Вам также может понравиться
- Doosan VMC BVM 5700Документ16 страницDoosan VMC BVM 5700Jesus D. Gutierrez G.Оценок пока нет
- DjernmДокумент12 страницDjernmFilip MarkasОценок пока нет
- Vi 40Документ12 страницVi 40shendam520Оценок пока нет
- Citizen A32 BrochureДокумент4 страницыCitizen A32 BrochurecmganklОценок пока нет
- PM2000,3000,4000Документ8 страницPM2000,3000,4000rago4uОценок пока нет
- Soraluce KB 150 W Horizontal Boring MachineДокумент12 страницSoraluce KB 150 W Horizontal Boring MachineEXCELGERENCIAОценок пока нет
- In Productivity Your Partner: Since 1883Документ2 страницыIn Productivity Your Partner: Since 1883Pauk GyiiОценок пока нет
- Ms-Graessner Cat en DynagearДокумент20 страницMs-Graessner Cat en DynagearPajserchinaОценок пока нет
- Prensas Chicago Dries and KrumpДокумент12 страницPrensas Chicago Dries and KrumpElviaОценок пока нет
- Gearheads: Role of The Gearhead Gearheads For AC MotorsДокумент11 страницGearheads: Role of The Gearhead Gearheads For AC MotorsDendi DenisОценок пока нет
- AMET CBMДокумент6 страницAMET CBMstefan.e.bathoryОценок пока нет
- SMS Meer Blankstahl-Schaelen enДокумент16 страницSMS Meer Blankstahl-Schaelen enSukhvinder SinghОценок пока нет
- FLS MAAG IronDrive Gear Unit - Brochure - DIGITALДокумент5 страницFLS MAAG IronDrive Gear Unit - Brochure - DIGITALAbobakr GaberОценок пока нет
- 10T e SДокумент12 страниц10T e SAbdul KarimОценок пока нет
- Clausing Cylinder Grinders 2020-05-22Документ20 страницClausing Cylinder Grinders 2020-05-22Brayan PayanОценок пока нет
- Ctalogo Romi C830-C1000Документ12 страницCtalogo Romi C830-C1000juanchavarri_22Оценок пока нет
- LNS Tryton Product BrochureДокумент4 страницыLNS Tryton Product BrochureHector RamírezОценок пока нет
- SJP Mill BrochureДокумент4 страницыSJP Mill BrochureIgur EuiОценок пока нет
- 2018 - UMC-1000 2016 - NewДокумент16 страниц2018 - UMC-1000 2016 - NewAbhishek VelagaОценок пока нет
- Acc Saddle Brochure 03 2019 - Compressed PDFДокумент16 страницAcc Saddle Brochure 03 2019 - Compressed PDFLuis Alberto FloresОценок пока нет
- MV/MVP/MVD: Vertical Machining CenterДокумент6 страницMV/MVP/MVD: Vertical Machining CenterAna Graciela SanchezОценок пока нет
- VMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Документ16 страницVMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Avinash RaoОценок пока нет
- W4 305E Hot Strip Mills - Mechanical Equipment PDFДокумент32 страницыW4 305E Hot Strip Mills - Mechanical Equipment PDFjojoОценок пока нет
- Double Girder Overhead Crane: Product ManualДокумент12 страницDouble Girder Overhead Crane: Product ManualAdityo RahmanОценок пока нет
- GT E 201808 LowДокумент32 страницыGT E 201808 Lowwataneta valveОценок пока нет
- Mobley 2001Документ8 страницMobley 2001Harikumar AОценок пока нет
- LK LM-Series enДокумент4 страницыLK LM-Series enTECH TALOSОценок пока нет
- Eh1100 3Документ7 страницEh1100 3Alfonso BerRamОценок пока нет
- GTДокумент30 страницGTAbhishek VelagaОценок пока нет
- KXG Series - English - 2019 12Документ8 страницKXG Series - English - 2019 12adrienbridel80Оценок пока нет
- Ycm VMCДокумент18 страницYcm VMCbhadriptОценок пока нет
- YCM FV SeriesДокумент18 страницYCM FV SeriesCNC SYSTEMSОценок пока нет
- Dump Truck: Nominal Payload With Standard Equipment: Maximum GMW: EngineДокумент7 страницDump Truck: Nominal Payload With Standard Equipment: Maximum GMW: Engineamir sadighiОценок пока нет
- P-314E Wedge PressДокумент12 страницP-314E Wedge PressRaj KumarОценок пока нет
- WFT 11Документ2 страницыWFT 11Rajiv GandhiОценок пока нет
- SCMQ - 3122Документ9 страницSCMQ - 3122smn.ussharОценок пока нет
