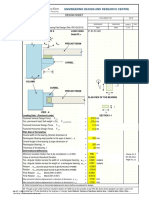
- Design Sheet: View A Load Case= Nodal ID = α F F F Precast BeamДокумент5 страницDesign Sheet: View A Load Case= Nodal ID = α F F F Precast BeamGanesh PrabuОценок пока нет
- Boundary Dimensions and Bearing Number Codes NTNДокумент6 страницBoundary Dimensions and Bearing Number Codes NTNtrunghieutcОценок пока нет
- Basic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesДокумент34 страницыBasic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessestnchsgОценок пока нет
- Bearing NumbersДокумент6 страницBearing NumbersonlineojОценок пока нет
- Sand and Permanent Mold Casting Errata WatermarkДокумент7 страницSand and Permanent Mold Casting Errata Watermarkprakashp111Оценок пока нет
- DA Directional Ceiling DiffuserДокумент4 страницыDA Directional Ceiling DiffuserJf OngОценок пока нет
- Square Diffuser CatДокумент4 страницыSquare Diffuser CatRobert JonesОценок пока нет
- Visual and Dimension Inspection Tolerance RevДокумент8 страницVisual and Dimension Inspection Tolerance RevJorgeОценок пока нет
- Diaphragm Design PDFДокумент50 страницDiaphragm Design PDFManoj JaiswalОценок пока нет
- 809-WS-ASME VIII Div 2 - Ellipsoidal Head Design - Rev0Документ2 страницы809-WS-ASME VIII Div 2 - Ellipsoidal Head Design - Rev0Sebastiano OrofinoОценок пока нет
- STAAD Design ParametersДокумент8 страницSTAAD Design Parametersbobmarley20161934Оценок пока нет
- Staad Pro DFF, DJ1 and DJ2Документ10 страницStaad Pro DFF, DJ1 and DJ2syed AffanОценок пока нет
- Compression 1 1 PDFДокумент57 страницCompression 1 1 PDFrahimi mohamadОценок пока нет
- Ancon Shearfix Punching Shear Reinforcement - Guidance For Completion of BS EN 1992 (EC2) Design SheetДокумент2 страницыAncon Shearfix Punching Shear Reinforcement - Guidance For Completion of BS EN 1992 (EC2) Design SheetАлександар Але СтојановићОценок пока нет
- Appendix: 4.2 Types of Line and Their ApplicationsДокумент4 страницыAppendix: 4.2 Types of Line and Their ApplicationsAbiyyu Thorif ArkanОценок пока нет
- DrawstandДокумент7 страницDrawstandMacedo S OliveiraОценок пока нет
- 11 Threadings UpdДокумент33 страницы11 Threadings UpdMarco RicardОценок пока нет
- Gear Design CalcДокумент2 страницыGear Design Calcomprakashd4196Оценок пока нет
- Shaft Rings: Alternate Design (Manufacturer's Option)Документ2 страницыShaft Rings: Alternate Design (Manufacturer's Option)Dadang Edy Kurniawan, S.TОценок пока нет
- Fits and TolerancesДокумент115 страницFits and TolerancesSachidhanandam MОценок пока нет
- Tolerances FitsДокумент25 страницTolerances FitsAnonymous E2oSW7Оценок пока нет
- Engineering Drawing StandardДокумент59 страницEngineering Drawing StandardYuva Raj AnandОценок пока нет
- Ship Rule 2000 ExtractДокумент5 страницShip Rule 2000 ExtractKamaraj ChinnaduraiОценок пока нет
- Aisc 360 - Staad Design ParamДокумент4 страницыAisc 360 - Staad Design Paramamraja2001Оценок пока нет
- EML2322L-GD&T Drawing ExplainedДокумент52 страницыEML2322L-GD&T Drawing Explainedyusrizal mohd yusofОценок пока нет
- Metric Screw Threads: Nissan Engineering StandardДокумент90 страницMetric Screw Threads: Nissan Engineering StandardBea RiveraОценок пока нет
- 013 - Strut and Tie Method (2014 11 09)Документ58 страниц013 - Strut and Tie Method (2014 11 09)Ming Shann LokОценок пока нет
- General Dimensional Tolerance For Parts Formed by Press Working From Sheet MetalДокумент2 страницыGeneral Dimensional Tolerance For Parts Formed by Press Working From Sheet MetalRicardo F.A.100% (3)
