Вам также может понравиться
- API Standard 527 - Seat Tightness or Pressure Relief ValvesДокумент2 страницыAPI Standard 527 - Seat Tightness or Pressure Relief ValvesD K SОценок пока нет
- API Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionДокумент5 страницAPI Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionD K SОценок пока нет
- API Standard 521 - Guide For Pressure-Relieving and Depressuring SystemsДокумент5 страницAPI Standard 521 - Guide For Pressure-Relieving and Depressuring SystemsD K SОценок пока нет
- Route No.1 - Bhel-Office-Bhel.: S.No Residence Area Pick Up Time Grace TimeДокумент5 страницRoute No.1 - Bhel-Office-Bhel.: S.No Residence Area Pick Up Time Grace TimeD K SОценок пока нет
- Cryogenic Equipment - MCHEДокумент9 страницCryogenic Equipment - MCHED K SОценок пока нет
- Kwinana Beach - Tank Collapse: Safety MomentДокумент4 страницыKwinana Beach - Tank Collapse: Safety MomentD K SОценок пока нет
- Safety Moment - Tank CollapseДокумент1 страницаSafety Moment - Tank CollapseD K S50% (2)
- 1-Butene Storage - by Philips PDFДокумент19 страниц1-Butene Storage - by Philips PDFD K SОценок пока нет
- Gas - Density - Gas Molecular Weight - Table PDFДокумент2 страницыGas - Density - Gas Molecular Weight - Table PDFD K SОценок пока нет
- Safety Moment - Tank CollapseДокумент1 страницаSafety Moment - Tank CollapseD K S50% (2)
- Integrated NGL and LNG ProcessДокумент16 страницIntegrated NGL and LNG ProcessD K SОценок пока нет
- Storage Tanks CalculationsДокумент21 страницаStorage Tanks Calculationsjimallen21288% (26)
- PSV Sizing For VAPOUR OR GAS RELIEFДокумент4 страницыPSV Sizing For VAPOUR OR GAS RELIEFD K SОценок пока нет
- Separator Sizing - PPTДокумент21 страницаSeparator Sizing - PPTD K SОценок пока нет
- SRT Cracking Furnace - 1Документ66 страницSRT Cracking Furnace - 1D K S100% (2)
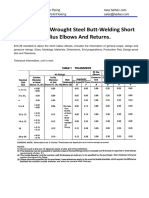
- ASME B16.28 FittingsДокумент5 страницASME B16.28 FittingsD K SОценок пока нет
- PSV Sizing (Two-Phase Flow)Документ19 страницPSV Sizing (Two-Phase Flow)D K S100% (1)
- Good BT PDF - Three-Phase-Separator-Sizing-Double-Weir-2 PDFДокумент3 страницыGood BT PDF - Three-Phase-Separator-Sizing-Double-Weir-2 PDFD K SОценок пока нет
- of 3-Phase-Separator PDFДокумент25 страницof 3-Phase-Separator PDFD K SОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Mfin 7002 Investment Analysis and Portfolio ManagementДокумент5 страницMfin 7002 Investment Analysis and Portfolio ManagementjessieОценок пока нет
- NAV SOLVING PROBLEM 3 (1-20) .PpsДокумент37 страницNAV SOLVING PROBLEM 3 (1-20) .Ppsmsk5in100% (1)
- Gis Data Creation in Bih: Digital Topographic Maps For Bosnia and HerzegovinaДокумент9 страницGis Data Creation in Bih: Digital Topographic Maps For Bosnia and HerzegovinaGrantОценок пока нет
- Circular ConvolutionДокумент3 страницыCircular Convolutionseeksudhanshu1Оценок пока нет
- Lady in The House, Her Responsibilities & Ambitions: Amrita DuhanДокумент7 страницLady in The House, Her Responsibilities & Ambitions: Amrita DuhanFitness FableОценок пока нет
- Img 20150510 0001Документ2 страницыImg 20150510 0001api-284663984Оценок пока нет
- DirectionДокумент1 страницаDirectionJessica BacaniОценок пока нет
- Volvo BL 71 ManualДокумент280 страницVolvo BL 71 ManualAlberto G.D.100% (2)
- Universal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukДокумент3 страницыUniversal Ultrasonic Generator For Welding: W. Kardy, A. Milewski, P. Kogut and P. KlukPhilip EgyОценок пока нет
- Day6 7Документ11 страницDay6 7Abu Al-FarouqОценок пока нет
- Perdarahan Uterus AbnormalДокумент15 страницPerdarahan Uterus Abnormalarfiah100% (1)
- Hare and Hyena: Mutugi KamundiДокумент18 страницHare and Hyena: Mutugi KamundiAndresileОценок пока нет
- Acting White 2011 SohnДокумент18 страницActing White 2011 SohnrceglieОценок пока нет
- Colfax MR Series CompresorДокумент2 страницыColfax MR Series CompresorinvidiuoОценок пока нет
- Been There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerДокумент8 страницBeen There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerNanis DimmitrisОценок пока нет
- SafetyRelay CR30Документ3 страницыSafetyRelay CR30Luis GuardiaОценок пока нет
- Dating Apps MДокумент2 страницыDating Apps Mtuanhmt040604Оценок пока нет
- GGG Sri MДокумент2 страницыGGG Sri MGiovanni LuigiОценок пока нет
- Jul - Dec 09Документ8 страницJul - Dec 09dmaizulОценок пока нет
- Mcdaniel Tanilla Civilian Resume Complete v1Документ3 страницыMcdaniel Tanilla Civilian Resume Complete v1api-246751844Оценок пока нет
- Case Study - Suprema CarsДокумент5 страницCase Study - Suprema CarsALFONSO PATRICIO GUERRA CARVAJALОценок пока нет
- XII CS Material Chap7 2012 13Документ21 страницаXII CS Material Chap7 2012 13Ashis PradhanОценок пока нет
- AДокумент54 страницыActyvteОценок пока нет
- Data MiningДокумент28 страницData MiningGURUPADA PATIОценок пока нет
- Practice Problems - Electrochemical CellДокумент5 страницPractice Problems - Electrochemical CellYehia IbrahimОценок пока нет
- SilmaДокумент12 страницSilmanobleconsultantsОценок пока нет
- Dutch Iris Eng 9734 HappyPattyCrochetДокумент68 страницDutch Iris Eng 9734 HappyPattyCrochetFrancisca Rico100% (6)
- Inspección, Pruebas, Y Mantenimiento de Gabinetes de Ataque Rápido E HidrantesДокумент3 страницыInspección, Pruebas, Y Mantenimiento de Gabinetes de Ataque Rápido E HidrantesVICTOR RALPH FLORES GUILLENОценок пока нет
- Tangerine - Breakfast Set Menu Wef 16 Dec UpdatedДокумент3 страницыTangerine - Breakfast Set Menu Wef 16 Dec Updateddeveloper louОценок пока нет