Вам также может понравиться
- BW211-212-213D-40 Service Manual E 00891163.c08 PDFДокумент1 040 страницBW211-212-213D-40 Service Manual E 00891163.c08 PDFHerrera Salazar Visnu90% (114)
- 4.2.1 HVA Capsule Adhesive Anchoring (151-166)Документ19 страниц4.2.1 HVA Capsule Adhesive Anchoring (151-166)Jonathan DouglasОценок пока нет
- 14 Samss 603 PDFДокумент21 страница14 Samss 603 PDFnadeem shaikh100% (1)
- PaigeДокумент15 страницPaigeklomps_jrОценок пока нет
- Artificial Intelligence SF6 Circuit Breaker Health AssessmentДокумент9 страницArtificial Intelligence SF6 Circuit Breaker Health AssessmentClaudia TrujilloОценок пока нет
- Definition of Buttering From ASME Section IXДокумент2 страницыDefinition of Buttering From ASME Section IXsanket100% (3)
- International Journal of Engineering Research and Development (IJERD)Документ7 страницInternational Journal of Engineering Research and Development (IJERD)IJERDОценок пока нет
- Hollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartДокумент7 страницHollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartjoaopedrosousaОценок пока нет
- Design of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra AДокумент19 страницDesign of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra Ahasan devrimОценок пока нет
- Deep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiДокумент11 страницDeep - Drawing - Mechanism - Parameters - Defects - and - Rece (1) - DikonversiEko Andrianto100% (1)
- 3 Recent Development of HydroformingДокумент10 страниц3 Recent Development of HydroformingAhmad Saepuddin100% (1)
- Comparision of Manufacturing of Lightweight Corugated Sheet Sandwiches by Hydroforming and Incremental Sheet FormingДокумент7 страницComparision of Manufacturing of Lightweight Corugated Sheet Sandwiches by Hydroforming and Incremental Sheet FormingGaneah laxmanОценок пока нет
- Material Process Technology PDFДокумент8 страницMaterial Process Technology PDFFongJeremyОценок пока нет
- Optimization For Extrusion Process of Aluminum Controller HousingДокумент6 страницOptimization For Extrusion Process of Aluminum Controller Housingdimaskentuk13Оценок пока нет
- Tube Hydroforming in Automotive ApplicationsДокумент19 страницTube Hydroforming in Automotive ApplicationsEldori1988Оценок пока нет
- YAN01 Tube BendingДокумент7 страницYAN01 Tube BendingAlejandroОценок пока нет
- Combined Tube and Double Sheet Hydroforming For The Manufacturing of Complex PartsДокумент6 страницCombined Tube and Double Sheet Hydroforming For The Manufacturing of Complex PartsGaneah laxmanОценок пока нет
- 2005 T 11 KruxДокумент6 страниц2005 T 11 Kruxf191210011Оценок пока нет
- Prediction of Forming Limits and Parameter in TheДокумент17 страницPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiОценок пока нет
- Form Pressure Generated by Fresh Concrete: A Review About Practice in Formwork DesignДокумент16 страницForm Pressure Generated by Fresh Concrete: A Review About Practice in Formwork DesignAleksa Cavic100% (1)
- FEM With Analytical Approach Based Wind and Seismic Design Recommendations For Vertical Tall Process ColumnДокумент9 страницFEM With Analytical Approach Based Wind and Seismic Design Recommendations For Vertical Tall Process ColumnSASWAT MISHRAОценок пока нет
- Lampa Ijcim Dalsanto 2014Документ11 страницLampa Ijcim Dalsanto 2014Sk.Abdul NaveedОценок пока нет
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DДокумент7 страниц2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuОценок пока нет
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupДокумент7 страницExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionОценок пока нет
- (Kekasaranpermukaan) IJESIT201301 51 PDFДокумент7 страниц(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubОценок пока нет
- Hydroforming Process: Ankush Avhad, Shyam Chandore, Mahendra AvhadДокумент5 страницHydroforming Process: Ankush Avhad, Shyam Chandore, Mahendra AvhadAnwarОценок пока нет
- Investigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessДокумент12 страницInvestigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessElaine JohnsonОценок пока нет
- Gravity and Low Pressure Die Casting of AluminiumДокумент11 страницGravity and Low Pressure Die Casting of AluminiumKrishna Mohan T.RОценок пока нет
- Estudo Deforamção EstamposДокумент6 страницEstudo Deforamção Estamposronaldo.custodio71Оценок пока нет
- Comparison of Analysis of Folded Plate Structures by Simplified Bending Theory and Ansys ProgramДокумент8 страницComparison of Analysis of Folded Plate Structures by Simplified Bending Theory and Ansys Programimad rashidОценок пока нет
- 1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesДокумент25 страниц1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesNguyen Hoang DungОценок пока нет
- LPDC Flow SimulationДокумент5 страницLPDC Flow SimulationDavid JendraОценок пока нет
- Recommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesДокумент8 страницRecommended Hot Spot Analysis Procedure For Structural Details of FPSOs and Ships Based On Round-Robin FE AnalysesgnjzyyОценок пока нет
- Materials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertДокумент10 страницMaterials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertJiNx AngОценок пока нет
- Loads Stresses and Deflections in Bicycle FramesДокумент12 страницLoads Stresses and Deflections in Bicycle FramesMuhammad AliОценок пока нет
- Springbacks Metal On RollformingДокумент10 страницSpringbacks Metal On RollformingagungОценок пока нет
- Parameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočnikДокумент7 страницParameter Optimization of Tube Hydroforming: Edina Karabegović Miran BrezočnikInternational Journal of computational Engineering research (IJCER)Оценок пока нет
- 2014 - An Experimental and Numerical Investigation Into Forming Force Reduction in Precision Gear ForgingДокумент10 страниц2014 - An Experimental and Numerical Investigation Into Forming Force Reduction in Precision Gear ForgingNguyen Hoang DungОценок пока нет
- Blank Design Square ShellДокумент9 страницBlank Design Square ShellSumairОценок пока нет
- 56 Vosniakos KaryotisДокумент6 страниц56 Vosniakos Karyotiskamal aldeemОценок пока нет
- Fatigue Damage and New Design of Gantry Crane Equalizer BeamДокумент4 страницыFatigue Damage and New Design of Gantry Crane Equalizer BeamHans TBОценок пока нет
- 2007 ICCIE37 - pp1111-1121Документ11 страниц2007 ICCIE37 - pp1111-1121faisal_latafiОценок пока нет
- Fatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiДокумент15 страницFatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiSamir KulkarniОценок пока нет
- Analysis of Spring-Back During Forming of The Element Made of Ams 5604 Steel PDFДокумент8 страницAnalysis of Spring-Back During Forming of The Element Made of Ams 5604 Steel PDFSteven WijayОценок пока нет
- Simufact-A-Fastener Manufacture-Simulation of The Cold Forging ProcessДокумент8 страницSimufact-A-Fastener Manufacture-Simulation of The Cold Forging ProcessMurisa DizdarevicОценок пока нет
- Experimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpieceДокумент11 страницExperimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpiecemshОценок пока нет
- Characterisation of Different Lubricants Concerning The Friction Coefficient in Forging of AA2618Документ7 страницCharacterisation of Different Lubricants Concerning The Friction Coefficient in Forging of AA2618abdul basitОценок пока нет
- Prototyping of Radial and Thrust Air Bearing For Micro Gas TurbineДокумент6 страницPrototyping of Radial and Thrust Air Bearing For Micro Gas TurbineAlex CooperОценок пока нет
- Ref 13 Effect of Die Design in Microchannel Tube ExtrusionДокумент6 страницRef 13 Effect of Die Design in Microchannel Tube Extrusionmohammadreza hajialiОценок пока нет
