Вам также может понравиться
- New Ansi 118.15Документ2 страницыNew Ansi 118.15Tensile TestingОценок пока нет
- Astm F2769Документ10 страницAstm F2769Hernando Andrés Ramírez GilОценок пока нет
- Astm D2683 (1998)Документ5 страницAstm D2683 (1998)SANKARAN.K100% (1)
- Astm C868-02 PDFДокумент4 страницыAstm C868-02 PDFIan HsuОценок пока нет
- Astm D 6223Документ3 страницыAstm D 6223ILSEN N. DAETОценок пока нет
- ASTM F363 Gaskets Corrosion TestingДокумент3 страницыASTM F363 Gaskets Corrosion TestingDieguitoOmarMoralesОценок пока нет
- Conveyor Problems and SolutionsДокумент18 страницConveyor Problems and Solutionsmickey262010Оценок пока нет
- SS S 210aДокумент10 страницSS S 210akeithc01Оценок пока нет
- Iso 4624 PDFДокумент15 страницIso 4624 PDFRajan Steeve50% (2)
- Astm D7281-07Документ3 страницыAstm D7281-07Santiago SostenibleОценок пока нет
- Design and Installation of Submarine PipelinesДокумент8 страницDesign and Installation of Submarine PipelinesSohail TisekarОценок пока нет
- C957C957M 15.pdf (EngPedia - Ir)Документ4 страницыC957C957M 15.pdf (EngPedia - Ir)Hossein DoudiОценок пока нет
- Manufacturer'S Certificate of Origin For A BoatДокумент2 страницыManufacturer'S Certificate of Origin For A BoatKiki Riki MikiОценок пока нет
- Manual FCOM A-310 Siberia AirLines PDFДокумент1 077 страницManual FCOM A-310 Siberia AirLines PDFFredMesquitaОценок пока нет
- Processing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersДокумент3 страницыProcessing Aerospace Liquid Samples For Particulate Contamination Analysis Using Membrane FiltersHassan MokhtarОценок пока нет
- Admiralty Digital Publications ADP FactsheetДокумент6 страницAdmiralty Digital Publications ADP FactsheetVisveswaran Inbasekaran100% (1)
- Fedex Express, Door-To-Door.: Fedex International Priority DirectdistributionДокумент2 страницыFedex Express, Door-To-Door.: Fedex International Priority Directdistributionjan012583Оценок пока нет
- Iso2808 PDFДокумент41 страницаIso2808 PDFSANKARAN.K100% (1)
- Astm D1148 - 13Документ4 страницыAstm D1148 - 13faroukОценок пока нет
- Astm D 4976 - 04Документ7 страницAstm D 4976 - 04Anıl ZiylanОценок пока нет
- D41D41M-11 (2016) Aashto M116 PDFДокумент2 страницыD41D41M-11 (2016) Aashto M116 PDFRonnyОценок пока нет
- Astm E1640 - 1 (En)Документ5 страницAstm E1640 - 1 (En)Sainath AmudaОценок пока нет
- Cagi Electhb ch3Документ40 страницCagi Electhb ch3Merge e-mail JAGNОценок пока нет
- Jotun Penguard Midcoat MIO Application GuideДокумент5 страницJotun Penguard Midcoat MIO Application GuideJithinОценок пока нет
- E1086-14 Standard Test Method For Analysis of Austenitic Stainless Steel by Spark Atomic Emission SpectrometryДокумент5 страницE1086-14 Standard Test Method For Analysis of Austenitic Stainless Steel by Spark Atomic Emission SpectrometryCarlos Guillermo Somoza Alvarenga100% (2)
- HUAWEI Precision Air Conditioner Product CatalogueДокумент16 страницHUAWEI Precision Air Conditioner Product Cataloguewillybrord54Оценок пока нет
- Is 5 Shade CardДокумент23 страницыIs 5 Shade CardA.Subin Das50% (2)
- ASTM D 6093 - 97Документ3 страницыASTM D 6093 - 97shgsuhermanОценок пока нет
- ASTM D897.20934 Propiedades Ténsiles en Uniones AdhesivasДокумент3 страницыASTM D897.20934 Propiedades Ténsiles en Uniones Adhesivasamgoyesv17Оценок пока нет
- Boost auto repair shop SEO with this targeted titleДокумент10 страницBoost auto repair shop SEO with this targeted titleShivam Pandey100% (1)
