Вам также может понравиться
- Modern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyДокумент8 страницModern Tools For Hopper Design: by Tim Freeman, Freeman TechnologyRashmi RaniОценок пока нет
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Solids flow modes and hopper design principlesДокумент14 страницSolids flow modes and hopper design principlesHogar Belo HorizonteОценок пока нет
- Silo GuideДокумент14 страницSilo GuideMd. Mynul Hossain100% (2)
- Light Guage Silo Hopper Design PDFДокумент27 страницLight Guage Silo Hopper Design PDFPaul RuckОценок пока нет
- Silo Over-Pressurization Prevention GuideДокумент30 страницSilo Over-Pressurization Prevention Guidemohamad izzuddin adnanОценок пока нет
- Solids Notes 10 Hopper DesignДокумент26 страницSolids Notes 10 Hopper Designellantidinesh100% (1)
- Impact of New Codes in Silos DesignДокумент8 страницImpact of New Codes in Silos DesignRohit GadekarОценок пока нет
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditДокумент26 страницModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317Оценок пока нет
- College of Engineering and Technology Chemical Engineering DepartmentДокумент6 страницCollege of Engineering and Technology Chemical Engineering DepartmentKarl Raymundo100% (2)
- Costs of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CДокумент7 страницCosts of Individual Equipment ExplainedPacked towers:C, = 1.7C, + Nf&fC, + CNishithОценок пока нет
- Bin and Hopper Design LectureДокумент73 страницыBin and Hopper Design Lecturejigarshah21Оценок пока нет
- Structural Design of Steel BinsДокумент23 страницыStructural Design of Steel BinsnicolasОценок пока нет
- IS-9178 Part1 PDFДокумент29 страницIS-9178 Part1 PDFShamik ChowdhuryОценок пока нет
- Trojosky2019 PDFДокумент21 страницаTrojosky2019 PDFHector CabezasОценок пока нет
- Hopper WordДокумент15 страницHopper WordJani MisterioОценок пока нет
- S 101 Sodium Chloride Silo Specification Sheet and DesignДокумент8 страницS 101 Sodium Chloride Silo Specification Sheet and DesignBenedick Jayson MartiОценок пока нет
- L20 - Silos and TanksДокумент22 страницыL20 - Silos and TanksVasil Georgiev GeorgievОценок пока нет
- The Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsДокумент7 страницThe Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsXiaogang Min100% (1)
- Hopper DesigningДокумент34 страницыHopper DesigningZaeem Uddin Ali100% (2)
- Bucket Elevator Capacity Formulas REVISEDДокумент1 страницаBucket Elevator Capacity Formulas REVISEDbrpnaidu2157Оценок пока нет
- Dynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206Документ4 страницыDynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206AliОценок пока нет
- Silo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Документ44 страницыSilo Design: Mech D (4'2) Roll No: 16311A03M4 16311A03M7 16311A03P7Akhilprasad SadigeОценок пока нет
- Effective Bin DesignДокумент8 страницEffective Bin DesignGeorge Markas100% (1)
- Ball Mill Design - CompressДокумент6 страницBall Mill Design - CompressSuresh VedalaОценок пока нет
- Bulk Handling Global - Bulk Handling GlobalДокумент2 страницыBulk Handling Global - Bulk Handling Globalpvc333Оценок пока нет
- Silo PDFДокумент6 страницSilo PDFdjsmoniОценок пока нет
- Solids Notes 10 Hopper DesignДокумент26 страницSolids Notes 10 Hopper DesignCss GaneshОценок пока нет
- Silo Capacity CalculationДокумент1 страницаSilo Capacity Calculationlbc123Оценок пока нет
- Hopper DesignДокумент7 страницHopper DesignRohan Malkar100% (1)
- Jenikes' TheoryДокумент209 страницJenikes' TheoryMohammad Bataineh100% (1)
- Bin and Hopper Design GuideДокумент73 страницыBin and Hopper Design GuideGanesh Aditya100% (4)
- Silo and Hopper Design For StrengthДокумент36 страницSilo and Hopper Design For Strengthazouin59100% (4)
- Stockpile SegregationДокумент2 страницыStockpile SegregationEdwin BatallanosОценок пока нет
