Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Fire Alarm Sys Nec 760Документ10 страницFire Alarm Sys Nec 760nadeem Uddin100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Overhall Diferencial Mack PDFДокумент150 страницOverhall Diferencial Mack PDFmanuel fernandezОценок пока нет
- 14 Design of Bolted JointsДокумент13 страниц14 Design of Bolted JointsPRASAD32675% (4)
- Deepwell Submersible Motor 50HzДокумент38 страницDeepwell Submersible Motor 50HzSujanto WidjajaОценок пока нет
- Administration Guide Open Bee Doc Office Manager (En)Документ31 страницаAdministration Guide Open Bee Doc Office Manager (En)peka76100% (1)
- Digital Filter DesignДокумент102 страницыDigital Filter Designjaun danielОценок пока нет
- SAP-Document Splitting: GL Account DR CR Profit Center Vendor Pur. 1 Pur. 2 TaxДокумент16 страницSAP-Document Splitting: GL Account DR CR Profit Center Vendor Pur. 1 Pur. 2 Taxharshad jain100% (1)
- Effect of Moisture Content Variation On Thermo-Physical Properties of Brown Variety Tigernut (Cyperus Esculentus)Документ11 страницEffect of Moisture Content Variation On Thermo-Physical Properties of Brown Variety Tigernut (Cyperus Esculentus)AZOJETE UNIMAIDОценок пока нет
- Evaluation of Sheanut Shell-Reinforced Automotive Brake PadДокумент9 страницEvaluation of Sheanut Shell-Reinforced Automotive Brake PadAZOJETE UNIMAIDОценок пока нет
- Review of Agricultural Waste Utilization As Improvement Additives For Residual Tropical SoilsДокумент17 страницReview of Agricultural Waste Utilization As Improvement Additives For Residual Tropical SoilsAZOJETE UNIMAIDОценок пока нет
- Effect of Moisture Content On Some Engineering Properties of African Mahogany (Afzelia Africana) SeedДокумент20 страницEffect of Moisture Content On Some Engineering Properties of African Mahogany (Afzelia Africana) SeedAZOJETE UNIMAIDОценок пока нет
- Stabilization of Laterite Soil With Eggshell Powder and Sodium Silicate Used As Fill Material in Road ConstructionДокумент12 страницStabilization of Laterite Soil With Eggshell Powder and Sodium Silicate Used As Fill Material in Road ConstructionAZOJETE UNIMAIDОценок пока нет
- Cement Stabilized Structural Foundation Lateritic Soil With Bone Ash Powder As AdditiveДокумент9 страницCement Stabilized Structural Foundation Lateritic Soil With Bone Ash Powder As AdditiveAZOJETE UNIMAIDОценок пока нет
- Pattern of Residential Water Demand Analysis For Maiduguri Metropolis, North-Eastern NigeriaДокумент12 страницPattern of Residential Water Demand Analysis For Maiduguri Metropolis, North-Eastern NigeriaAZOJETE UNIMAIDОценок пока нет
- Azojete 15 (2) 226-236 PDFДокумент11 страницAzojete 15 (2) 226-236 PDFAZOJETE UNIMAIDОценок пока нет
- Azojete 15 (2) 237-247 PDFДокумент11 страницAzojete 15 (2) 237-247 PDFAZOJETE UNIMAIDОценок пока нет
- Development of A Model For Mitigating Fire Spread in Multi-Storey BuildingsДокумент17 страницDevelopment of A Model For Mitigating Fire Spread in Multi-Storey BuildingsAZOJETE UNIMAIDОценок пока нет
- Azojete 15 (2) 314-328 PDFДокумент15 страницAzojete 15 (2) 314-328 PDFAZOJETE UNIMAIDОценок пока нет
- Azojete 15 (2) 190-206 PDFДокумент17 страницAzojete 15 (2) 190-206 PDFAZOJETE UNIMAIDОценок пока нет
- CH 01Документ28 страницCH 01Deepu MaroliОценок пока нет
- Century Lookbook CatalogueДокумент162 страницыCentury Lookbook Cataloguefwd2datta50% (2)
- t410 600w 4 Amp PDFДокумент8 страницt410 600w 4 Amp PDFJose M PeresОценок пока нет
- Theory of ConstructivismДокумент10 страницTheory of ConstructivismBulan Ialah KamarulОценок пока нет
- Recycled Concrete Roadbase Swis 4003Документ45 страницRecycled Concrete Roadbase Swis 4003Mircea BobarОценок пока нет
- ViewSonic Q19wb-3 VS11578 Pow. Delta EADP-45AF BFДокумент70 страницViewSonic Q19wb-3 VS11578 Pow. Delta EADP-45AF BFaladinthewizardОценок пока нет
- It Implementation-Issues, Opportunities, Challenges, ProblemsДокумент9 страницIt Implementation-Issues, Opportunities, Challenges, ProblemsAnnonymous963258Оценок пока нет
- 820-3740 Technical OverviewДокумент238 страниц820-3740 Technical Overviewppjim100% (1)
- Proposal For Voice AppДокумент3 страницыProposal For Voice Appavneet1993Оценок пока нет
- Shot PeeningДокумент5 страницShot Peeningcaddcentre velacheryОценок пока нет
- Sony DCR Sr47Документ101 страницаSony DCR Sr47Mitesh ChauhanОценок пока нет
- Tutorial 5 UpdatedДокумент2 страницыTutorial 5 UpdatedChiraag ChiruОценок пока нет
- DCPДокумент3 страницыDCPAsima AtharОценок пока нет
- IRDAДокумент26 страницIRDANikhil JainОценок пока нет
- Sloba Dragovic - ResumeДокумент3 страницыSloba Dragovic - ResumeSloba DragovicОценок пока нет
- Datavideo Dac10Документ2 страницыDatavideo Dac10misliosОценок пока нет
- DIN EN 179 I 1125 PDFДокумент3 страницыDIN EN 179 I 1125 PDFDushan RomicОценок пока нет
- JournalДокумент13 страницJournalAnonymous 1uwOEpe5w8Оценок пока нет
- Mohana Krishnan KsДокумент2 страницыMohana Krishnan KsKanna MonishОценок пока нет
- Data Sheet - Pex 240DWДокумент8 страницData Sheet - Pex 240DWChristine ThompsonОценок пока нет
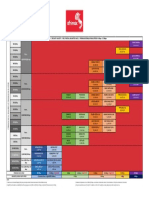
- Afrimax Pricing Table Feb23 Rel BДокумент1 страницаAfrimax Pricing Table Feb23 Rel BPhadia ShavaОценок пока нет
- Project PDFДокумент13 страницProject PDFapi-697727439Оценок пока нет
- SIL99-2C: Service Information LetterДокумент22 страницыSIL99-2C: Service Information LettersandyОценок пока нет