Вам также может понравиться
- 1 s2.0 S1000936114002301 MainДокумент11 страниц1 s2.0 S1000936114002301 MainOfiter90Оценок пока нет
- Development of A Low-Cost Vibration Measurement System For Industrial ApplicationsДокумент18 страницDevelopment of A Low-Cost Vibration Measurement System For Industrial ApplicationsOfiter90Оценок пока нет
- TheAvionicsHandbook Contents PDFДокумент11 страницTheAvionicsHandbook Contents PDFUma Mageshwari0% (3)
- RD5Документ13 страницRD5Ofiter90Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Files 3-Handouts Lecture 8Документ15 страницFiles 3-Handouts Lecture 8Pravish SainathОценок пока нет
- MTL5546Документ2 страницыMTL5546Marouane NidtalebОценок пока нет
- Asus m70vn DisasemblyДокумент26 страницAsus m70vn DisasemblyCristina Dumitrascu100% (1)
- MicroprocessorДокумент15 страницMicroprocessorRatnaprabha BirwadkarОценок пока нет
- SAMS 101 Ways To Use Your Signal Generator 1959Документ130 страницSAMS 101 Ways To Use Your Signal Generator 1959Wasim KhanОценок пока нет
- 84 Practical IC Projects WarringДокумент139 страниц84 Practical IC Projects WarringHacia la LuzОценок пока нет
- I. ObjectivesДокумент6 страницI. ObjectivesMon Jhio San JuanОценок пока нет
- HGI 1HC0076376AA EN WebДокумент7 страницHGI 1HC0076376AA EN WebrpshvjuОценок пока нет
- VSD PDFДокумент20 страницVSD PDFJovanny MarquezОценок пока нет
- Electrical Engineering International Journal EEIJДокумент1 страницаElectrical Engineering International Journal EEIJEEIJJOURNALОценок пока нет
- ckt3 Ac DC Examples PDFДокумент31 страницаckt3 Ac DC Examples PDFSayan ChowdhuryОценок пока нет
- NVM Express 1.2Документ205 страницNVM Express 1.2Kriti GogiaОценок пока нет
- Proj Report Repaired) Repaired)Документ49 страницProj Report Repaired) Repaired)Satish AggarwalОценок пока нет
- Plama Samsunh bn44Документ119 страницPlama Samsunh bn44Julian Andres RozoОценок пока нет
- Manual CLP MitishubshiДокумент72 страницыManual CLP Mitishubshidinojr2010Оценок пока нет
- LLPX0505F-V1 DS 28oct2019Документ2 страницыLLPX0505F-V1 DS 28oct2019kai tangОценок пока нет
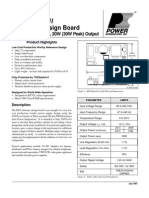
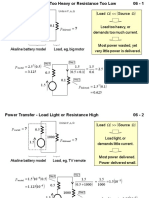
- 06a PowerДокумент7 страниц06a PowerTim OoiОценок пока нет
- Kd-lx30r Lx10r (SM)Документ72 страницыKd-lx30r Lx10r (SM)Roberd MihailovОценок пока нет
- JVC RXE 111 RSL Service ManualДокумент54 страницыJVC RXE 111 RSL Service ManualPE TruОценок пока нет
- PowerLogic P5 IEC61850 Logical Node List For ED1Документ138 страницPowerLogic P5 IEC61850 Logical Node List For ED1Mahmoud ChihebОценок пока нет
- Electric Circuit and Electronics NoteДокумент34 страницыElectric Circuit and Electronics NoteEzekiel JamesОценок пока нет
- Matek f405 Wing Flight ControllerДокумент9 страницMatek f405 Wing Flight ControllerCarlos Adrian RestrepoОценок пока нет
- Passive Devices and In-Building Antennas: For Distributed Antenna SystemsДокумент62 страницыPassive Devices and In-Building Antennas: For Distributed Antenna SystemsViswanaathОценок пока нет
- RS232 ProtocolДокумент2 страницыRS232 ProtocolAneesh RaveendranОценок пока нет
- Dse 74xx Mkii Data Sheet UsДокумент2 страницыDse 74xx Mkii Data Sheet UsRonald Victor Galarza HermitañoОценок пока нет
- LG 22MT44DP LA40A Schematic Diagram and Service ManualДокумент34 страницыLG 22MT44DP LA40A Schematic Diagram and Service Manualaze1959Оценок пока нет
- Soundcard ScopeДокумент3 страницыSoundcard ScopeJmlm JoseОценок пока нет
- Se P5 Series Add On Power Optimizer Datasheet NaДокумент2 страницыSe P5 Series Add On Power Optimizer Datasheet NaMohammad ZakoutОценок пока нет
- Switching Regulator Applications: Absolute Maximum RatingsДокумент2 страницыSwitching Regulator Applications: Absolute Maximum RatingsValdir KoxinhaprОценок пока нет