Вам также может понравиться
- Relatorio Analise OrganicaДокумент17 страницRelatorio Analise Organicavilmar konageski jr100% (4)
- Apresentação TCC TamboreadorДокумент39 страницApresentação TCC TamboreadorAllery SamОценок пока нет
- Proced Criar NOVA CONTA No FusionSolar MONOДокумент4 страницыProced Criar NOVA CONTA No FusionSolar MONOCharles CardosoОценок пока нет
- 002 - Criminologia AMBIENTALДокумент19 страниц002 - Criminologia AMBIENTALf_f_claudio100% (2)
- Manual OrientprojДокумент0 страницManual OrientprojFabrício SouzaОценок пока нет
- Planilha TrocadoresДокумент2 страницыPlanilha TrocadoresSacolas MissoesОценок пока нет
- 121 215 1 SMДокумент12 страниц121 215 1 SMSacolas MissoesОценок пока нет
- Jus1 PDFДокумент93 страницыJus1 PDFCândidoAguiarОценок пока нет
- E Book Extintores de IncêndioДокумент71 страницаE Book Extintores de IncêndioEduardo Ferreira0% (1)
- Ebook PMOCДокумент15 страницEbook PMOCBrenno Corrêa100% (3)
- Classificacao de FiltragemДокумент1 страницаClassificacao de FiltragemSacolas MissoesОценок пока нет
- Lei 14.376 Prevenção de IncêndiosДокумент74 страницыLei 14.376 Prevenção de IncêndiosHenrique RodriguesОценок пока нет
- Manual OrientprojДокумент0 страницManual OrientprojFabrício SouzaОценок пока нет
- LEI COMPLEMENTAR Nº 14.924 - Rio Grande Do SulДокумент9 страницLEI COMPLEMENTAR Nº 14.924 - Rio Grande Do SuldaisonmignoniОценок пока нет
- Formularios Que Devem Ser Utilizados para As Diversas Fases Da TramitacaoДокумент1 страницаFormularios Que Devem Ser Utilizados para As Diversas Fases Da TramitacaoSacolas MissoesОценок пока нет
- RTCBMRS N.º 05 Parte 08 2016 Símbolos Gráficos PDFДокумент7 страницRTCBMRS N.º 05 Parte 08 2016 Símbolos Gráficos PDFEngbereОценок пока нет
- Acidentes Incendio Extin2Документ2 страницыAcidentes Incendio Extin2Josete AlmeidaОценок пока нет
- Modelo de Contrato de Permuta Cursos CPTДокумент3 страницыModelo de Contrato de Permuta Cursos CPTopooopiОценок пока нет
- Gerenciamento de ResíduosДокумент18 страницGerenciamento de ResíduosSimone SilvaОценок пока нет
- MATERIAL HidranteДокумент1 страницаMATERIAL HidranteSacolas MissoesОценок пока нет
- 112 2018 Manual Galpoes para Usos Gerais Cbca PDFДокумент76 страниц112 2018 Manual Galpoes para Usos Gerais Cbca PDFramonoliverabhОценок пока нет
- PCT 410EPlus - PT - Versão5 - Manual de Produto 151 401Документ12 страницPCT 410EPlus - PT - Versão5 - Manual de Produto 151 401Sacolas Missoes100% (1)
- ChillerДокумент1 страницаChillerSacolas MissoesОценок пока нет
- Corresp Ativ Tecnicas CREA RSДокумент5 страницCorresp Ativ Tecnicas CREA RSSacolas MissoesОценок пока нет
- Leia MeДокумент1 страницаLeia Mebruno moraisОценок пока нет
- RTCBMRS N.º 05 Parte 07 2016 Existentes Versao Corrigida PDFДокумент53 страницыRTCBMRS N.º 05 Parte 07 2016 Existentes Versao Corrigida PDFEngbereОценок пока нет
- Pspci Versao CorrigidaДокумент131 страницаPspci Versao CorrigidaSacolas MissoesОценок пока нет
- PPCI - ModelДокумент1 страницаPPCI - ModelSacolas MissoesОценок пока нет
- Psicrometria Conforto - Arq.final 08 02 InternetДокумент19 страницPsicrometria Conforto - Arq.final 08 02 InternetimperadoresОценок пока нет
- Confea 1025-09Документ14 страницConfea 1025-09Marcilene MariaОценок пока нет
- E Book Extintores de IncêndioДокумент71 страницаE Book Extintores de IncêndioEduardo Ferreira0% (1)
- Tabela de Honorários - Senge - RSДокумент31 страницаTabela de Honorários - Senge - RSAndrews Walczak MinuzziОценок пока нет
