Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Case Study On "Unilever in Brazil-Marketing Strategies For Low Income Consumers "Документ15 страницCase Study On "Unilever in Brazil-Marketing Strategies For Low Income Consumers "Deepak BajpaiОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Week 4 - Problem Set AssignmentДокумент5 страницWeek 4 - Problem Set Assignmentnacer zidiОценок пока нет
- Week 4 - Assemblies - Lecture PresentationДокумент43 страницыWeek 4 - Assemblies - Lecture Presentationnacer zidiОценок пока нет
- Week 7 - Lecture Product Visualization: ME 24-688 Introduction To CAD/CAE ToolsДокумент44 страницыWeek 7 - Lecture Product Visualization: ME 24-688 Introduction To CAD/CAE Toolsnacer zidiОценок пока нет
- Week 7 - Project 3 - Shots Alternates BehaviorsДокумент5 страницWeek 7 - Project 3 - Shots Alternates Behaviorsnacer zidiОценок пока нет
- Week 7 - Project 2 - Materials and LightsДокумент43 страницыWeek 7 - Project 2 - Materials and Lightsnacer zidiОценок пока нет
- Week 4 - Project 3 - Designing in ContextДокумент16 страницWeek 4 - Project 3 - Designing in Contextnacer zidiОценок пока нет
- Week 3 - Problem Set AssignmentДокумент7 страницWeek 3 - Problem Set Assignmentnacer zidiОценок пока нет
- Improving Diagnosis From Past Prognosis in Structural Health MonitoringДокумент11 страницImproving Diagnosis From Past Prognosis in Structural Health Monitoringnacer zidiОценок пока нет
- Aiaa 2010 6631Документ18 страницAiaa 2010 6631nacer zidiОценок пока нет
- MQ 53428Документ115 страницMQ 53428nacer zidiОценок пока нет
- An Auto-Associative Residual Processing and K-Means Clustering Approach For Anemometer Health AssessmentДокумент12 страницAn Auto-Associative Residual Processing and K-Means Clustering Approach For Anemometer Health Assessmentnacer zidiОценок пока нет
- Ijser: Condition Monitoring of Wind Turbines: A ReviewДокумент16 страницIjser: Condition Monitoring of Wind Turbines: A Reviewnacer zidiОценок пока нет
- Comparison of Two Probabilistic Fatigue Damage Assessment Approaches Using Prognostic Performance MetricsДокумент11 страницComparison of Two Probabilistic Fatigue Damage Assessment Approaches Using Prognostic Performance Metricsnacer zidiОценок пока нет
- 27504Документ143 страницы27504nacer zidiОценок пока нет
- Scrubber Guide Sample Pages PDFДокумент31 страницаScrubber Guide Sample Pages PDFYao WeiОценок пока нет
- Vatani MASc F2013Документ277 страницVatani MASc F2013nacer zidiОценок пока нет
- Engineering Seminar Topics:: Seminar Paper Engineering Seminar Topics:: Seminar PaperДокумент12 страницEngineering Seminar Topics:: Seminar Paper Engineering Seminar Topics:: Seminar Papernacer zidiОценок пока нет
- D-R 808 Dust Monitor: Reliable Monitoring of Low To Medium ConcentrationsДокумент6 страницD-R 808 Dust Monitor: Reliable Monitoring of Low To Medium Concentrationsnacer zidiОценок пока нет
- Scrubber PDFДокумент4 страницыScrubber PDFnacer zidiОценок пока нет
- Riga Technical University: Summary of Doctoral ThesisДокумент41 страницаRiga Technical University: Summary of Doctoral Thesisnacer zidiОценок пока нет
- DGR Guidance Book 2018 en Rev View PDFДокумент76 страницDGR Guidance Book 2018 en Rev View PDFAnarjin UnurjargalОценок пока нет
- Water Systeme PDFДокумент1 страницаWater Systeme PDFnacer zidiОценок пока нет
- Brochure Emission en Rev ViewДокумент24 страницыBrochure Emission en Rev Viewnacer zidiОценок пока нет
- DSL-460 MkII Data Sheet V2.1Документ8 страницDSL-460 MkII Data Sheet V2.1nacer zidiОценок пока нет
- Experimental Study and Mathematical ModelingДокумент10 страницExperimental Study and Mathematical Modelingnacer zidiОценок пока нет
- Underground Diesel ExhaustДокумент22 страницыUnderground Diesel Exhaustnacer zidiОценок пока нет
- Shu Shih-Tung (EMShip Thesis Feb 2013) A Life Cycle Cost Analysis of Marine Scrubber Technologies PDFДокумент115 страницShu Shih-Tung (EMShip Thesis Feb 2013) A Life Cycle Cost Analysis of Marine Scrubber Technologies PDFnacer zidiОценок пока нет
