Вам также может понравиться
- MSA Training PPT 14-07-2020 PDFДокумент125 страницMSA Training PPT 14-07-2020 PDFLAKSHYA MITTAL100% (4)
- Dynamic Response Factor As Per As 1170.2Документ2 страницыDynamic Response Factor As Per As 1170.2Zarna ModiОценок пока нет
- Task Sheet #4 For Lesson 4 REMOROZA, DINNAH H.Документ4 страницыTask Sheet #4 For Lesson 4 REMOROZA, DINNAH H.dinnah100% (1)
- Computational Physics - Fortran Version - Koonin PDFДокумент660 страницComputational Physics - Fortran Version - Koonin PDFJosé Roberto LessaОценок пока нет
- PHY2061 Enriched Physics 2 Lecture Notes: Coulomb's LawДокумент7 страницPHY2061 Enriched Physics 2 Lecture Notes: Coulomb's LawRavi Kanth M NОценок пока нет
- ChartsДокумент1 страницаChartsravikumarmgowdaОценок пока нет
- GuardSoft Cerberus Full Software Cracked Download (Pc-Mac) CrackДокумент2 страницыGuardSoft Cerberus Full Software Cracked Download (Pc-Mac) CrackMegatoreОценок пока нет
- Kangaroo GraphДокумент2 страницыKangaroo Graphapi-302577842Оценок пока нет
- Presented By:: ASQ Section 0700 ASQ Section 0701Документ35 страницPresented By:: ASQ Section 0700 ASQ Section 0701fennyОценок пока нет
- Measurement System Analysis LabДокумент32 страницыMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Measurements: Measurement Systems AnalysisДокумент8 страницMeasurements: Measurement Systems AnalysisNataraj DevОценок пока нет
- Msa PresentationsДокумент17 страницMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyОценок пока нет
- Gage R&RДокумент25 страницGage R&RMario Mora GarciaОценок пока нет
- 3.measure 984Документ31 страница3.measure 984lucky prajapatiОценок пока нет
- Measuring Variation Methods - MSA Alternative for Estimating % ToleranceДокумент78 страницMeasuring Variation Methods - MSA Alternative for Estimating % Tolerancesolmaz MOVAFAGHIОценок пока нет
- Gage Repeatability and Reproducibility (R&R) - Six Sigma Study GuideДокумент17 страницGage Repeatability and Reproducibility (R&R) - Six Sigma Study GuideSoumen MannaОценок пока нет
- MsaДокумент25 страницMsaMonu SharmaОценок пока нет
- Measurement Systems Analysis: Total Quality ManagementДокумент17 страницMeasurement Systems Analysis: Total Quality Managementtlatuani1000Оценок пока нет
- A Closer Look at Precision of Measuring and Test EquipmentДокумент3 страницыA Closer Look at Precision of Measuring and Test EquipmentGonzalo VargasОценок пока нет
- Measurement Systems Analysis: Total Quality ManagementДокумент17 страницMeasurement Systems Analysis: Total Quality ManagementmanuelОценок пока нет
- Measurement Systems Analysis: Total Quality ManagementДокумент17 страницMeasurement Systems Analysis: Total Quality ManagementkhamaludinОценок пока нет
- MSA BriefДокумент17 страницMSA BriefUrdanОценок пока нет
- An Introduction To Gage R&RДокумент4 страницыAn Introduction To Gage R&RShiguo LiuОценок пока нет
- Measurement System AnalysisДокумент17 страницMeasurement System AnalysisAkash KumarОценок пока нет
- ANOVA Gauge R&RДокумент3 страницыANOVA Gauge R&Rtehky63Оценок пока нет
- Kelas 1 - Matrikulasi S-D Testing HypothesisДокумент31 страницаKelas 1 - Matrikulasi S-D Testing Hypothesism nur rizkiОценок пока нет
- MSA2[1]Документ18 страницMSA2[1]vsgfabtech7Оценок пока нет
