Вам также может понравиться
- Design Guide For Forging SДокумент19 страницDesign Guide For Forging Schidambaram kasiОценок пока нет
- 2013-01-28 203445 International Fault Codes Eges350 DTCДокумент8 страниц2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoОценок пока нет
- Review On Various Kinds of Die Less Forming Methods: Sayed Mojtaba Tabibian, Maryam Khanian NajafabadiДокумент5 страницReview On Various Kinds of Die Less Forming Methods: Sayed Mojtaba Tabibian, Maryam Khanian NajafabadiCarlos ArenasОценок пока нет
- Design and Analysis of IS513CR2 Using FEAДокумент34 страницыDesign and Analysis of IS513CR2 Using FEAakhilesh vaibhavОценок пока нет
- Petek PDFДокумент10 страницPetek PDFNigus TeklehaymanotОценок пока нет
- Process Simulation and Quality Evaluation of Incremental Sheet FormingДокумент13 страницProcess Simulation and Quality Evaluation of Incremental Sheet FormingNigus TeklehaymanotОценок пока нет
- Chapter 2 Literature ReviewДокумент19 страницChapter 2 Literature Reviewmohamad ma'rufОценок пока нет
- Design of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra AДокумент19 страницDesign of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra Ahasan devrimОценок пока нет
- Cnc-12 Protp Oi78Документ25 страницCnc-12 Protp Oi78Carlos ArenasОценок пока нет
- Incremental Sheet Forming (ISF)Документ19 страницIncremental Sheet Forming (ISF)Ionel RaveicaОценок пока нет
- Flow Forming of Tubes A Review PDFДокумент11 страницFlow Forming of Tubes A Review PDFKaustubh Joshi100% (1)
- Experimental Studies On Formability in Single Point Incremental FormingДокумент27 страницExperimental Studies On Formability in Single Point Incremental Formingvenkatesh mohanОценок пока нет
- Flow Forming of Tubes-A ReviewДокумент11 страницFlow Forming of Tubes-A Reviewdr_kh_ahmedОценок пока нет
- Bulk Deformation Processes ForgingДокумент23 страницыBulk Deformation Processes ForgingIzi100% (7)
- Incremental Sheet Metal Forming On CNC Milling Machine-ToolДокумент4 страницыIncremental Sheet Metal Forming On CNC Milling Machine-ToolDionysius WahyoeОценок пока нет
- Metal SpinningДокумент4 страницыMetal SpinningfranklynОценок пока нет
- Sheet Metal BendingДокумент30 страницSheet Metal BendingZen P MonachanОценок пока нет
- Cap 1Документ9 страницCap 1irinuca12Оценок пока нет
- Orbital ForgingДокумент4 страницыOrbital ForgingMrLanternОценок пока нет
- HVFДокумент23 страницыHVFFRANCIS THOMASОценок пока нет
- Forgings PDFДокумент23 страницыForgings PDFrrameshsmitОценок пока нет
- Sheet Metal FormingДокумент38 страницSheet Metal FormingPriya ChilukuriОценок пока нет
- Drop ForgingДокумент5 страницDrop ForgingVishnu Attitude CountsОценок пока нет
- Incremental Sheet Metal Forming On CNC Milling Machine-Tool: J. Kopac, Z. KampusДокумент7 страницIncremental Sheet Metal Forming On CNC Milling Machine-Tool: J. Kopac, Z. KampusRhahli JamelОценок пока нет
- SBP Sheet Metal Working 1Документ39 страницSBP Sheet Metal Working 1Preet DamaniОценок пока нет
- Project Proposal On Design and Modelling and Development Of: Submission DateДокумент24 страницыProject Proposal On Design and Modelling and Development Of: Submission DatemuseОценок пока нет
- Sheet Metal WorkingДокумент10 страницSheet Metal WorkingBhupendhar HarshawardanОценок пока нет
- Rolling & Extrusion Case StudyДокумент20 страницRolling & Extrusion Case StudyMahmoud KassabОценок пока нет
- Mt1 Unit 4 NotesДокумент11 страницMt1 Unit 4 Notesvelavansu100% (1)
- Manufacturing Engineering I Chapter 1Документ29 страницManufacturing Engineering I Chapter 1Abiyot egataОценок пока нет