- SV Series CatalogoДокумент8 страницSV Series CatalogoEuler Vilca CarhuanchoОценок пока нет
- Servofit P: Reductores PlanetariosДокумент24 страницыServofit P: Reductores PlanetariosAgenor CarvalhoОценок пока нет
- 5-Axis Milling MachineДокумент1 страница5-Axis Milling MachineSero GhazarianОценок пока нет
- CNC MachineДокумент12 страницCNC MachineEr Faiyaz AhmedОценок пока нет
- Highly Accurate Large Vertical Machining CenterДокумент17 страницHighly Accurate Large Vertical Machining Centerletrongthoai18Оценок пока нет
- Doosan Puma V400-550-2SP Series Brochure PDFДокумент16 страницDoosan Puma V400-550-2SP Series Brochure PDFPSIX FACTORYОценок пока нет
- Kel Univ ECatДокумент8 страницKel Univ ECatShAi_MyStERiOuSОценок пока нет
- STP enДокумент2 страницыSTP enjai anjariaОценок пока нет
- Technical Note - Foundation Design For High Voltage Induction Motors PDFДокумент2 страницыTechnical Note - Foundation Design For High Voltage Induction Motors PDFMashudi FikriОценок пока нет
- VMT 330Документ6 страницVMT 330Ansh Mishra100% (1)
- SKG 230 BrochuresДокумент2 страницыSKG 230 Brochuresdion.dsiОценок пока нет
- Kubota 2016 KV RM Plough IENДокумент24 страницыKubota 2016 KV RM Plough IENdejanflojdОценок пока нет
- PUMA V400 CatalogДокумент16 страницPUMA V400 CatalogPSIX FACTORYОценок пока нет
- MRB & MRB-S: Plate Roll BendingДокумент13 страницMRB & MRB-S: Plate Roll BendingJohan SneiderОценок пока нет
- Hunger VDS2E: Valve Seat Refacing MachineДокумент2 страницыHunger VDS2E: Valve Seat Refacing Machinechao wangОценок пока нет
- Prestige CNC Servo Hybrid Press BrakesДокумент5 страницPrestige CNC Servo Hybrid Press BrakesHung LeОценок пока нет
- Drives For Centrifuges and Decanters - 991317 - EN - 05 - 16 - WebДокумент12 страницDrives For Centrifuges and Decanters - 991317 - EN - 05 - 16 - Webagsan.algabh2718Оценок пока нет
- Circulute 3000 PDFДокумент36 страницCirculute 3000 PDFShaique SiddiqueОценок пока нет
- Downloads P VDZ 1100 enДокумент8 страницDownloads P VDZ 1100 enfronjoseОценок пока нет
- Lynx 220LSYC 030615Документ15 страницLynx 220LSYC 030615Operations ManagerОценок пока нет
- BOMAG BM 500/15 and BM 600/15 Cold Planers. Productivity and Comfort Re-DefinedДокумент16 страницBOMAG BM 500/15 and BM 600/15 Cold Planers. Productivity and Comfort Re-DefinedRalf MaurerОценок пока нет
- Poster SGT-2000E Series - Nov16 PDFДокумент1 страницаPoster SGT-2000E Series - Nov16 PDFDiego CarpioОценок пока нет
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsОт EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsРейтинг: 4 из 5 звезд4/5 (1)
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsОт EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsОценок пока нет
- Title Lorem Ipsum: Sit Dolor AmetДокумент2 страницыTitle Lorem Ipsum: Sit Dolor AmetAbdul KarimОценок пока нет
- CAD Standards and PracticesДокумент37 страницCAD Standards and PracticesAbdul KarimОценок пока нет
- Guia Estud Internac PDFДокумент25 страницGuia Estud Internac PDFAbdul KarimОценок пока нет
- YMC430 eДокумент12 страницYMC430 eAbdul KarimОценок пока нет
- YMC650 eДокумент8 страницYMC650 eAbdul KarimОценок пока нет
- Vi40 e PDFДокумент12 страницVi40 e PDFAbdul KarimОценок пока нет
- V Series SДокумент18 страницV Series SAbdul KarimОценок пока нет
- V2-50+spec+sheet 28feb+webДокумент2 страницыV2-50+spec+sheet 28feb+webAbdul KarimОценок пока нет
- 10T e SДокумент12 страниц10T e SAbdul KarimОценок пока нет
- Ultra High-Precision and High-Speed Micro Fine Machining Center P12-C GenesisДокумент1 страницаUltra High-Precision and High-Speed Micro Fine Machining Center P12-C GenesisAbdul KarimОценок пока нет
