Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Its Time To Change Your Password InfographicДокумент1 страницаIts Time To Change Your Password Infographicxavier668Оценок пока нет
- Locked Print-1Документ1 страницаLocked Print-1xavier668Оценок пока нет
- Do You Broadcast Sensitive InformationДокумент1 страницаDo You Broadcast Sensitive Informationxavier668Оценок пока нет
- Cable Lock Your LaptopДокумент1 страницаCable Lock Your Laptopxavier668Оценок пока нет
- 08 Press Release 18aДокумент1 страница08 Press Release 18axavier668Оценок пока нет
- ps2 04Документ49 страницps2 04xavier668Оценок пока нет
- Siempelkamp ContiRoll Forming and Press Lines-EngДокумент16 страницSiempelkamp ContiRoll Forming and Press Lines-Engxavier668Оценок пока нет
- TM420Документ34 страницыTM420igor6995100% (1)
- MTC Wood Guidebook PDFДокумент60 страницMTC Wood Guidebook PDFxavier668Оценок пока нет
- EN717-1 Chember MethodДокумент34 страницыEN717-1 Chember MethodheobukonОценок пока нет
- Astm d6007-2Документ9 страницAstm d6007-2xavier668Оценок пока нет
- Wood ProductДокумент24 страницыWood Productxavier668Оценок пока нет
- Ecor WoodДокумент27 страницEcor Woodxavier668Оценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- CW1 Energy Audit SahmahДокумент21 страницаCW1 Energy Audit SahmahMohamed Al IsmailiОценок пока нет
- OVENTROPДокумент4 страницыOVENTROPbayunsОценок пока нет
- 2-A-GNLW363CD Standard Decanter CentrifugeДокумент6 страниц2-A-GNLW363CD Standard Decanter CentrifugeGeorgeОценок пока нет
- Electrical VivaДокумент5 страницElectrical VivaHari KrishnanОценок пока нет
- Belt DriveДокумент12 страницBelt DrivePrabir Kumar PatiОценок пока нет
- Ventilation of Transformer RoomДокумент4 страницыVentilation of Transformer Roomsauro100% (1)
- Fta and Eta: Faculty of Chemical Engineering Universiti Teknologi MARAДокумент22 страницыFta and Eta: Faculty of Chemical Engineering Universiti Teknologi MARACaratsSVTОценок пока нет
- Cyclone SeparatorДокумент1 страницаCyclone SeparatordadОценок пока нет
- Previews - ASHRAE 100Документ18 страницPreviews - ASHRAE 100souhaОценок пока нет
- A Canon CommunicationsДокумент55 страницA Canon Communicationsghazanfar100% (1)
- Raychem Heat Shrink Terminations HVTДокумент18 страницRaychem Heat Shrink Terminations HVTgerardoОценок пока нет
- Chapter No.5 Reactor DesignДокумент8 страницChapter No.5 Reactor DesignmichsantosОценок пока нет
- Valvepedia JuneДокумент14 страницValvepedia Juneali100% (1)
- Reformed Gas Waste Heat Boilers X 0Документ1 страницаReformed Gas Waste Heat Boilers X 0David PierreОценок пока нет
- B, 40,41, Case 2 Goodyear, Jea, Osumc and MonsantoДокумент10 страницB, 40,41, Case 2 Goodyear, Jea, Osumc and MonsantoSuhel PathanОценок пока нет
- FDP Business PDFДокумент31 страницаFDP Business PDFRANJINI02VОценок пока нет
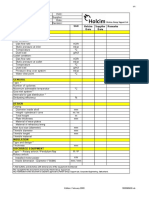
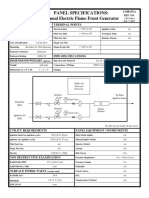
- Panel Specifications: Manual Electric Flame Front Generator: CoronaДокумент1 страницаPanel Specifications: Manual Electric Flame Front Generator: CoronaOscarОценок пока нет
- Mini Refinery Feasibility OverviewДокумент9 страницMini Refinery Feasibility OverviewPouria SabbaghОценок пока нет
- Annual Report 2011Документ86 страницAnnual Report 2011hortalemosОценок пока нет
- The ABCs of Geothermal SystemsДокумент3 страницыThe ABCs of Geothermal SystemsRon MacKinnonОценок пока нет
- Foreign Material Exclusion PDFДокумент22 страницыForeign Material Exclusion PDFsdiamanОценок пока нет
- Press Kit Gestamp Renewables - EnglishДокумент8 страницPress Kit Gestamp Renewables - EnglishACEK RenewablesОценок пока нет
- Economic Analysis of LNG Distribution For Power PLДокумент9 страницEconomic Analysis of LNG Distribution For Power PLFachrurraziОценок пока нет
- Building Rules 2017Документ313 страницBuilding Rules 2017Raghu Ram86% (21)
- Broadcrown PresentationДокумент27 страницBroadcrown PresentationVicki AvolaОценок пока нет
- CCI Daily (Jul 7, 2021)Документ7 страницCCI Daily (Jul 7, 2021)Otgonchimeg BatjargalОценок пока нет
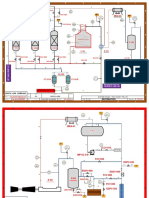
- Flow Diagrams PDFДокумент8 страницFlow Diagrams PDFbeshoy naseefОценок пока нет
- Dhl-Global Forwarding: Consolidation PROGRAM - Case StudyДокумент6 страницDhl-Global Forwarding: Consolidation PROGRAM - Case StudyDhananjay DasОценок пока нет
- Assam PVSyst ReportДокумент3 страницыAssam PVSyst ReportKristen ChangОценок пока нет
- Invitation Letter Petrolida 2021Документ91 страницаInvitation Letter Petrolida 2021Stephen ZhengОценок пока нет