Вам также может понравиться
- Informe de Investigacion (Principios de Economía de Movimientos, Clasificación de Estudios de Tiempos)Документ10 страницInforme de Investigacion (Principios de Economía de Movimientos, Clasificación de Estudios de Tiempos)lidiaОценок пока нет
- Cuestionario Sobre El Análisis y Mejora de MétodosДокумент16 страницCuestionario Sobre El Análisis y Mejora de Métodoscucu proОценок пока нет
- SIMBOLOGÍAДокумент4 страницыSIMBOLOGÍACAROLINA DEL CARPIO ARIASОценок пока нет
- Tema 5imДокумент40 страницTema 5imOrlaОценок пока нет
- Principios de La Economía de MovimientosДокумент6 страницPrincipios de La Economía de MovimientosVictor Alfonso Cruz HernandezОценок пока нет
- Economia Del MovimientoДокумент7 страницEconomia Del MovimientoElena Guadalupe González PeñaОценок пока нет
- Ensayo 2da Unidad Estudio Del TrabajoДокумент10 страницEnsayo 2da Unidad Estudio Del TrabajoLissette Toledo MagañaОценок пока нет
- Practica #5 Presentación Diagrama BimanualДокумент22 страницыPractica #5 Presentación Diagrama BimanualRONALD GILBERTO MARTÍNEZ RIZOОценок пока нет
- Diagrama BimanualДокумент15 страницDiagrama BimanualAngel Benito GuerreroОценок пока нет
- 4.1 Principios Del Diseño Del TrabajoДокумент14 страниц4.1 Principios Del Diseño Del TrabajoCampa RicardoОценок пока нет
- Clase 7 UNIDAD III MetodosДокумент39 страницClase 7 UNIDAD III MetodosCarlos Garcia100% (1)
- Ingeniería de MétodosДокумент12 страницIngeniería de MétodosDannie S. RamírezОценок пока нет
- Diagrama - Economia de MovimientosДокумент23 страницыDiagrama - Economia de MovimientosOsiris Contreras TrillosОценок пока нет
- Principios de La Economía de MovimientosДокумент19 страницPrincipios de La Economía de MovimientosSerch XpОценок пока нет
- Graficas Y Diagramas Auxiliares de Operacion Flujo Y ProcesoДокумент20 страницGraficas Y Diagramas Auxiliares de Operacion Flujo Y ProcesoOrlando Baeza100% (1)
- 2.11 Principio de Economía de MovimientosДокумент15 страниц2.11 Principio de Economía de MovimientosEmily GranadosОценок пока нет
- Principios de Economía de MovimientosДокумент6 страницPrincipios de Economía de MovimientosAlexandra TrujilloОценок пока нет
- Tema 2 - Act 2.3. - Castillo Ortiz - 20480619Документ11 страницTema 2 - Act 2.3. - Castillo Ortiz - 20480619Sofia CastilloОценок пока нет
- Open Class 4Документ21 страницаOpen Class 4Enjhelt AtenciaОценок пока нет
- Guia 11-Estudio de MovimientosДокумент3 страницыGuia 11-Estudio de MovimientosXiomaraОценок пока нет
- Capt9. Metodos y Movimientos en El Lugar de TrabajoДокумент28 страницCapt9. Metodos y Movimientos en El Lugar de TrabajosamzuwОценок пока нет
- Economía de MovimientosДокумент6 страницEconomía de MovimientosVictor Daniel ArangoОценок пока нет
- Unidad 3Документ54 страницыUnidad 3Edgnus CruzОценок пока нет
- Principios de Economía de MovimientosДокумент9 страницPrincipios de Economía de MovimientosGely RosasОценок пока нет
- Et3-08.0 Diagrama Bimanual-Practica OrigamiДокумент9 страницEt3-08.0 Diagrama Bimanual-Practica OrigamiIsabel RinconОценок пока нет
- Definición de Estudio de MovimientosДокумент8 страницDefinición de Estudio de MovimientosalondraaguilarvelezОценок пока нет
- Economia de MovimientosДокумент10 страницEconomia de MovimientosJoaquin GrОценок пока нет
- Actividad 3.3Документ6 страницActividad 3.3Alejandro MuñizОценок пока нет
- Principios Básicos de La ErgonomíaДокумент25 страницPrincipios Básicos de La ErgonomíaGabriel CastilloОценок пока нет
- Ensayo Estudio de MovimientosДокумент5 страницEnsayo Estudio de MovimientosCarlos Lopez EstradaОценок пока нет
- Guia11 - Movimientos Menores PDFДокумент3 страницыGuia11 - Movimientos Menores PDFLucia Bocangel RuizОценок пока нет
- Guia de Estudio TiemposДокумент48 страницGuia de Estudio TiemposLuis AndrésОценок пока нет