- Calculating Granular Material Discharge Rates from SilosДокумент2 страницыCalculating Granular Material Discharge Rates from SilosZaeem Uddin AliОценок пока нет
- Rs 71 Ball Mill Sizng-1Документ4 страницыRs 71 Ball Mill Sizng-1Dilnesa EjiguОценок пока нет
- Designing of Chain Drive MechanismДокумент1 страницаDesigning of Chain Drive MechanismrasgeetsinghОценок пока нет
- Historical Review of Pneumatic ConveyingДокумент10 страницHistorical Review of Pneumatic Conveyingsalfm08Оценок пока нет
- Silo DesignДокумент25 страницSilo Designvijaystructural100% (1)
- Silo PDFДокумент6 страницSilo PDFCalОценок пока нет
- Bucket Elevator: An OverviewДокумент38 страницBucket Elevator: An OverviewKamal RajuОценок пока нет
- Structure Calculation Sheet For SiloДокумент174 страницыStructure Calculation Sheet For Silojohn12345Оценок пока нет
- IS 9178-Part-1 PDFДокумент32 страницыIS 9178-Part-1 PDFvijay84mech100% (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОт EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОценок пока нет
- The Selection and Sizing of Bins, Hopper Outlets and FeedersДокумент13 страницThe Selection and Sizing of Bins, Hopper Outlets and FeedersJean Pool Alarcon VilaОценок пока нет
- Silo DocumentsДокумент16 страницSilo DocumentssumitsifterОценок пока нет
- Bins Feeders in Cement IndustryДокумент29 страницBins Feeders in Cement IndustryBoris DikovОценок пока нет
- SiloДокумент16 страницSilosumitsifterОценок пока нет
- Bins & Feeders in Cement IndustryДокумент29 страницBins & Feeders in Cement IndustryNaelОценок пока нет
- Chute DesignДокумент11 страницChute DesignneilОценок пока нет
- Cementing EquipmentДокумент12 страницCementing EquipmentETR0% (1)
- ALPS Application Note - Leak Testing Injection Blow Molded BottlesДокумент5 страницALPS Application Note - Leak Testing Injection Blow Molded BottlesgovindОценок пока нет
- INTRO TO SILO DESIGN AND FLOW PROPERTIESДокумент35 страницINTRO TO SILO DESIGN AND FLOW PROPERTIESAkhilprasad SadigeОценок пока нет
- Bins, Bunkers & Silos - FinalДокумент24 страницыBins, Bunkers & Silos - FinalLokesh SrivastavaОценок пока нет
- Methods For Design of Hoppers, Silo's, Bins & BunkersДокумент10 страницMethods For Design of Hoppers, Silo's, Bins & BunkersJaco KotzeОценок пока нет
- Basell Profile Extrusion Polypropylene Processing GuideДокумент9 страницBasell Profile Extrusion Polypropylene Processing GuideSCHOPENHAUERОценок пока нет
- BAFFLESДокумент9 страницBAFFLESSalma ChakirОценок пока нет
- Engineering Practice 2020 04Документ7 страницEngineering Practice 2020 04Chenchulakshmi MОценок пока нет
- Engineering Practice 2020 04Документ35 страницEngineering Practice 2020 04AUDIO CLIPS BLOGОценок пока нет
- Assembly Manual SP160 - Slewing DriveДокумент33 страницыAssembly Manual SP160 - Slewing DriveyoussefОценок пока нет
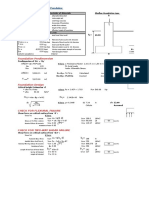
- Design of Square Base Shallow FoundationДокумент2 страницыDesign of Square Base Shallow FoundationWaqas AnjumОценок пока нет
- Glossary Word List Steel and Machine Shop IndustryДокумент5 страницGlossary Word List Steel and Machine Shop IndustryyoussefОценок пока нет
- 153-Work Order No7 - Warehouse For Chemical and Lubrical ExpiredДокумент1 страница153-Work Order No7 - Warehouse For Chemical and Lubrical ExpiredyoussefОценок пока нет
- Shellliftingspecsops0055rev1 4Документ125 страницShellliftingspecsops0055rev1 4Marcos TadsioОценок пока нет
- Eurocodes publication scheduleДокумент3 страницыEurocodes publication scheduleyoussefОценок пока нет
- موسوعة الدعاءДокумент178 страницموسوعة الدعاءaitazziabdoОценок пока нет
- Dynamic Design of Belt Conveyors: Diploma ThesisДокумент256 страницDynamic Design of Belt Conveyors: Diploma ThesisSanchai_SaОценок пока нет
- Lifting The Spirit Environmental AnalysisДокумент24 страницыLifting The Spirit Environmental AnalysisyoussefОценок пока нет
- Lifting The Spirit Environmental AnalysisДокумент24 страницыLifting The Spirit Environmental AnalysisyoussefОценок пока нет