- MEng-I Chapter 1 06979Документ29 страницMEng-I Chapter 1 06979Abi DemОценок пока нет
- Bending Die DesignДокумент46 страницBending Die DesignSujit Mule83% (6)
- Mce516 Lecture Note 1Документ98 страницMce516 Lecture Note 1Edward JОценок пока нет
- Ijramt 2 4 52Документ8 страницIjramt 2 4 52arjun.recordsОценок пока нет
- Manufacturing of A Car Body: A Project Report For The Award of The Degree Bachelor of TechnologyДокумент23 страницыManufacturing of A Car Body: A Project Report For The Award of The Degree Bachelor of TechnologyDHRUV SINGHALОценок пока нет
- CLP PRODUCTION AND INDUSTRIAL ENGINEERING - Unit 1Документ16 страницCLP PRODUCTION AND INDUSTRIAL ENGINEERING - Unit 1jis mathewОценок пока нет
- Spinning:: Advanced Manufacturing Processes (RYT)Документ6 страницSpinning:: Advanced Manufacturing Processes (RYT)Shubham PhadtareОценок пока нет
- Icmmpe2019publishedpaper 5Документ12 страницIcmmpe2019publishedpaper 5aminiah alkhaerОценок пока нет
- Manufacturing Process Btech MG University QP SolvedДокумент24 страницыManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- Chapter 1 HPDCДокумент20 страницChapter 1 HPDCBarik SidikОценок пока нет
- Asymmetric PointДокумент27 страницAsymmetric PointCarlos ArenasОценок пока нет
- A Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingДокумент17 страницA Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingRui MatiasОценок пока нет
- DFM Application To Sheet-Metal WorkingДокумент21 страницаDFM Application To Sheet-Metal Workingsmartcad60Оценок пока нет
- Sheet-Forming Processes: You Can Skip Section 17.7 in Degarmo'S Materials and Processes in ManufacturingДокумент15 страницSheet-Forming Processes: You Can Skip Section 17.7 in Degarmo'S Materials and Processes in ManufacturingAXELОценок пока нет
- Lecture - 1 Nptel FormingДокумент12 страницLecture - 1 Nptel Formingaghosh704Оценок пока нет
- The Application of Servo Press Machine To Forming of Sheet Metals With Low FormabilityДокумент8 страницThe Application of Servo Press Machine To Forming of Sheet Metals With Low FormabilityWaqar DarОценок пока нет
- 1 s2.0 S0924013605006011 Main - FlowformingДокумент10 страниц1 s2.0 S0924013605006011 Main - FlowformingAnil JainОценок пока нет
- An Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeДокумент7 страницAn Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeNagendra KumarОценок пока нет
- Production Technology of ROPS Cab: Technical PaperДокумент8 страницProduction Technology of ROPS Cab: Technical Paperjose rosasОценок пока нет
- Manufacturing Process Paper 2Документ5 страницManufacturing Process Paper 2elisabetbertaniaОценок пока нет
- FormingДокумент381 страницаFormingArjun RoyОценок пока нет
- Turning Aerospace IndustryДокумент12 страницTurning Aerospace Industryawaism471Оценок пока нет
- Arfa 2012Документ28 страницArfa 2012Nigus TeklehaymanotОценок пока нет
- AMT Module 5-Ktunotes - inДокумент20 страницAMT Module 5-Ktunotes - inJithin GeorgeОценок пока нет
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОт EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysОценок пока нет
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОт EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОценок пока нет
- Hysteresis and Mechanical FatigueДокумент6 страницHysteresis and Mechanical Fatiguestranger3333Оценок пока нет
- Wear and Irreversible Entropy Generation in Dry Sliding: Hisham A. ABDEL-AALДокумент11 страницWear and Irreversible Entropy Generation in Dry Sliding: Hisham A. ABDEL-AALstranger3333Оценок пока нет
- Capitanu PDFДокумент7 страницCapitanu PDFstranger3333Оценок пока нет