- 1 s2.0 S2214785317328183 MainДокумент9 страниц1 s2.0 S2214785317328183 MainOsvaldo SalvatoreОценок пока нет
- 2560 PDFДокумент21 страница2560 PDFsachinОценок пока нет
- Forming DieДокумент4 страницыForming Dieviswanand2203Оценок пока нет
- Explicit Dynamic Analysis and Design Optimization of Sheet Metal FormingДокумент6 страницExplicit Dynamic Analysis and Design Optimization of Sheet Metal FormingInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- YUA19 Fatigue HydroformingДокумент8 страницYUA19 Fatigue HydroformingAlejandroОценок пока нет
- Production Technology of ROPS Cab: Technical PaperДокумент8 страницProduction Technology of ROPS Cab: Technical Paperjose rosasОценок пока нет
- Ijet16 08 06 198Документ8 страницIjet16 08 06 198Apm FoumilОценок пока нет
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesДокумент23 страницыSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaОценок пока нет
- Liu2017 Hot Forgi̇ngДокумент11 страницLiu2017 Hot Forgi̇ngSait Ozan YılmazОценок пока нет
- Da Pped BeamsДокумент31 страницаDa Pped BeamsjeanfatОценок пока нет
- Design CrimperДокумент4 страницыDesign CrimperRomulus Situ MorankОценок пока нет
- Jiang 2021 J. Phys. Conf. Ser. 1986 012097Документ7 страницJiang 2021 J. Phys. Conf. Ser. 1986 012097dawit gashuОценок пока нет
- Evaluation and Optimization of Linear Shaped Charges: AbstractДокумент10 страницEvaluation and Optimization of Linear Shaped Charges: AbstractGkcDedeОценок пока нет
- WS07 Physiotherapy at Home: Workshops / Journal of Cystic Fibrosis 19S2 (2020) S1 - S36 S11Документ1 страницаWS07 Physiotherapy at Home: Workshops / Journal of Cystic Fibrosis 19S2 (2020) S1 - S36 S11Claudia TrujilloОценок пока нет
- Electrical Strength Analysis of SF6 Gas Circuit Breaker ElementДокумент5 страницElectrical Strength Analysis of SF6 Gas Circuit Breaker ElementBo Tauk HteinОценок пока нет
- Virology: Justin C. Leavitt, Eddie B. Gilcrease, Kassandra Wilson, Sherwood R. CasjensДокумент17 страницVirology: Justin C. Leavitt, Eddie B. Gilcrease, Kassandra Wilson, Sherwood R. CasjensClaudia TrujilloОценок пока нет
- P188 Normative Values of Lung Clearance Index in Children and Adults Using SF6 As Washout GasДокумент1 страницаP188 Normative Values of Lung Clearance Index in Children and Adults Using SF6 As Washout GasClaudia TrujilloОценок пока нет
- WS07 Physiotherapy at Home: Workshops / Journal of Cystic Fibrosis 19S2 (2020) S1 - S36 S11Документ1 страницаWS07 Physiotherapy at Home: Workshops / Journal of Cystic Fibrosis 19S2 (2020) S1 - S36 S11Claudia TrujilloОценок пока нет
- SF6 Abatement in A Packed Bed Plasma Reactor: Role of Zirconia Size and Optimization Using RSMДокумент12 страницSF6 Abatement in A Packed Bed Plasma Reactor: Role of Zirconia Size and Optimization Using RSMClaudia TrujilloОценок пока нет
- Fabrication of Defect-Free Matrimid® Asymmetric Membranes and The Elevated Temperature Application For N2/SF6 SeparationДокумент23 страницыFabrication of Defect-Free Matrimid® Asymmetric Membranes and The Elevated Temperature Application For N2/SF6 SeparationClaudia TrujilloОценок пока нет
- Laporte 1988Документ4 страницыLaporte 1988Claudia TrujilloОценок пока нет
- Pilot Uasb Reactor Tests For Anaerobic ValorisationДокумент7 страницPilot Uasb Reactor Tests For Anaerobic ValorisationClaudia TrujilloОценок пока нет
- Development of The Control System and Communication Network For Intelligent SF6 High Voltage Circuit-BreakerДокумент7 страницDevelopment of The Control System and Communication Network For Intelligent SF6 High Voltage Circuit-BreakerClaudia TrujilloОценок пока нет
- 10 1016@j Carbon 2019 01 049Документ7 страниц10 1016@j Carbon 2019 01 049Claudia TrujilloОценок пока нет
- Anaerobic Digestion of Bio-Waste: A Mini-Review Focusing On Territorial and Environmental AspectsДокумент10 страницAnaerobic Digestion of Bio-Waste: A Mini-Review Focusing On Territorial and Environmental AspectsClaudia TrujilloОценок пока нет