- Principios Relacionados Con El Uso Del Cuerpo Humano en El Lugar de TrabajoДокумент15 страницPrincipios Relacionados Con El Uso Del Cuerpo Humano en El Lugar de TrabajoYenny MundarainОценок пока нет
- Diseño Del Trabajo ManualДокумент26 страницDiseño Del Trabajo ManualMario AldanaОценок пока нет
- Tarea N°3 en Clases Estudios de Tiempo y MovimientoДокумент4 страницыTarea N°3 en Clases Estudios de Tiempo y MovimientoArturo Mtz RamosОценок пока нет
- Informe Puesto de TrabajoДокумент20 страницInforme Puesto de TrabajoKaren GomezОценок пока нет
- Tema 4 - Medicion Del TrabajoДокумент67 страницTema 4 - Medicion Del TrabajoSandra OviedoОценок пока нет
- MTM Sistemas de Tiempos PredeterminadosДокумент37 страницMTM Sistemas de Tiempos PredeterminadosPablo Zenteno Juarez IngenieroОценок пока нет
- Estudiodemovimientosymicromovimientos 150204211559 Conversion Gate02Документ27 страницEstudiodemovimientosymicromovimientos 150204211559 Conversion Gate02Pedro JimenezОценок пока нет
- Estudio de Tiempos y MovimientosДокумент17 страницEstudio de Tiempos y Movimientoslaurapoveda5100% (1)
- 2da SEMANAДокумент28 страниц2da SEMANAbernillacontrerasanyilayeselyОценок пока нет
- Estudio Del Trabajo Parcial 2Документ10 страницEstudio Del Trabajo Parcial 2Franco RiqueroОценок пока нет
- Semana 6Документ26 страницSemana 6Jherly Lopez ChavezОценок пока нет
- Principios de La Economia de Movimientos OITДокумент4 страницыPrincipios de La Economia de Movimientos OITVictor BlakeОценок пока нет
- 3.1. Definición de Estudio de MovimientosДокумент8 страниц3.1. Definición de Estudio de Movimientosmonserrat leonОценок пока нет
- Diseño Del Trabajo ManualДокумент19 страницDiseño Del Trabajo ManualFrida AlvarezОценок пока нет
- ACT 1 Estudio Trabajo (Exposicion)Документ17 страницACT 1 Estudio Trabajo (Exposicion)jose luis riveraОценок пока нет
- Diseno de Intalaciones Romo PicazoДокумент35 страницDiseno de Intalaciones Romo PicazoDaniel FraustoОценок пока нет
- Economia de MovimientosДокумент7 страницEconomia de MovimientosMarlon OrozcoОценок пока нет
- Cuestionario Estudio Del Trabajo PDFДокумент4 страницыCuestionario Estudio Del Trabajo PDFLedSpot0% (1)
- Principio de Economía de MovimientosДокумент2 страницыPrincipio de Economía de MovimientosLuis BerrocalОценок пока нет
- Estudio de Trabajo 3Документ24 страницыEstudio de Trabajo 3DIJOLOGOОценок пока нет
- Diseño de Estaciones y Estudio de TiemposДокумент3 страницыDiseño de Estaciones y Estudio de TiemposGabriela Lamas LeyvaОценок пока нет
- Resumen Cap9Документ9 страницResumen Cap9ansekuОценок пока нет
- Trabajo Pactico Estudio Del Trabajo CorregidoДокумент33 страницыTrabajo Pactico Estudio Del Trabajo CorregidoSebastian MenaОценок пока нет
- 3.estudio MovimientosДокумент12 страниц3.estudio MovimientosASTRID CAROLINA ZARUMA MORAОценок пока нет
- Lectura 5 - Metodos de Trabajo y Estudio de TiemposДокумент20 страницLectura 5 - Metodos de Trabajo y Estudio de TiemposSalvador Jaidar SotoОценок пока нет
- PDF 20221006 194317 0000Документ29 страницPDF 20221006 194317 0000Mishelle Guadalupe Magaña ZapataОценок пока нет
- Estudios de Movimientos UjedriДокумент15 страницEstudios de Movimientos UjedriJennifer AriasОценок пока нет
- Instrucciones para Completar Declaracion Renta en LineaДокумент26 страницInstrucciones para Completar Declaracion Renta en LineaBea FuentesОценок пока нет
- Codigo de Comercio de El Salvador (2018) PDFДокумент280 страницCodigo de Comercio de El Salvador (2018) PDFJosue LopezОценок пока нет
- DOC2018782189Документ28 страницDOC2018782189Maria Mercedes Gonzales SalazarОценок пока нет
- Lib Rode Act As Act A Junta Direct IvaДокумент3 страницыLib Rode Act As Act A Junta Direct IvaBea FuentesОценок пока нет
- Reseña Historica de La BancaДокумент6 страницReseña Historica de La BancaBea FuentesОценок пока нет