- Limits Fits & ToleranceДокумент30 страницLimits Fits & ToleranceSrikanth SrikeeОценок пока нет
- Structural Bolts CatalogueДокумент3 страницыStructural Bolts CatalogueTom CaineОценок пока нет
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianДокумент35 страницFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoОценок пока нет
- E PlansДокумент14 страницE PlanseduardoОценок пока нет
- Inflection Points and Bar Cut OffДокумент8 страницInflection Points and Bar Cut Offjohn sorianoОценок пока нет
- GD&T Symbols, Definitions ASME Y14.5-2009 Training - ISO G&T Symbols 1101 Definitions - GD&T Trainers - Engineers EdgeДокумент8 страницGD&T Symbols, Definitions ASME Y14.5-2009 Training - ISO G&T Symbols 1101 Definitions - GD&T Trainers - Engineers Edgevenkata gopi nadhОценок пока нет
- 4 Wire DrawingДокумент9 страниц4 Wire DrawingPratik GhoshОценок пока нет
- GD&TДокумент21 страницаGD&TJochelle Mae PecsonОценок пока нет
- Specification For Circlips: Indian StandardДокумент12 страницSpecification For Circlips: Indian StandardkrixotОценок пока нет
- Keys Couplings Seals Tolerances and Fits HandoutДокумент53 страницыKeys Couplings Seals Tolerances and Fits HandoutMijhael Anatholi Romero MamaniОценок пока нет
- Mitsu Turning Tools 1 PDFДокумент110 страницMitsu Turning Tools 1 PDFMax NovaxОценок пока нет
- PH-3500 Tools Technical BookДокумент6 страницPH-3500 Tools Technical BookJustformedia JustformediaОценок пока нет
- Staad Pro British ExampleДокумент104 страницыStaad Pro British ExampleCt NaSihahОценок пока нет
- Dumped RiprapДокумент13 страницDumped RipraprasangaОценок пока нет
- IntroductionДокумент24 страницыIntroductionVictor PirvulescuОценок пока нет
- Knuckle Joint: Design Procedure, Problems and QuestionsДокумент11 страницKnuckle Joint: Design Procedure, Problems and QuestionscaveshgmailcomОценок пока нет
- Engineering Drawing Notes BДокумент50 страницEngineering Drawing Notes BMuhammad AsimОценок пока нет
- Designing "Slab Type" Raft / Footing For Bending Moment and One-Way ShearДокумент8 страницDesigning "Slab Type" Raft / Footing For Bending Moment and One-Way ShearMuhammad HasanОценок пока нет
- SMEA1304Документ164 страницыSMEA1304y2k405 kaosОценок пока нет
- JDN 200 PDFДокумент14 страницJDN 200 PDFX800XLОценок пока нет
- Reinforced Concrete Design: (CIVL 3320)Документ24 страницыReinforced Concrete Design: (CIVL 3320)taiman chanОценок пока нет
- Lecture 6 Wire DrawingДокумент45 страницLecture 6 Wire Drawingisrael100% (2)
- Design by First PrincipleДокумент47 страницDesign by First Principlesaam456100% (2)
- GD 2Документ18 страницGD 2surapanenipraneetha08Оценок пока нет
- Field Notching and Drilling of Glued Laminated Timber Beams: Technical NoteДокумент8 страницField Notching and Drilling of Glued Laminated Timber Beams: Technical NoteEnrique LineroОценок пока нет
- Design Parameters - Concrete Is 456Документ5 страницDesign Parameters - Concrete Is 456Uttam Kumar GhoshОценок пока нет
- Tolerances. Section 8 ANSI H35.2Документ55 страницTolerances. Section 8 ANSI H35.2Bá Lộc NguyễnОценок пока нет
- Engineering Drawing: Unlocking Visual Perception in Engineering DrawingОт EverandEngineering Drawing: Unlocking Visual Perception in Engineering DrawingОценок пока нет
- Milling Manual ProgДокумент668 страницMilling Manual ProgPierre MackenzieОценок пока нет
- Tempeff Catalogue 2019Документ72 страницыTempeff Catalogue 2019Pierre MackenzieОценок пока нет