- Kaolin para Bajar La Dqo Del AguaДокумент6 страницKaolin para Bajar La Dqo Del AguaClaudia TrujilloОценок пока нет
- Sludge BioaugmentationДокумент28 страницSludge BioaugmentationClaudia TrujilloОценок пока нет
- Surface Phonon Calculations of Ni Surface With Adsorben OxigenДокумент5 страницSurface Phonon Calculations of Ni Surface With Adsorben OxigenClaudia TrujilloОценок пока нет
- Tratamiento Biologico para Aguas de Los Carros de BasuraДокумент9 страницTratamiento Biologico para Aguas de Los Carros de BasuraClaudia TrujilloОценок пока нет
- Tratamiento Biologico para Aguas de Los Carros de BasuraДокумент9 страницTratamiento Biologico para Aguas de Los Carros de BasuraClaudia TrujilloОценок пока нет
- Chemical Oxidation With Hydrogen Peroxide For Domestic Wastewater TreatmentДокумент5 страницChemical Oxidation With Hydrogen Peroxide For Domestic Wastewater TreatmentLeslie Infantes EncarnaciónОценок пока нет
- DOC316.53.01043 10edДокумент6 страницDOC316.53.01043 10edCamila ContrerasОценок пока нет
- PDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressДокумент40 страницPDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressVũ Văn QuangОценок пока нет
- HandoutsДокумент5 страницHandoutsJomar MontallanaОценок пока нет
- Paraloid - k-175 Full DetailsДокумент14 страницParaloid - k-175 Full DetailsVarathasankar ArumugamОценок пока нет
- Ibr 1950Документ5 страницIbr 1950sebinОценок пока нет
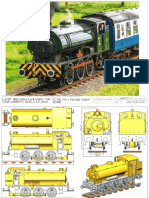
- Mauricius 2.5 Hunslet Type Loco Julius de WaalДокумент9 страницMauricius 2.5 Hunslet Type Loco Julius de WaalBán ZoltánОценок пока нет
- Name: Arjun Baral Roll No: 04 Assignment: 02: Figure 1: Elbow Pipe FittingДокумент15 страницName: Arjun Baral Roll No: 04 Assignment: 02: Figure 1: Elbow Pipe FittingArjun BaralОценок пока нет
- FSV430 - Manual-12-15Документ4 страницыFSV430 - Manual-12-15Maars serviceОценок пока нет
- Casing Make-Up TorqueДокумент4 страницыCasing Make-Up TorqueHany0% (1)
- Proposed Policy-Water Meter AccuracyДокумент4 страницыProposed Policy-Water Meter AccuracyYusop B. MasdalОценок пока нет
- ASME VIII Div.1 PresentationДокумент282 страницыASME VIII Div.1 Presentationmarforall5205100% (12)
- Civil 3D Creating Custom PartsДокумент34 страницыCivil 3D Creating Custom PartsSovich82Оценок пока нет
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechДокумент2 страницыSaudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechJagdishОценок пока нет
- HTLP 80: Installation InstructionsДокумент3 страницыHTLP 80: Installation InstructionsAzhar AhmadОценок пока нет
- Revised BOQ Civil Works 11.02.2022Документ35 страницRevised BOQ Civil Works 11.02.2022Head Development ProjectОценок пока нет
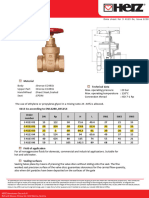
- Herz ValvesДокумент11 страницHerz Valvesat7984582Оценок пока нет
- GFGJGДокумент6 страницGFGJGPersonSОценок пока нет
- Din 8075Документ11 страницDin 8075Marco Jorquera AguilarОценок пока нет
- Oi P 024 Tri Clover PumpДокумент9 страницOi P 024 Tri Clover PumpGustavoОценок пока нет
- Using Nelprof Rev 1a PDFДокумент68 страницUsing Nelprof Rev 1a PDFSabariyantoОценок пока нет
- Astm-A707 CS As LTS PDFДокумент5 страницAstm-A707 CS As LTS PDFGoutam Kumar DebОценок пока нет
- Engr. Romano E. TorranoДокумент53 страницыEngr. Romano E. TorranoJosue Carubio Ricalde Jr.Оценок пока нет
- Reformer Tube Repl After 11 Years - A Paper PresentationДокумент16 страницReformer Tube Repl After 11 Years - A Paper PresentationSIVASANKARANОценок пока нет
- PDFДокумент52 страницыPDFzhobeysОценок пока нет
- Ladish Fitting Dimension Tables PDFДокумент10 страницLadish Fitting Dimension Tables PDFPeter SОценок пока нет
- Piping Rate ListДокумент12 страницPiping Rate Listshawanqureshi1706160Оценок пока нет
- MS For Finish Painting WorkДокумент5 страницMS For Finish Painting WorkPhạm ĐạtОценок пока нет