Вам также может понравиться
- DrillingДокумент27 страницDrillingbathinsreenivasОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Unit-1 Introduction Management ScienceДокумент96 страницUnit-1 Introduction Management SciencebathinsreenivasОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- EBWДокумент21 страницаEBWbathinsreenivasОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- (L. S. Srinath) Advanced Mechanics of Solids 3Документ521 страница(L. S. Srinath) Advanced Mechanics of Solids 3Chitrang Bohra92% (26)
- Introduction - JRPLДокумент1 страницаIntroduction - JRPLbathinsreenivasОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Civil Engineering - For WebДокумент28 страницCivil Engineering - For WebbathinsreenivasОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- "Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnДокумент1 страница"Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnbathinsreenivasОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- User's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisibleДокумент3 страницыUser's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisiblebathinsreenivasОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- 2006 Int Ansys Conf 43Документ9 страниц2006 Int Ansys Conf 43bathinsreenivasОценок пока нет
- Interferometry PresentationДокумент26 страницInterferometry PresentationbathinsreenivasОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- AFC Gate ValveДокумент4 страницыAFC Gate ValveAnnie De WildeОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 7a. Steel Pipeline FittingДокумент37 страниц7a. Steel Pipeline Fittingamaliabdulkader100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Me PreboardsДокумент8 страницMe PreboardsJohn Kenneth CorsinoОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Astm A297Документ3 страницыAstm A297rams789Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- ConsumableДокумент8 страницConsumablePeterWayОценок пока нет
- PNS49Документ14 страницPNS49jbcast86Оценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Cea CaДокумент68 страницCea CaPremjith SudhakaranОценок пока нет
- Welding Summary Control Sheet - MASTER UP To 30-Aug-2019Документ1 774 страницыWelding Summary Control Sheet - MASTER UP To 30-Aug-2019Anas PratamaОценок пока нет
- Southco Push To Close Latches - Paddle Latch Series, Medium and Large SizesДокумент2 страницыSouthco Push To Close Latches - Paddle Latch Series, Medium and Large SizesEstuardoAОценок пока нет
- Joining ProcessДокумент122 страницыJoining ProcessJackson ..Оценок пока нет
- Microsoft Word - GBT14976-2012CNДокумент12 страницMicrosoft Word - GBT14976-2012CNRanu JanuarОценок пока нет
- Product Brochure Zincalume1 PDFДокумент2 страницыProduct Brochure Zincalume1 PDFRamius HamdaniОценок пока нет
- Syllabus ME PDFДокумент137 страницSyllabus ME PDFMasrur Mustavi OmiОценок пока нет
- Inspección de Esfera de GLP - Mexico PDFДокумент10 страницInspección de Esfera de GLP - Mexico PDFJorge Rogger Yopla BasaldúaОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- BST Basic Technology-Made Easy JSS 3Документ137 страницBST Basic Technology-Made Easy JSS 3helen ebiniОценок пока нет
- V.S.B. Engineering College, Karur Academic Year: 2016-2017 (EVEN Semester) Department of Mechanical Engineering Question BankДокумент53 страницыV.S.B. Engineering College, Karur Academic Year: 2016-2017 (EVEN Semester) Department of Mechanical Engineering Question BankHafiz Mahar28Оценок пока нет
- Is 1367 Part 1Документ3 страницыIs 1367 Part 1Otavio123100% (1)
- Thermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideДокумент16 страницThermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideFatemeh RezaeiОценок пока нет
- Hand ToolsДокумент273 страницыHand ToolsTone Ratanalert100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Performance AppraisalДокумент100 страницPerformance AppraisalSahil Goutham100% (1)
- Effect of Annealing Temperature On The Novel Lean Duplex Stainless SteelДокумент16 страницEffect of Annealing Temperature On The Novel Lean Duplex Stainless SteelRavichandran JayaprakashОценок пока нет
- Urs Bs GMP 17-03-16 DraftДокумент21 страницаUrs Bs GMP 17-03-16 DraftBack to SumateraОценок пока нет
- Seametrics EF MF TF Pipe Fittings ModelsДокумент23 страницыSeametrics EF MF TF Pipe Fittings ModelsPromagEnviro.comОценок пока нет
- Construction Standard Specification Section 05120 Structural SteelДокумент11 страницConstruction Standard Specification Section 05120 Structural SteelRahul KatreОценок пока нет
- Ringo - Control ValvesДокумент36 страницRingo - Control ValvesPatricio Acuña100% (1)
- Assessing Corrosion in Oil Refining and Petrochemical Processing John Pelton EtalДокумент12 страницAssessing Corrosion in Oil Refining and Petrochemical Processing John Pelton EtalNabil Al-Khirdaji100% (1)
- Metals: Modelling Surface Roughness in The Function of Torque When DrillingДокумент15 страницMetals: Modelling Surface Roughness in The Function of Torque When DrillingvinayakОценок пока нет
- SPINDOДокумент7 страницSPINDOAgeng CahayaОценок пока нет
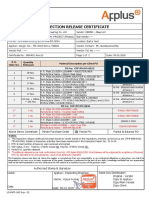
- Inspection Release Certificate: P.O. Item NoДокумент1 страницаInspection Release Certificate: P.O. Item NoANIL PLAMOOTTILОценок пока нет
- Mineral Processing in Developing Countries - A Discussion of Economic, Technical and Structural Factors (1984, Springer Netherlands) PDFДокумент62 страницыMineral Processing in Developing Countries - A Discussion of Economic, Technical and Structural Factors (1984, Springer Netherlands) PDFBrian VasquezОценок пока нет