- R & R Traditional ExplanationДокумент29 страницR & R Traditional ExplanationBiopharmaОценок пока нет
- Dokumen - Tips - Introduction To Gage RRДокумент17 страницDokumen - Tips - Introduction To Gage RRSNC NewsОценок пока нет
- Process Measurement FundamentalsДокумент16 страницProcess Measurement FundamentalseuserodriguezОценок пока нет
- Ch7svol1 PDFДокумент27 страницCh7svol1 PDFRisdiyanto Edy SaputroОценок пока нет
- Gage R&RДокумент16 страницGage R&RAl-Kawthari As-SunniОценок пока нет
- TPM Lecture 10Документ19 страницTPM Lecture 10Zeeshan Elahi100% (1)
- MEASURING ACCURACYДокумент50 страницMEASURING ACCURACYRaajeshkrishnaОценок пока нет
- Welcome: Training ProgramДокумент66 страницWelcome: Training ProgramAnkurОценок пока нет
- Co-Efficient of VariationДокумент4 страницыCo-Efficient of VariationMegan MilesОценок пока нет
- Training in MSA PQ Systems Training Material PDFДокумент109 страницTraining in MSA PQ Systems Training Material PDFsaby aroraОценок пока нет
- Measurements - Specifications - Indicators - BiomarkersДокумент33 страницыMeasurements - Specifications - Indicators - Biomarkersdilek_uçarОценок пока нет
- Measurement System Analysis GuideДокумент19 страницMeasurement System Analysis Guiderollickingdeol100% (1)
- Measurement System Analysis (Msa)Документ27 страницMeasurement System Analysis (Msa)Muhammad Mubeen Iqbal PuriОценок пока нет
- Msa Measurement Systems Analysis 1233772012646511 3Документ45 страницMsa Measurement Systems Analysis 1233772012646511 3Pradeep100% (1)
- Anova Gauge RR Repeatability ReproducibilityДокумент3 страницыAnova Gauge RR Repeatability ReproducibilitysharkfsdfskjfsdfsfeОценок пока нет
- What is a gage R&R study and which type to useДокумент2 страницыWhat is a gage R&R study and which type to usedayalumeОценок пока нет
- Assistant Gage R and RДокумент19 страницAssistant Gage R and ROrlando Yaguas100% (1)
- Applying Multiple Regression ModelДокумент5 страницApplying Multiple Regression Modelpezamarillo-1Оценок пока нет
- MSA fundamentalsДокумент64 страницыMSA fundamentalsAzer Asociados SacОценок пока нет
- Gage R&RДокумент10 страницGage R&Rshobhit2310Оценок пока нет
- Measurement Systems Analysis: Champion TrainingДокумент45 страницMeasurement Systems Analysis: Champion TrainingRavindra ErabattiОценок пока нет
- PROCEDURE FOR MSA 1Документ4 страницыPROCEDURE FOR MSA 1vsgfabtech7Оценок пока нет
- 209 MsaДокумент87 страниц209 MsakartikijagОценок пока нет
- MSA Case StudiesДокумент10 страницMSA Case StudiesMuthuswamyОценок пока нет
- Repeatability and ReproducibilityДокумент10 страницRepeatability and ReproducibilityAbhijeet GangulyОценок пока нет
- Data Considerations For Crossed Gage RДокумент11 страницData Considerations For Crossed Gage RVivekanandan THANGARAJОценок пока нет
- MSA Presentation by M Negi 31.01.09Документ76 страницMSA Presentation by M Negi 31.01.09Mahendra100% (2)
- Gentlemen, Start Your Gages: R&R and Variability: Gagepack Gordon ConstableДокумент4 страницыGentlemen, Start Your Gages: R&R and Variability: Gagepack Gordon Constablevijay2101Оценок пока нет
- Gage R&RДокумент23 страницыGage R&RGlOw MTzОценок пока нет
- Unit I MQCДокумент92 страницыUnit I MQCNACHIKETHA B NОценок пока нет