- CNC Programming Training v2Документ1 страницаCNC Programming Training v2Abdul KarimОценок пока нет
- Iso 10245 2 2014 en PDFДокумент8 страницIso 10245 2 2014 en PDFANDYZHUANGОценок пока нет
- Proposal Product Range Awak Mas + ProposalДокумент124 страницыProposal Product Range Awak Mas + ProposalJoshwa SimamoraОценок пока нет
- SRO3-O (NMEA To Synchro Converter: User ManualДокумент45 страницSRO3-O (NMEA To Synchro Converter: User ManualER UmeshОценок пока нет
- Dem 20487 Syh-LyДокумент14 страницDem 20487 Syh-LyPreda AndreiОценок пока нет
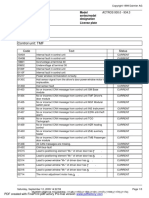
- Current Fault Codes: Code Text StatusДокумент3 страницыCurrent Fault Codes: Code Text StatusnaftaliОценок пока нет
- S-000-1382-0001V - 0 - Specification Power and Control CableДокумент9 страницS-000-1382-0001V - 0 - Specification Power and Control CableOoi Wei ShengОценок пока нет
- MkIV Failure CodesДокумент12 страницMkIV Failure Codesjaypc1050% (2)
- Block Diagram SchematicsДокумент16 страницBlock Diagram SchematicsViegasBottcherОценок пока нет
- S10 Electric Power PackДокумент22 страницыS10 Electric Power PackAdolfo Badillo GálvezОценок пока нет
- Chennai Forge Products PVT LTD ProfileДокумент33 страницыChennai Forge Products PVT LTD ProfilepmlmkpОценок пока нет
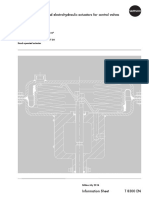
- Actuators: Pneumatic, Electric and Electrohydraulic Actuators For Control Valves and Butterfly ValvesДокумент8 страницActuators: Pneumatic, Electric and Electrohydraulic Actuators For Control Valves and Butterfly ValvesCarlos Arias LuyandoОценок пока нет
- Vol02 Tab01Документ128 страницVol02 Tab01jonathanОценок пока нет
- Pusbutton Switches Serie FP24Документ9 страницPusbutton Switches Serie FP24jorge eduardoОценок пока нет
- Tunel Linde Cryoline CWДокумент74 страницыTunel Linde Cryoline CWdddscri100% (1)
- 4b524222 PDFДокумент85 страниц4b524222 PDFzender07100% (1)
- Aptio V Status CodesДокумент13 страницAptio V Status CodesKevin TateОценок пока нет
- Alto Mistral 2500, 4000Документ46 страницAlto Mistral 2500, 4000wacawaca100% (1)
- 12352201-107 en Es FRДокумент121 страница12352201-107 en Es FRAnibal Jose Cruz LarezОценок пока нет
- Instructor's or Course Coordinator's Name: Harpreet SinghДокумент3 страницыInstructor's or Course Coordinator's Name: Harpreet SinghNandini GuptaОценок пока нет
- SmartLine020-4 CoP 0051-CPR-1413 20181121 EN PDFДокумент2 страницыSmartLine020-4 CoP 0051-CPR-1413 20181121 EN PDFDiego GodinesОценок пока нет
- GK 19 Ur PDFДокумент50 страницGK 19 Ur PDFDavid DiehlОценок пока нет
- cMT-G03 Datasheet ENG PDFДокумент2 страницыcMT-G03 Datasheet ENG PDFAshutosh Vivek ParabОценок пока нет
- Manual Transmision CF1 PDFДокумент337 страницManual Transmision CF1 PDFCpo MixtoprofОценок пока нет
- Thesis Uninterrupted Power SupplyДокумент4 страницыThesis Uninterrupted Power Supplynadugnlkd100% (2)
- Basics of Computer Hardware: What Are Computers Used For?Документ17 страницBasics of Computer Hardware: What Are Computers Used For?velpulas1Оценок пока нет
- AEL5 Series Electric Linear Actuators For DN15 To DN100 Control Valves-Technical InformationДокумент9 страницAEL5 Series Electric Linear Actuators For DN15 To DN100 Control Valves-Technical InformationNguyen Xuan QuangОценок пока нет
- Delta Ia-Plc As C en 20210916Документ56 страницDelta Ia-Plc As C en 20210916Diana Amaya NatividadОценок пока нет
- Moriniservices5 PDFДокумент44 страницыMoriniservices5 PDFMoto TOWОценок пока нет
- Cutes Corporation: InstructionДокумент37 страницCutes Corporation: InstructionEndraОценок пока нет
- Company Details ReepДокумент9 страницCompany Details ReepDharshini NagalingamОценок пока нет