- Astm F 679-03Документ6 страницAstm F 679-03JORGE ARTURO TORIBIO HUERTA100% (1)
- Painting DFT Rules-SSPC-PA-2Документ16 страницPainting DFT Rules-SSPC-PA-2Michael AlbuquerqueОценок пока нет
- Astm d2444 21 落锤试验机标准Документ10 страницAstm d2444 21 落锤试验机标准Avin WangОценок пока нет
- F1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeДокумент5 страницF1483-15 Standard Specification For Oriented Poly (Vinyl Chloride), PVCO, Pressure PipeMohamedОценок пока нет
- IS 3589-2001 MS PipesДокумент21 страницаIS 3589-2001 MS Pipesiampatanjali100% (5)
- CIC API 570 (8) Api-578Документ44 страницыCIC API 570 (8) Api-578Ibrahim EldesokyОценок пока нет
- DC 781 Acetoxy SealantДокумент3 страницыDC 781 Acetoxy SealantL.S.Оценок пока нет
- Astm D792-20Документ6 страницAstm D792-20Александр ЛОценок пока нет
- BS en 13238 2010Документ14 страницBS en 13238 2010Yeung davidОценок пока нет
- ARDEX Guide To Waterproofing Liquid Applied Membranes PDFДокумент88 страницARDEX Guide To Waterproofing Liquid Applied Membranes PDFNickОценок пока нет
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceДокумент3 страницыFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- Astm C633 01 PDFДокумент7 страницAstm C633 01 PDFSANKARAN.KОценок пока нет
- D 2751 - 96 - Rdi3nte - PDFДокумент6 страницD 2751 - 96 - Rdi3nte - PDFEnrike GarciaОценок пока нет
- As 3706.10.1-2001 Geotextiles - Methods of Test Determination of Transmissivity - Radial MethodДокумент2 страницыAs 3706.10.1-2001 Geotextiles - Methods of Test Determination of Transmissivity - Radial MethodSAI Global - APACОценок пока нет
- ASTM D3299 Tanques Fabricados em Fibra de VidroДокумент17 страницASTM D3299 Tanques Fabricados em Fibra de VidroAugusto André100% (1)
- ASTM C307 TraçãoConcretoДокумент4 страницыASTM C307 TraçãoConcretoLeandro Chiusoli100% (1)
- ASTM D3359 Standard Test Methods For Measuring Adhesion by Tape TestДокумент2 страницыASTM D3359 Standard Test Methods For Measuring Adhesion by Tape TestEdgarDavidDiazCamposОценок пока нет
- Astm D 3159 - 04Документ5 страницAstm D 3159 - 04phaindikaОценок пока нет
- Isobond: SBR Bonding AdmixtureДокумент3 страницыIsobond: SBR Bonding AdmixtureHussain MarzooqОценок пока нет
- Astm D 905 - 03Документ5 страницAstm D 905 - 03Ramon Ferreira OliveiraОценок пока нет
- As 3706.6-2000 Geotextiles - Methods of Test Determination of Seam StrengthДокумент2 страницыAs 3706.6-2000 Geotextiles - Methods of Test Determination of Seam StrengthSAI Global - APACОценок пока нет
- Astm c580 Mortar Flexural PDFДокумент6 страницAstm c580 Mortar Flexural PDFMaha MuflehОценок пока нет
- Instruments For Various TestsДокумент14 страницInstruments For Various TestsReshmita PallaОценок пока нет
- Rigid (Unplasticized) Poly (Vinyl Chloride) (PVC) Soffit: Standard Specification ForДокумент4 страницыRigid (Unplasticized) Poly (Vinyl Chloride) (PVC) Soffit: Standard Specification ForveintavoОценок пока нет
- D 6207-97 Test Method For Dimensional Stability of Fabrics TДокумент6 страницD 6207-97 Test Method For Dimensional Stability of Fabrics TAnonymous UoRu4s0% (1)
- AASHTO T 309M-T 309-05 ASTM C 1064-C 1064M-04 Temperature of Freshly Mixed Hydraulic-Cement Concrete-FinalДокумент2 страницыAASHTO T 309M-T 309-05 ASTM C 1064-C 1064M-04 Temperature of Freshly Mixed Hydraulic-Cement Concrete-Finalclint silОценок пока нет
- D 2939 - 98 Rdi5mzktukveДокумент9 страницD 2939 - 98 Rdi5mzktukvedaovandongpktОценок пока нет
- D1157Документ3 страницыD1157rpajaro75Оценок пока нет