- Technical Drawing - Rev3Документ140 страницTechnical Drawing - Rev3Xds100% (20)
- Smoothon CatalogДокумент48 страницSmoothon CatalogPierre MackenzieОценок пока нет
- Metal CastingДокумент154 страницыMetal CastingPierre Mackenzie100% (1)
- Casting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantДокумент7 страницCasting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantSudhir KumarОценок пока нет
- MSS SP-55Документ25 страницMSS SP-55Christian Perez100% (1)
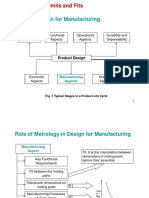
- Design For Manufacturing Questions and AnswersДокумент18 страницDesign For Manufacturing Questions and Answersyeswanth100% (2)
- Figure 49.2 Schematic of Equipment Used in Profile ExtrusionДокумент8 страницFigure 49.2 Schematic of Equipment Used in Profile ExtrusionSamson GabrielОценок пока нет
- Denure Base ResinДокумент94 страницыDenure Base ResinVishnu S Pattath100% (1)
- Design of Gravity Die CastingsДокумент25 страницDesign of Gravity Die CastingsM PraveenОценок пока нет
- Case Study On MdisДокумент16 страницCase Study On MdisDing HangОценок пока нет
- 0s Aaap. SummeeeshhДокумент95 страниц0s Aaap. SummeeeshhPious T JoseОценок пока нет
- Mod 03Документ50 страницMod 03Anuj DubeyОценок пока нет
- Results of Cooling of Dies With Water Mist: of Achievements in Materials and Manufacturing EngineeringДокумент6 страницResults of Cooling of Dies With Water Mist: of Achievements in Materials and Manufacturing Engineeringmehrdad abdolahhiОценок пока нет
- What Are Long Fiber CompositesДокумент1 страницаWhat Are Long Fiber CompositesSanket BansalОценок пока нет
- Jet Cooling English Presentationv2Документ21 страницаJet Cooling English Presentationv2susu22200050% (2)
- Decomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingsДокумент9 страницDecomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingskarthikkandaОценок пока нет
- Soling Materials GuideДокумент1 страницаSoling Materials GuideVivek RainaОценок пока нет
- Dycote : ManualДокумент30 страницDycote : ManualG Alex QSОценок пока нет
- Semi Solid Metal CastingДокумент2 страницыSemi Solid Metal CastingSuresh KumarОценок пока нет
- Evaluation of Methods For Metal Cleanliness AssessДокумент6 страницEvaluation of Methods For Metal Cleanliness AssessMohit pathakОценок пока нет
- Fundamentos de Manufactura Philip Rufe 2 EdДокумент70 страницFundamentos de Manufactura Philip Rufe 2 EdChilly Spices100% (1)
- MPs Lesson PlanДокумент2 страницыMPs Lesson PlanHareesha N GОценок пока нет
- Assignment4 CastingДокумент2 страницыAssignment4 CastingAkashkumar PrajapatiОценок пока нет
- Electrical Distribution Equipment, Questions & Answers, Part IIДокумент91 страницаElectrical Distribution Equipment, Questions & Answers, Part IIهانى خير100% (3)
- Renderoc LaxtraДокумент2 страницыRenderoc LaxtraBalasubramanian AnanthОценок пока нет
- Macrosegregation PDFДокумент6 страницMacrosegregation PDFZakaria AguezzarОценок пока нет
- TotalBoat Cast N Turn Clear Urethane Casting Resin KitДокумент11 страницTotalBoat Cast N Turn Clear Urethane Casting Resin KitTihomir MarkovicОценок пока нет
- Metallurgical EngineeringДокумент3 страницыMetallurgical EngineeringAPPI NAIDUОценок пока нет
- Heat Transfer CalculationsДокумент727 страницHeat Transfer CalculationsPhu NguyenОценок пока нет
- Dupont Compounds UL 1446Документ20 страницDupont Compounds UL 1446alex696Оценок пока нет
- Gost 1583-93Документ53 страницыGost 1583-93KannanОценок пока нет
- Multiple QueuesДокумент3 страницыMultiple Queuestuberose_13847748Оценок пока нет