- TRIBOLOGICAL BEHAVIOUR OF Co-Cr-Mo and UHMWPE THE PDFДокумент4 страницыTRIBOLOGICAL BEHAVIOUR OF Co-Cr-Mo and UHMWPE THE PDFstranger3333Оценок пока нет
- Analysis of Wear Cutting Tools by Complex Powerexponential PDFДокумент7 страницAnalysis of Wear Cutting Tools by Complex Powerexponential PDFstranger3333Оценок пока нет
- Statistical Assessment of Surface Quality Using 3DДокумент11 страницStatistical Assessment of Surface Quality Using 3Dstranger3333Оценок пока нет
- Tribological Aspects of A Metal + Polymer CompositeДокумент8 страницTribological Aspects of A Metal + Polymer Compositestranger3333Оценок пока нет
- Experimental Studies Concerning Damage of Two Lubricant Greases in Severe Working ConditionsДокумент5 страницExperimental Studies Concerning Damage of Two Lubricant Greases in Severe Working Conditionsstranger3333Оценок пока нет
- Power Losses EstimationДокумент4 страницыPower Losses Estimationstranger3333Оценок пока нет
- Elastic-Plastic Contact ModelingДокумент7 страницElastic-Plastic Contact Modelingstranger3333Оценок пока нет
- A Preliminary Study On The Dynamics of Triboemission, PDFДокумент6 страницA Preliminary Study On The Dynamics of Triboemission, PDFstranger3333Оценок пока нет
- Elastic-Plastic Contact Modeling. Part Ii: Numerical Simulations and Program ValidationДокумент7 страницElastic-Plastic Contact Modeling. Part Ii: Numerical Simulations and Program Validationstranger3333Оценок пока нет
- The Wear of Poly-Ether-Ether-Ketone (Peek) Polymeric GearsДокумент6 страницThe Wear of Poly-Ether-Ether-Ketone (Peek) Polymeric Gearsstranger3333Оценок пока нет
- Modeling of Some DegradationДокумент5 страницModeling of Some Degradationstranger3333Оценок пока нет
- A. Hamins-Suppression of Ignition Over A Heated Metal SurfaceДокумент6 страницA. Hamins-Suppression of Ignition Over A Heated Metal Surfacestranger3333Оценок пока нет
- The Influence of The Sintering Atmospheres On The Wear Behaviour of The Copper Based AlloysДокумент4 страницыThe Influence of The Sintering Atmospheres On The Wear Behaviour of The Copper Based Alloysstranger3333Оценок пока нет
- MolinaДокумент6 страницMolinastranger3333Оценок пока нет
- Capitanu PDFДокумент7 страницCapitanu PDFstranger3333Оценок пока нет
- Finite Element AnalysisДокумент8 страницFinite Element Analysisgurudev001Оценок пока нет
- A Three-Dimensional Elastic-Plastic Analysis of Rolling ContactsДокумент4 страницыA Three-Dimensional Elastic-Plastic Analysis of Rolling Contactsstranger3333Оценок пока нет
- Wear and Irreversible Entropy Generation in Dry Sliding: Hisham A. ABDEL-AALДокумент11 страницWear and Irreversible Entropy Generation in Dry Sliding: Hisham A. ABDEL-AALstranger3333Оценок пока нет
- A Simulation of Fatigue Crack Propagation in A PDFДокумент10 страницA Simulation of Fatigue Crack Propagation in A PDFstranger3333Оценок пока нет
- QC - T L - J C C: HE Evey Ennings Ontrol HartДокумент7 страницQC - T L - J C C: HE Evey Ennings Ontrol Hartstranger3333Оценок пока нет
- A Simulation of Fatigue Crack Propagation in A PDFДокумент10 страницA Simulation of Fatigue Crack Propagation in A PDFstranger3333Оценок пока нет
- Week 5 - Project 2 - Ilogic Part 1 PDFДокумент17 страницWeek 5 - Project 2 - Ilogic Part 1 PDFKhairun Nisa100% (1)
- The Logical ChoiceДокумент17 страницThe Logical Choicestranger3333Оценок пока нет
- Analysis of A Connecting RoadДокумент5 страницAnalysis of A Connecting Roadstranger3333Оценок пока нет
- Finite Element Analysis of Piston in AnsysДокумент9 страницFinite Element Analysis of Piston in Ansysstranger3333Оценок пока нет
- Ilogic Inventor APIДокумент29 страницIlogic Inventor APISrini KumarОценок пока нет