- Etag 002 PT 2 PDFДокумент13 страницEtag 002 PT 2 PDFRui RibeiroОценок пока нет
- ASTM E 303.14603 British PendulumДокумент6 страницASTM E 303.14603 British PendulumKongsak AkkharawongwhatthanaОценок пока нет
- ASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodДокумент9 страницASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodAndre Rodriguez Spirim100% (1)
- C1032 - 06Документ2 страницыC1032 - 06Black GokuОценок пока нет
- ASTM D7254 - 07 Standard Specification For Polypropylene (PP) SidingДокумент2 страницыASTM D7254 - 07 Standard Specification For Polypropylene (PP) SidingAndres Fitria FarrelОценок пока нет
- Astm D 5147 d5147m 18 Sampling and Testing Modified Bituminous Sheet MaterialpdfДокумент11 страницAstm D 5147 d5147m 18 Sampling and Testing Modified Bituminous Sheet MaterialpdfQazeem IsmailОценок пока нет
- D3438 - 15 Standard Practice For Sampling and Handling Naphthalene, Maleic Anhydride, and Phthalic Anhydride PDFДокумент3 страницыD3438 - 15 Standard Practice For Sampling and Handling Naphthalene, Maleic Anhydride, and Phthalic Anhydride PDFJacques BlueqОценок пока нет
- 3 6077 RTVДокумент2 страницы3 6077 RTVgkretroОценок пока нет
- Sist en 312 2011Документ10 страницSist en 312 2011shiv kumarОценок пока нет
- Astm C199 PDFДокумент2 страницыAstm C199 PDFdeivisbtsОценок пока нет
- Astm C 1247-2004Документ4 страницыAstm C 1247-2004zeqs9100% (1)
- C924MДокумент3 страницыC924MRufo Casco0% (1)
- Drop Test of Loaded Containers by Free Fall: Standard Test Method ForДокумент13 страницDrop Test of Loaded Containers by Free Fall: Standard Test Method ForGyanendra Narayan NayakОценок пока нет
- CRD c572 PDFДокумент3 страницыCRD c572 PDFasad arainОценок пока нет
- Astm C73Документ2 страницыAstm C73ml_sanchezcruz7875100% (1)
- Astm d412 Testing FixtureДокумент6 страницAstm d412 Testing FixturePallab Jyoti DasОценок пока нет
- Astm c1090Документ5 страницAstm c1090ivanhermalОценок пока нет
- Astm D 3801Документ5 страницAstm D 3801Boris AguilarОценок пока нет
- Atomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1От EverandAtomic Radiation and Polymers: International Series of Monographs on Radiation Effects in Materials, Vol. 1Оценок пока нет
- Nickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification ForДокумент10 страницNickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification Formanuel floresОценок пока нет
- Astm D2517 (2000)Документ5 страницAstm D2517 (2000)SANKARAN.KОценок пока нет
- Astm C 582Документ7 страницAstm C 582ISIES SENAIОценок пока нет
- Nature User GuideДокумент3 страницыNature User GuiderajasekarkalaОценок пока нет
- 4443Документ15 страниц4443SANKARAN.KОценок пока нет
- As 1627Документ8 страницAs 1627SANKARAN.KОценок пока нет
- Folding DNAДокумент6 страницFolding DNANajeeh XyresicОценок пока нет
- Iso 2805 PDFДокумент1 страницаIso 2805 PDFSANKARAN.KОценок пока нет
- New DOC DocumentДокумент1 страницаNew DOC DocumentSANKARAN.KОценок пока нет
- Is-4923 Steel Hollow SectionsДокумент11 страницIs-4923 Steel Hollow SectionsPartha Saradhi100% (1)
- Jotun Penguard Midcoat MIO Application GuideДокумент8 страницJotun Penguard Midcoat MIO Application GuideSANKARAN.KОценок пока нет
- PMI Testing Ensures Material Specification ComplianceДокумент24 страницыPMI Testing Ensures Material Specification ComplianceSANKARAN.KОценок пока нет
- PMI Testing Ensures Material Specification ComplianceДокумент24 страницыPMI Testing Ensures Material Specification ComplianceSANKARAN.KОценок пока нет