- Contrato de Prestacao de ServicosДокумент5 страницContrato de Prestacao de ServicosRicardo AbromoviczОценок пока нет
- Tabela Dos Honorarios Igel 2Документ2 страницыTabela Dos Honorarios Igel 2igorpimentasОценок пока нет
- Vasos de BarroДокумент5 страницVasos de BarroDaniel Sipriano NetoОценок пока нет
- Prova Teorica NR 06Документ2 страницыProva Teorica NR 06Lih AssisОценок пока нет
- Curso Técnico de RestauraçãoДокумент2 страницыCurso Técnico de RestauraçãoVítorFernandoMarquesCoitoОценок пока нет
- Apostila Projeção Da Consciência - Waldo VieiraДокумент12 страницApostila Projeção Da Consciência - Waldo VieiraRanilson Angelo100% (1)
- Lista 1 MruvДокумент5 страницLista 1 MruvCamilla BuçardОценок пока нет
- Endometriose 2021Документ16 страницEndometriose 2021Nathalia Vasconcelos Barroso Todt AragãoОценок пока нет
- 02 - Princípios Da RadioterapiaДокумент6 страниц02 - Princípios Da RadioterapiaForwomenОценок пока нет
- Cartilha FNS - Acesso A Recursos Da Saúde 2022Документ166 страницCartilha FNS - Acesso A Recursos Da Saúde 2022vieiraianaОценок пока нет
- A Perdida Arte Da DatilografiaДокумент4 страницыA Perdida Arte Da DatilografiaPatricia GomesОценок пока нет
- Ficha Rakan (ATUAL)Документ3 страницыFicha Rakan (ATUAL)Fiky ColdОценок пока нет
- Guia de Identificação Das Pastagens Nativas Do Pantanal (2019)Документ223 страницыGuia de Identificação Das Pastagens Nativas Do Pantanal (2019)Andreia CostaОценок пока нет
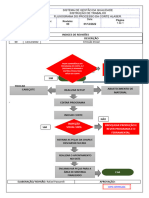
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Документ1 страница10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliОценок пока нет
- Ramos de Uma Grande Arvore PDFДокумент145 страницRamos de Uma Grande Arvore PDFRafael OliveiraОценок пока нет
- Guia Local v1810 - CE Crateus - 06-11-2018Документ22 страницыGuia Local v1810 - CE Crateus - 06-11-2018Marcelo ClaroОценок пока нет
- Noção Intuitiva de LimitesДокумент14 страницNoção Intuitiva de LimitesThayla CastroОценок пока нет
- Estrutura Remuneratoria Senai (74131)Документ7 страницEstrutura Remuneratoria Senai (74131)Lucimari SuzukiОценок пока нет
- Patologia Das ConstruçõesДокумент2 страницыPatologia Das ConstruçõesAldenilo VieiraОценок пока нет
- Sas2018 4Документ17 страницSas2018 4jgabrielcdaviОценок пока нет
- Óquio: Istema Etro ErroviárioДокумент96 страницÓquio: Istema Etro ErroviárioJLОценок пока нет
- Moldes - Chapeu de MarinheiroДокумент3 страницыMoldes - Chapeu de Marinheiroph mixОценок пока нет
- Aula 6 - Recursos CinesioterapêuticosДокумент9 страницAula 6 - Recursos CinesioterapêuticosVeronica luz anselmoОценок пока нет
- Programa de Hipertrofia Feminina GRATIS Nivel 1 MescladoДокумент11 страницPrograma de Hipertrofia Feminina GRATIS Nivel 1 MescladoCasa na VilaОценок пока нет
- Desenvolvimento Da Radiologia IntervencionistaДокумент3 страницыDesenvolvimento Da Radiologia IntervencionistaProf-Alexsandro FerreiraОценок пока нет
- Trabalho de TGA - Handy, Fayol e FordДокумент9 страницTrabalho de TGA - Handy, Fayol e FordMarcos Roberto RosaОценок пока нет
- Termodinâmica - 3Документ46 страницTermodinâmica - 3moises20caОценок пока нет
- 2017 - Producao Textual-6oAno - Etapa02 Fábulas, Apólogos, Contos Maravilhosos Prova e GabaritoДокумент8 страниц2017 - Producao Textual-6oAno - Etapa02 Fábulas, Apólogos, Contos Maravilhosos Prova e GabaritoRosimere BritoОценок пока нет