- Logistic RegressionДокумент7 страницLogistic RegressionShashank JainОценок пока нет
- G.Devendiran: Career ObjectiveДокумент2 страницыG.Devendiran: Career ObjectiveSadha SivamОценок пока нет
- Engineering Management: Class RequirementsДокумент30 страницEngineering Management: Class RequirementsMigaeaОценок пока нет
- Waves and Ocean Structures Journal of Marine Science and EngineeringДокумент292 страницыWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billОценок пока нет
- White Paper: 1 Definitive Guide To Data QualityДокумент18 страницWhite Paper: 1 Definitive Guide To Data QualityGonçalo MartinsОценок пока нет
- ME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Документ85 страницME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Nathar ShaОценок пока нет
- File RecordsДокумент161 страницаFile RecordsAtharva Thite100% (2)
- BSS Troubleshooting Manual PDFДокумент220 страницBSS Troubleshooting Manual PDFleonardomarinОценок пока нет
- Configuration Guide - Interface Management (V300R007C00 - 02)Документ117 страницConfiguration Guide - Interface Management (V300R007C00 - 02)Dikdik PribadiОценок пока нет
- Digital Systems Project: IITB CPUДокумент7 страницDigital Systems Project: IITB CPUAnoushka DeyОценок пока нет
- Tribes Without RulersДокумент25 страницTribes Without Rulersgulistan.alpaslan8134100% (1)
- 'Causative' English Quiz & Worksheet UsingEnglish ComДокумент2 страницы'Causative' English Quiz & Worksheet UsingEnglish ComINAWATI BINTI AMING MoeОценок пока нет
- Ultra Electronics Gunfire LocatorДокумент10 страницUltra Electronics Gunfire LocatorPredatorBDU.comОценок пока нет
- Community Profile and Baseline DataДокумент7 страницCommunity Profile and Baseline DataEJ RaveloОценок пока нет
- Topic: Grammatical Issues: What Are Parts of Speech?Документ122 страницыTopic: Grammatical Issues: What Are Parts of Speech?AK AKASHОценок пока нет
- Spectroscopic Methods For Determination of DexketoprofenДокумент8 страницSpectroscopic Methods For Determination of DexketoprofenManuel VanegasОценок пока нет
- Internal Resistance To Corrosion in SHS - To Go On WebsiteДокумент48 страницInternal Resistance To Corrosion in SHS - To Go On WebsitetheodorebayuОценок пока нет
- PDS DeltaV SimulateДокумент9 страницPDS DeltaV SimulateJesus JuarezОценок пока нет
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REДокумент6 страницGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísОценок пока нет
- Chakir Sara 2019Документ25 страницChakir Sara 2019hiba toubaliОценок пока нет
- CHAPTER 2 Part2 csc159Документ26 страницCHAPTER 2 Part2 csc159Wan Syazwan ImanОценок пока нет
- CSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017Документ6 страницCSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017oberai100% (1)
- Approvals Management Responsibilities and Setups in AME.B PDFДокумент20 страницApprovals Management Responsibilities and Setups in AME.B PDFAli LoganОценок пока нет
- Hofstede's Cultural DimensionsДокумент35 страницHofstede's Cultural DimensionsAALIYA NASHATОценок пока нет
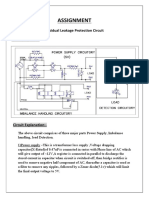
- Assignment: Residual Leakage Protection Circuit Circuit DiagramДокумент2 страницыAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaОценок пока нет
- Pearson R CorrelationДокумент2 страницыPearson R CorrelationAira VillarinОценок пока нет
- KIA SONET BookingDocketДокумент7 страницKIA SONET BookingDocketRajesh ThulasiramОценок пока нет
- Thesis TipsДокумент57 страницThesis TipsJohn Roldan BuhayОценок пока нет
- Hitachi Vehicle CardДокумент44 страницыHitachi Vehicle CardKieran RyanОценок пока нет