- 2633Документ15 страниц2633govimanoОценок пока нет
- Astm C633 01Документ4 страницыAstm C633 01SANKARAN.KОценок пока нет
- Jotun Penguard Midcoat MIO Application GuideДокумент8 страницJotun Penguard Midcoat MIO Application GuideSANKARAN.KОценок пока нет
- Is 1363 - 2 2002Документ13 страницIs 1363 - 2 2002Sourav HaitОценок пока нет
- Internship Report On Finance: Pakistan Civil Aviation AuthorityДокумент21 страницаInternship Report On Finance: Pakistan Civil Aviation AuthoritySAJID HussainОценок пока нет
- Isuzu Rodeo 1994Документ52 страницыIsuzu Rodeo 1994Mac PirxОценок пока нет
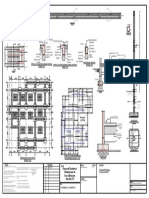
- R8 Rings@ 200 Concrete Cover of 25mm at The Other 3 Sides 2Y12 Concrete Cover of 40mm at The BottomДокумент1 страницаR8 Rings@ 200 Concrete Cover of 25mm at The Other 3 Sides 2Y12 Concrete Cover of 40mm at The BottomWanОценок пока нет
- As 2582.6-2003 Complete Filled Transport Packages - Methods of Test Vibration Test at Fixed Low FrequencyДокумент2 страницыAs 2582.6-2003 Complete Filled Transport Packages - Methods of Test Vibration Test at Fixed Low FrequencySAI Global - APACОценок пока нет
- Copy For Kind Perusal To:: SMEC International Pty. LTDДокумент3 страницыCopy For Kind Perusal To:: SMEC International Pty. LTDMohd UmarОценок пока нет
- L'Etape Indonesia Race Guide Mandalika2023 230527 131901Документ24 страницыL'Etape Indonesia Race Guide Mandalika2023 230527 131901Indah Ratma WardaniОценок пока нет
- Role of Crew in Unusal OccurencesДокумент3 страницыRole of Crew in Unusal OccurencesRaghu Veer YcdОценок пока нет
- 2012 ENGINE PERFORMANCE Electronic Throttle Control System - TL PDFДокумент64 страницы2012 ENGINE PERFORMANCE Electronic Throttle Control System - TL PDFsoftallОценок пока нет
- Spring Bolt and Nut Price List for Commercial VehiclesДокумент10 страницSpring Bolt and Nut Price List for Commercial VehiclesHemant PanpaliyaОценок пока нет
- Bridgestone - Medium Light Truck Databook - 2013Документ130 страницBridgestone - Medium Light Truck Databook - 2013Jose Angel MelendezОценок пока нет
- SAE - J3016 - Taxonomy and Definitions For Terms Related To Driving Automation SystemsДокумент30 страницSAE - J3016 - Taxonomy and Definitions For Terms Related To Driving Automation SystemsRogerio Garcia NespoloОценок пока нет
- Diesel Forklift CPCD 40-Cpcd45-Cpcd50-Cpcd55 deДокумент4 страницыDiesel Forklift CPCD 40-Cpcd45-Cpcd50-Cpcd55 dedomisilva.leandroОценок пока нет
- High-pressure sensors for measuring up to 150 MPaДокумент3 страницыHigh-pressure sensors for measuring up to 150 MPaRicardo UrioОценок пока нет
- Chapter3 The Road Influence Area RIAДокумент10 страницChapter3 The Road Influence Area RIAGeorge TiancoОценок пока нет
- NewsRecord15 08 05Документ10 страницNewsRecord15 08 05Kristina HicksОценок пока нет
- SGS Check List - Before Arrival - ECO FLEET1Документ1 страницаSGS Check List - Before Arrival - ECO FLEET1Darwin Nacion ManquiquisОценок пока нет
- Lankford 1968Документ7 страницLankford 1968pidutОценок пока нет
- Drew Kodjak - Canada Global EV - 12june2019 - 0Документ22 страницыDrew Kodjak - Canada Global EV - 12june2019 - 0Arude AmagawaОценок пока нет
- Routing & SchedulingДокумент38 страницRouting & Schedulingarpit5179Оценок пока нет
- Fujian Haian Rubber WarrantyДокумент2 страницыFujian Haian Rubber WarrantyMohamad YunandaОценок пока нет
- Soal Dan Jawaban InternalcombustionenginesДокумент8 страницSoal Dan Jawaban Internalcombustionenginesrobyharyudha100% (1)