- Archivo Anonimo de AyudaДокумент24 страницыArchivo Anonimo de AyudaBea FuentesОценок пока нет
- Trabajo Final Expo Auditoria para ReimprimirДокумент136 страницTrabajo Final Expo Auditoria para ReimprimirBea FuentesОценок пока нет
- La Banca SalvadoreñaДокумент20 страницLa Banca SalvadoreñaBea FuentesОценок пока нет
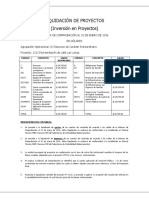
- Liquidación de Proyectos 1Документ1 страницаLiquidación de Proyectos 1Bea FuentesОценок пока нет
- ETAPA 1. Generalidades y Alcance Del Análisis Del Ciclo de VidaДокумент5 страницETAPA 1. Generalidades y Alcance Del Análisis Del Ciclo de VidaCheche NoriegaОценок пока нет
- Tarea Apa - U18307327Документ6 страницTarea Apa - U18307327Franklyn MTОценок пока нет
- PDF Solucionario Tarea02 - CompressДокумент5 страницPDF Solucionario Tarea02 - CompressMARIELA HILSOОценок пока нет
- FICHA 3-EDA6 - 2° AñoДокумент4 страницыFICHA 3-EDA6 - 2° AñoMarco Daniel Rios TiradoОценок пока нет
- Los Verbos Regulares Más Importantes Del InglésДокумент35 страницLos Verbos Regulares Más Importantes Del InglésAntonio Zapata SolisОценок пока нет
- Tarea III Judith G de JesusДокумент4 страницыTarea III Judith G de JesusJudith Gianny De Jesús FloresОценок пока нет
- Guia Perfil Proyectos Unach PDFДокумент6 страницGuia Perfil Proyectos Unach PDFIanОценок пока нет
- Taller HumanismoДокумент7 страницTaller HumanismoValentina Caceres DiazОценок пока нет
- Conceptos de VibracionesДокумент114 страницConceptos de VibracionesCristhian Sanchez ValdezОценок пока нет
- Accion JuevesДокумент11 страницAccion JuevesIsabel DurangoОценок пока нет
- Cerq Peru 4Документ14 страницCerq Peru 4José Carlos Cornejo HuancaОценок пока нет
- ACT 7 Analisis DatosДокумент8 страницACT 7 Analisis Datosalex tamezОценок пока нет
- Medicion y Teoria de ErroresДокумент11 страницMedicion y Teoria de ErrorescesarОценок пока нет
- 5 Rotación de Personal y Rendimiento Laboral-1Документ73 страницы5 Rotación de Personal y Rendimiento Laboral-1Cinthya MoralesОценок пока нет
- 1 - Ficha de ResumenДокумент9 страниц1 - Ficha de ResumenDaniela YupanquiОценок пока нет
- Las Siete Herramientas Basicas de La CalidadДокумент35 страницLas Siete Herramientas Basicas de La CalidadPaco Librí Palomino100% (3)
- Actividad 3 Introduccion A La InvestigacionДокумент7 страницActividad 3 Introduccion A La InvestigacionYuleidys Mayerlin PENALOZA PRADAОценок пока нет
- Plan de CapacitaciónДокумент18 страницPlan de CapacitaciónNilselys GonzalezОценок пока нет
- Determinacion Del Calor EspecificoДокумент3 страницыDeterminacion Del Calor EspecificoOscar VasquezОценок пока нет
- Investigacion CualitativasДокумент6 страницInvestigacion CualitativasCarmen Mercedes Caminero DíazОценок пока нет
- Informe de Investigación de MercadoДокумент5 страницInforme de Investigación de MercadoLuisОценок пока нет
- Pauta para Redactar Trabajo de InvestigacionДокумент7 страницPauta para Redactar Trabajo de InvestigacionJimmy HerreraОценок пока нет
- Diagnostico Empresarial EficazДокумент16 страницDiagnostico Empresarial EficazrichardterriusОценок пока нет
- Control de Inventarios Control Interno Ferreteria Condori Gonzales Delia BeatrizДокумент128 страницControl de Inventarios Control Interno Ferreteria Condori Gonzales Delia BeatrizDiegoQuispeRamosОценок пока нет
- Mapa Conceptual InvestigaciónДокумент1 страницаMapa Conceptual InvestigaciónAngie Pino100% (2)
- Eba U3 A1 MatzДокумент5 страницEba U3 A1 MatzPaty TrigoОценок пока нет
- Deber de TurbomaquinariaДокумент8 страницDeber de TurbomaquinariaMaikol Daniel PeruchoОценок пока нет
- Guía Satisfacción Usuarios ExternosДокумент21 страницаGuía Satisfacción Usuarios ExternosMaricielo Velasquez LizarragaОценок пока нет
- T Espe 026684 PDFДокумент203 страницыT Espe 026684 PDFLuis AntonОценок пока нет
- Calculo Integral Ciencias UniДокумент2 страницыCalculo Integral Ciencias Unicindy_a_18209100% (2)