- 3 Splash Box:1 m3 de Béton Chacun: SectionДокумент1 страница3 Splash Box:1 m3 de Béton Chacun: SectionyoussefОценок пока нет
- Pole FDNДокумент24 страницыPole FDNyoussefОценок пока нет
- Traitement Des Sols Et FondationsДокумент6 страницTraitement Des Sols Et FondationsyoussefОценок пока нет
- Cargo Loading and Unloading EfficiencyДокумент10 страницCargo Loading and Unloading EfficiencyyoussefОценок пока нет
- APP Carbon Grade Chart v6Документ1 страницаAPP Carbon Grade Chart v6Tashrif YusufОценок пока нет
- Comparative Design of Biaxial R.C. Colu... 10 and EC2 - Welcome To Structville..Документ11 страницComparative Design of Biaxial R.C. Colu... 10 and EC2 - Welcome To Structville..youssefОценок пока нет
- WP HIAC Detection and Control in WFI and PW Systems USДокумент0 страницWP HIAC Detection and Control in WFI and PW Systems USboddarambabuОценок пока нет
- Master Format Numbers & Titles 1998Документ2 страницыMaster Format Numbers & Titles 1998David Carnicelli100% (1)
- IecДокумент1 323 страницыIecRomany AllamОценок пока нет
- Process Safeguarding - PSE02Документ2 страницыProcess Safeguarding - PSE02Sarfraz AliОценок пока нет
- A330 RR Trent 700 T7lm04r80-Ata-31 & 77Документ42 страницыA330 RR Trent 700 T7lm04r80-Ata-31 & 77Shusant SahaОценок пока нет
- 3 MDM Curriculum AsOn 04nov2011Документ25 страниц3 MDM Curriculum AsOn 04nov2011Vamsi KrishnaОценок пока нет
- EieДокумент189 страницEieImran MohiuddinОценок пока нет
- Dcs SpecificationДокумент42 страницыDcs Specificationsina20795Оценок пока нет
- Serv4045 TXTДокумент121 страницаServ4045 TXTmuhammad arifОценок пока нет
- Laboratory Activity 2Документ3 страницыLaboratory Activity 2K Ronnan CalderonОценок пока нет
- Unit 2 Pressure MeasurementДокумент33 страницыUnit 2 Pressure MeasurementkhalimnОценок пока нет
- Refuse Engine Control Panel - G3 - 99905333Документ18 страницRefuse Engine Control Panel - G3 - 99905333firdОценок пока нет
- Introduction To Virtual Biomedical InstrumentationДокумент3 страницыIntroduction To Virtual Biomedical InstrumentationPiyush PatelОценок пока нет
- Azbil - CA2 HDS500 00Документ6 страницAzbil - CA2 HDS500 00Magoroku D. Yudho0% (1)
- LrbollpullДокумент5 страницLrbollpullzufi110Оценок пока нет
- Mobile Instrumentation Platform Evaluated for Unmanned Vehicle TestingДокумент120 страницMobile Instrumentation Platform Evaluated for Unmanned Vehicle TestinggfgfОценок пока нет
- Leak Detection ReportДокумент302 страницыLeak Detection ReportPaulo A. Guevara PolaníaОценок пока нет
- JNTU H Substitute - SubjectsДокумент2 страницыJNTU H Substitute - SubjectsTrcStaffОценок пока нет
- Datasheet 593330 (98-6090) en 120V 60HzДокумент98 страницDatasheet 593330 (98-6090) en 120V 60Hzleonardo morenoОценок пока нет
- Electrical and Instrumentation DesigningДокумент4 страницыElectrical and Instrumentation DesigningVenkata Suresh MandavaОценок пока нет
- Arun WoodДокумент5 страницArun WoodArun KumarОценок пока нет
- Point Level Detection in Liquids and Bulk Solids: Selection and Engineering GuideДокумент72 страницыPoint Level Detection in Liquids and Bulk Solids: Selection and Engineering GuideHumberto SagárnagaОценок пока нет
- NAPS UFSAR Chapter 14 Initial Tests and OperationДокумент78 страницNAPS UFSAR Chapter 14 Initial Tests and OperationRussell ShacklefordОценок пока нет
- Listado InstrumentacionДокумент34 страницыListado InstrumentacionOscarArrietaNarvaezОценок пока нет
- Gerontis Constantinos ResumeДокумент1 страницаGerontis Constantinos Resumeapi-402481422Оценок пока нет
- Biomedical InstrumentationДокумент3 страницыBiomedical InstrumentationJackson AnthonyОценок пока нет
- Curriculum VitaeДокумент2 страницыCurriculum VitaechantigaaduОценок пока нет
- A-501 A-502 A-503 A-504 A-505Документ24 страницыA-501 A-502 A-503 A-504 A-505Bhanu ViswanadhОценок пока нет
- Instrument Technician ResumeДокумент3 страницыInstrument Technician ResumeMuhammad ZeeshanОценок пока нет
- QC EngineerДокумент4 страницыQC EngineerSajjad AfzalОценок пока нет