Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Great Wall h6Документ2 913 страницGreat Wall h6Emg Sai100% (2)
- LTM 1070 - 1Документ655 страницLTM 1070 - 1Cristyan GabrielОценок пока нет
- Calibra Turbo Manual C20let 4x4 EcuДокумент143 страницыCalibra Turbo Manual C20let 4x4 Ecuplacebbo100% (2)
- K6-R Service Manual-5.11.20Документ70 страницK6-R Service Manual-5.11.20ramiroОценок пока нет
- Transmision PRB 773Документ9 страницTransmision PRB 773Ika YusnitaОценок пока нет
- SYM JOYMAX GTS RV 250 Service ManualДокумент227 страницSYM JOYMAX GTS RV 250 Service ManualΝικολαος Ελληνας100% (9)
- Activa 4G CATULOGUEДокумент59 страницActiva 4G CATULOGUEPrashanth Narayan Swamy100% (7)
- Gorenje Gvi682s1 PartsДокумент8 страницGorenje Gvi682s1 PartsdenitsappОценок пока нет
- Bevel and Worm GearsДокумент6 страницBevel and Worm Gearsapi-245463593Оценок пока нет
- 2012 RAM - Clutch SystemДокумент23 страницы2012 RAM - Clutch SystemHenry SilvaОценок пока нет
- Endurace CF SL - CF SLX Disc r36-17 - R054-01-Am - Bom - MeДокумент1 страницаEndurace CF SL - CF SLX Disc r36-17 - R054-01-Am - Bom - MeRoberto EmmeОценок пока нет
- Slewing: SolutionsДокумент15 страницSlewing: SolutionsJoão Márcio de MirandaОценок пока нет
- Part Book DND200Документ1 страницаPart Book DND200Danet SutrisnoОценок пока нет
- TMH 6000 II 22Документ12 страницTMH 6000 II 22Carlos PolancoОценок пока нет
- Lab No 3 - Pressure Dependent Control and Time-Delay ValveДокумент5 страницLab No 3 - Pressure Dependent Control and Time-Delay ValveHuzaifaОценок пока нет
- MD-II Question PapersДокумент7 страницMD-II Question PapersDinesh PatilОценок пока нет
- JCB EPC - GearboxДокумент3 страницыJCB EPC - Gearboxroyreid99Оценок пока нет
- 016-Cylinder Head (111211 ) PDFДокумент3 страницы016-Cylinder Head (111211 ) PDFبهية عمرОценок пока нет
- Injection Pump History BasicДокумент2 страницыInjection Pump History BasicJIMSCO CALIBRATIONОценок пока нет
- Illustrated Parts List: FRO-14210C November 2008Документ32 страницыIllustrated Parts List: FRO-14210C November 2008AnGel AmayaОценок пока нет
- Basic EngineДокумент2 страницыBasic EngineSuharto ZuhriОценок пока нет
- Atlascopco XAHS 175 DD ASL Parts ListДокумент141 страницаAtlascopco XAHS 175 DD ASL Parts ListMoataz SamiОценок пока нет
- Bomba KV3180 Ex450lc-5 PDFДокумент3 страницыBomba KV3180 Ex450lc-5 PDFFerney LaraОценок пока нет
- Yzf R252020Документ69 страницYzf R252020ikanОценок пока нет
- Yama Grupo de Fuerza 1312 - Ef5200e FWДокумент256 страницYama Grupo de Fuerza 1312 - Ef5200e FWCRISTIAN BARRIOSОценок пока нет
- Si 6uafa 003 EngДокумент1 страницаSi 6uafa 003 EngRodrigoMacedoОценок пока нет
- Tesouras 10RS Peças e Numeros JLGДокумент110 страницTesouras 10RS Peças e Numeros JLGRicardo MiottoОценок пока нет
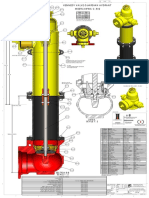
- Kennedy Valve Guardian Hydrant Meets Awwa C-502: Detail Scale 1: 2Документ1 страницаKennedy Valve Guardian Hydrant Meets Awwa C-502: Detail Scale 1: 2Amjed HОценок пока нет
- Especificaciones Seat ToledoДокумент17 страницEspecificaciones Seat Toledoubaldo caraballoОценок пока нет
- OriginalДокумент28 страницOriginalPatrick JanssensОценок пока нет