- Guideline-Gage R&R Test For Quality Inspectors Rev0 (9mar2023) - FinalДокумент25 страницGuideline-Gage R&R Test For Quality Inspectors Rev0 (9mar2023) - FinalhectorguerreroinmortalОценок пока нет
- Howtodoagage R&R When You Can'T Do A Gage R&R: Thomas RustДокумент21 страницаHowtodoagage R&R When You Can'T Do A Gage R&R: Thomas Rustnelson.rodriguezm6142Оценок пока нет
- Gage R&R Study Analysis and Variance ComponentsДокумент16 страницGage R&R Study Analysis and Variance ComponentsMurugeswari RajaselvamОценок пока нет
- Training Sample Measurement Systems MTB16 ENДокумент19 страницTraining Sample Measurement Systems MTB16 ENguto_udescОценок пока нет
- ANOVA Gauge R&RДокумент3 страницыANOVA Gauge R&Rmia farrow100% (1)
- OPRE 6364 Quality Control (Lean Six Sigma) : Six Sigma Measure Data Collection Plan and Gage R&RДокумент18 страницOPRE 6364 Quality Control (Lean Six Sigma) : Six Sigma Measure Data Collection Plan and Gage R&RGustavo SánchezОценок пока нет
- The Basics of Gage RДокумент4 страницыThe Basics of Gage RBharatОценок пока нет
- Gage R&R For Attributes: InstructionsДокумент31 страницаGage R&R For Attributes: InstructionsCesar ArellanoОценок пока нет
- Intro to Descriptive Stats for Unit 1 AS1Документ1 страницаIntro to Descriptive Stats for Unit 1 AS1Noor FatimaОценок пока нет
- Sample Size for Analytical Surveys, Using a Pretest-Posttest-Comparison-Group DesignОт EverandSample Size for Analytical Surveys, Using a Pretest-Posttest-Comparison-Group DesignОценок пока нет
- TPMДокумент40 страницTPMPalkesh TrivediОценок пока нет
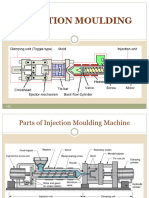
- What Is Injection Moulding ProcessДокумент42 страницыWhat Is Injection Moulding ProcesssadiqusОценок пока нет
- Minitab ExercisesДокумент17 страницMinitab ExercisessadiqusОценок пока нет
- 50 Analytics Projects!Документ52 страницы50 Analytics Projects!sadiqusОценок пока нет
- Basic StatsДокумент6 страницBasic StatsPavithra MaddipetlaОценок пока нет
- ICRA Ferrous MetalsДокумент7 страницICRA Ferrous MetalssadiqusОценок пока нет
- Mehi Connected Communities Implementation Grant Transformation Plan TemplateДокумент5 страницMehi Connected Communities Implementation Grant Transformation Plan TemplatesadiqusОценок пока нет
- Basic StatsДокумент6 страницBasic StatsPavithra MaddipetlaОценок пока нет
- Rotary Nagar ProjectДокумент9 страницRotary Nagar ProjectsadiqusОценок пока нет
- TCE Power MIS - SadiqДокумент9 страницTCE Power MIS - SadiqsadiqusОценок пока нет
- QuizДокумент3 страницыQuizsadiqusОценок пока нет
- CPM ExamplesДокумент198 страницCPM ExamplesnaveedsidhuОценок пока нет
- Gung Ho!: by K. Blanchard & S. BowlesДокумент23 страницыGung Ho!: by K. Blanchard & S. BowlessadiqusОценок пока нет
- Practice Problem SetДокумент3 страницыPractice Problem SetsadiqusОценок пока нет
- Will Bill Mill & Drill? A Case by Prof Sridar NatarajanДокумент6 страницWill Bill Mill & Drill? A Case by Prof Sridar NatarajansadiqusОценок пока нет
- Kenyan Hotel Industry OutlookДокумент7 страницKenyan Hotel Industry OutlooksadiqusОценок пока нет
- Satyam Scam HTДокумент4 страницыSatyam Scam HTsadiqusОценок пока нет
- GMAT Flashcards v4Документ119 страницGMAT Flashcards v4gmatclub2100% (2)
