Вам также может понравиться
- CAT CSV 09 18aДокумент28 страницCAT CSV 09 18aMiyka'el PaunОценок пока нет
- Spiral Wound Gaskets Donit TesnitДокумент0 страницSpiral Wound Gaskets Donit Tesnitjhony1523Оценок пока нет
- Spesifikasi Material Vave API 600 - 2001 PDFДокумент1 страницаSpesifikasi Material Vave API 600 - 2001 PDFPuja Ningrat WibowoОценок пока нет
- PDA TestДокумент27 страницPDA TesthansyusofОценок пока нет
- 21 Pressure Vessel HandbookДокумент499 страниц21 Pressure Vessel HandbookFelipe Arturo Biela Cornejo100% (22)
- Metode Pemindahan SludgeДокумент1 страницаMetode Pemindahan SludgePuja Ningrat WibowoОценок пока нет
- Moppet Compressor Valves: N - Moppet C MДокумент2 страницыMoppet Compressor Valves: N - Moppet C MPuja Ningrat WibowoОценок пока нет
- Tentang BULOG.Документ8 страницTentang BULOG.Puja Ningrat WibowoОценок пока нет
- 760 Tapping MachineДокумент5 страниц760 Tapping MachineLuis Frade San MiguelОценок пока нет
- Home Work EnglishДокумент1 страницаHome Work EnglishPuja Ningrat WibowoОценок пока нет
- ME364 Forming SheetДокумент11 страницME364 Forming SheetVed Prakash ChoudharyОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Power Electronics - MITДокумент210 страницPower Electronics - MITVasco RodriguesОценок пока нет
- Evaluasi Mutu Fisik, Total Bakteri, Dan Sensori Minuman Sari Tempe Dengan Penambahan Bunga KecombrangДокумент12 страницEvaluasi Mutu Fisik, Total Bakteri, Dan Sensori Minuman Sari Tempe Dengan Penambahan Bunga KecombrangJosua PakpahanОценок пока нет
- Transient Step Response Specification of Z-Source DC-DC ConverterДокумент5 страницTransient Step Response Specification of Z-Source DC-DC ConverterijsretОценок пока нет
- UDP Control and Monitoring With PIC Microcontroller - StudentCompanion PDFДокумент14 страницUDP Control and Monitoring With PIC Microcontroller - StudentCompanion PDFVport PortОценок пока нет
- Research MethodologyДокумент43 страницыResearch Methodologyswaroophoppy100% (3)
- MotorДокумент33 страницыMotorLyka LasilasОценок пока нет
- AminesДокумент12 страницAminesEmelda BanumathyОценок пока нет
- Mass Spectroscopy: Submitted by Reenu - Thankachan First Semester, M Pharm Pharmaceutical AnalysisДокумент38 страницMass Spectroscopy: Submitted by Reenu - Thankachan First Semester, M Pharm Pharmaceutical AnalysisReenu ThankachanОценок пока нет
- The Pythagorean Spiral ProjectДокумент2 страницыThe Pythagorean Spiral Projectapi-316478863Оценок пока нет
- OOPS using C++ Question BankДокумент32 страницыOOPS using C++ Question BankPushpa Bg100% (1)
- Integumentary SystemДокумент8 страницIntegumentary SystemAshley Brithanie RamosОценок пока нет
- Fourth Monthly Exam T.L.E 7 S.Y. 2019 - 2020Документ2 страницыFourth Monthly Exam T.L.E 7 S.Y. 2019 - 2020riela dhee lagramaОценок пока нет
- Beyond SVGFДокумент66 страницBeyond SVGFLiliana QueiroloОценок пока нет
- Stator Generator EolianДокумент40 страницStator Generator EolianCatalin BordeiОценок пока нет
- Wiring Diagram SCH17: Service InformationДокумент16 страницWiring Diagram SCH17: Service Informationابو حمزة صبريОценок пока нет
- IGCSE Math (Worked Answers)Документ22 страницыIGCSE Math (Worked Answers)Amnah Riyaz100% (1)
- Axial Piston Pump Series PV: Variable DisplacementДокумент32 страницыAxial Piston Pump Series PV: Variable DisplacementGyanaranjan NayakОценок пока нет
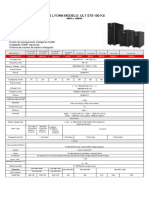
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVAДокумент1 страницаUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzОценок пока нет
- First Summative Test in Math 5 (First Quarter)Документ1 страницаFirst Summative Test in Math 5 (First Quarter)Marlene Tagavilla-Felipe Diculen100% (1)
- ZF AVS Automatic Gearbox Manual PDFДокумент67 страницZF AVS Automatic Gearbox Manual PDFDardan HusiОценок пока нет
- Hassāniyya Arabic DialectДокумент15 страницHassāniyya Arabic DialectTiddukla Tadelsant Imedyazen100% (1)
- ContentServer PDFДокумент16 страницContentServer PDFdaniel leon marinОценок пока нет
- Vendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsДокумент59 страницVendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsAndrew JacksonОценок пока нет
- Lesson Plan 18 (Final)Документ3 страницыLesson Plan 18 (Final)ryan agustianОценок пока нет
- Text Linguistics and Classical Studies - Facebook Com LinguaLIBДокумент129 страницText Linguistics and Classical Studies - Facebook Com LinguaLIBEnglish Buzz100% (1)
- DefinitionsHypothesesPosterior Analytics (Landor)Документ12 страницDefinitionsHypothesesPosterior Analytics (Landor)Daniel Rojas UОценок пока нет
- Academic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesДокумент13 страницAcademic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesLou BaldomarОценок пока нет
- Micro Shelter Product Description V5aДокумент11 страницMicro Shelter Product Description V5aIan JaredОценок пока нет
- Steel and Timber Report Compiled (Aaa) PDFДокумент42 страницыSteel and Timber Report Compiled (Aaa) PDFLee Chen ChoonОценок пока нет
- MPLS QAsДокумент6 страницMPLS QAsLaxman Shrestha100% (1)