- Scrubber PDFДокумент4 страницыScrubber PDFnacer zidiОценок пока нет
- Review of Design, Operating, and Financial PDFДокумент13 страницReview of Design, Operating, and Financial PDFnacer zidiОценок пока нет
- Numerical Model of So2 PDFДокумент6 страницNumerical Model of So2 PDFnacer zidiОценок пока нет
- Chapter 17 Study Guide: VideoДокумент7 страницChapter 17 Study Guide: VideoMruffy DaysОценок пока нет
- GNT 52 60HZ enДокумент4 страницыGNT 52 60HZ enEduardo VicoОценок пока нет
- 06.21.2010 - Historic Treasure of Jewish Life and Culture Gifted To UC BerkeleyДокумент2 страницы06.21.2010 - Historic Treasure of Jewish Life and Culture Gifted To UC BerkeleymagnesmuseumОценок пока нет
- Saunders & Cornnet Solution Chapter 1 Part 1Документ5 страницSaunders & Cornnet Solution Chapter 1 Part 1Mo AlamОценок пока нет
- 60 Plan of DepopulationДокумент32 страницы60 Plan of DepopulationMorena Eresh100% (1)
- Warranty FormДокумент13 страницWarranty FormEmpyrean Builders Corp.Оценок пока нет
- Time-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change MaterialДокумент15 страницTime-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change Materialgassoumi walidОценок пока нет
- Claudia Maienborn, Semantics, 381Документ34 страницыClaudia Maienborn, Semantics, 381robert guimaraesОценок пока нет
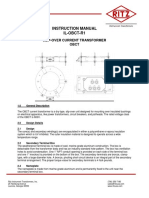
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctДокумент2 страницыInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالОценок пока нет
- School Form 8 Grade 3Документ20 страницSchool Form 8 Grade 3Mimi Ng PinasОценок пока нет
- Grade 8 Least Mastered Competencies Sy 2020-2021: Handicraft Making Dressmaking CarpentryДокумент9 страницGrade 8 Least Mastered Competencies Sy 2020-2021: Handicraft Making Dressmaking CarpentryHJ HJОценок пока нет
- Permeability PropertiesДокумент12 страницPermeability Propertieskiwi27_87Оценок пока нет
- AlligentДокумент44 страницыAlligentariОценок пока нет
- Nursing Care Plan For AIDS HIVДокумент3 страницыNursing Care Plan For AIDS HIVFARAH MAE MEDINA100% (2)
- JurnalДокумент12 страницJurnalSandy Ronny PurbaОценок пока нет
- Homelite 18V Hedge Trimmer - UT31840 - Users ManualДокумент18 страницHomelite 18V Hedge Trimmer - UT31840 - Users ManualgunterivОценок пока нет
- RL78 L1B UsermanualДокумент1 062 страницыRL78 L1B UsermanualHANUMANTHA RAO GORAKAОценок пока нет
- Btech CertificatesДокумент6 страницBtech CertificatesSuresh VadlamudiОценок пока нет
- Blank Freeway Walls Replaced With Local Designs - Press EnterpriseДокумент5 страницBlank Freeway Walls Replaced With Local Designs - Press EnterpriseEmmanuel Cuauhtémoc Ramos BarajasОценок пока нет
- 0801871441Документ398 страниц0801871441xLeelahx50% (2)
- LANY Lyrics: "Thru These Tears" LyricsДокумент2 страницыLANY Lyrics: "Thru These Tears" LyricsAnneОценок пока нет
- Symmetrir and Order. Reasons To Live According The LodgeДокумент6 страницSymmetrir and Order. Reasons To Live According The LodgeAnonymous zfNrN9NdОценок пока нет
- ELS 15 Maret 2022 REVДокумент14 страницELS 15 Maret 2022 REVhelto perdanaОценок пока нет
- American University of Beirut PSPA 210: Intro. To Political ThoughtДокумент4 страницыAmerican University of Beirut PSPA 210: Intro. To Political Thoughtcharles murrОценок пока нет
- Opentext Documentum Archive Services For Sap: Configuration GuideДокумент38 страницOpentext Documentum Archive Services For Sap: Configuration GuideDoond adminОценок пока нет
- Hamza Akbar: 0308-8616996 House No#531A-5 O/S Dehli Gate MultanДокумент3 страницыHamza Akbar: 0308-8616996 House No#531A-5 O/S Dehli Gate MultanTalalОценок пока нет
- Business Mathematics (Matrix)Документ3 страницыBusiness Mathematics (Matrix)MD HABIBОценок пока нет
- BPI - I ExercisesДокумент241 страницаBPI - I Exercisesdivyajeevan89Оценок пока нет
- The Frozen Path To EasthavenДокумент48 страницThe Frozen Path To EasthavenDarwin Diaz HidalgoОценок пока нет