- Project ManagementДокумент33 страницыProject ManagementsadiqusОценок пока нет
- Roller Compacted Concrete PDFДокумент34 страницыRoller Compacted Concrete PDFAdrian Luis Hernandez Garcia67% (3)
- P6 Processflow PMДокумент3 страницыP6 Processflow PMsadiqusОценок пока нет
- CR GmatclubДокумент5 страницCR GmatclubsadiqusОценок пока нет
- Angles and Polygons Resit TestДокумент8 страницAngles and Polygons Resit Testapi-461267688Оценок пока нет
- Inverse Circular FunctionДокумент1 страницаInverse Circular FunctionDharmendra SankhlaОценок пока нет
- Elements Principles Graphic DesignДокумент36 страницElements Principles Graphic DesignKate SanchezОценок пока нет
- Extending SteinbergДокумент35 страницExtending SteinbergelmerocabronОценок пока нет
- WME01 01 Que 20220111Документ28 страницWME01 01 Que 20220111Dulvan VitharanaОценок пока нет
- Chapter 3.4Документ9 страницChapter 3.4Jhon Barzola PalominoОценок пока нет
- Intelligence Test 05Документ7 страницIntelligence Test 05Saadat KhanОценок пока нет
- OSSSC PEO JA 2023 Solved Paper With Detail Solutions SET DДокумент45 страницOSSSC PEO JA 2023 Solved Paper With Detail Solutions SET Dnaikvicky186Оценок пока нет
- Shaft CalculationДокумент22 страницыShaft CalculationElia MekdadОценок пока нет
- Hydrocyclone ISWTДокумент69 страницHydrocyclone ISWTSwarnaRakshit100% (1)
- Application of Machine Learning Techniques in Project ManagementДокумент11 страницApplication of Machine Learning Techniques in Project ManagementRoderick PerezОценок пока нет
- Quantitative TechniquesДокумент62 страницыQuantitative TechniquesSteffanie GranadaОценок пока нет
- 5 2 A A Geometric Constraints 1Документ3 страницы5 2 A A Geometric Constraints 1api-248595624Оценок пока нет
- Representing Sequences Recursively and ExplicitlyДокумент4 страницыRepresenting Sequences Recursively and Explicitlytwitch tv caibingweiОценок пока нет
- 6.045 Class 7: Computability Theory FundamentalsДокумент53 страницы6.045 Class 7: Computability Theory FundamentalsMuhammad Al KahfiОценок пока нет
- Ce 481 Compressibility Fall 37-38 4096463Документ145 страницCe 481 Compressibility Fall 37-38 4096463Sai KumarОценок пока нет
- Solution: Option (A) : Grouping of Identical FiguresДокумент6 страницSolution: Option (A) : Grouping of Identical FiguresAnkit KumarОценок пока нет
- Integral Calculus SYLLABUSДокумент2 страницыIntegral Calculus SYLLABUSCAHEL ALFONSOОценок пока нет
- Thesis - Robust Control of Power Electronic ConvertersДокумент172 страницыThesis - Robust Control of Power Electronic ConvertersDhananjayОценок пока нет
- CE Board Nov 2022 Engineering Mechanics Set 1Документ3 страницыCE Board Nov 2022 Engineering Mechanics Set 1Meverlyn RoqueroОценок пока нет
- PHP NotesДокумент77 страницPHP NotesRajendra SreevatsaОценок пока нет
- CNC Turning Machines: Coordinate System and Programming CyclesДокумент34 страницыCNC Turning Machines: Coordinate System and Programming CyclesAmaterasu Susanoo TsukuyomiОценок пока нет
- 33-240 ControlExperiments LabVIEWДокумент43 страницы33-240 ControlExperiments LabVIEWManasiSarkarОценок пока нет


























![MSA2[1]](https://imgv2-2-f.scribdassets.com/img/document/721365390/149x198/bdac6382b1/1712637151?v=1)