Вам также может понравиться
- Официальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@Документ1 страницаОфициальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@brayanОценок пока нет
- Utp 068 HHДокумент1 страницаUtp 068 HHRoberto_PrrОценок пока нет
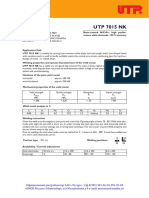
- Utp 7015 NKДокумент1 страницаUtp 7015 NKsergey.pu4kaОценок пока нет
- مكونات نقط اللحام شامل بنط اللحامДокумент2 страницыمكونات نقط اللحام شامل بنط اللحامdaha333Оценок пока нет
- UTP A 6222 MoДокумент1 страницаUTP A 6222 MoKara WhiteОценок пока нет
- Utp 7015Документ1 страницаUtp 7015cesarlopezpolysiusОценок пока нет
- 02112015000000B - Boehler FOX EASN 25 M - CeДокумент1 страница02112015000000B - Boehler FOX EASN 25 M - CeABОценок пока нет
- Thermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicДокумент1 страницаThermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicbrayanОценок пока нет
- Böhler Cat 409 Cb-Ig: Classifi CationsДокумент1 страницаBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakОценок пока нет
- L1 34264 en T Thermanit MTS 3 Se en v2Документ1 страницаL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaОценок пока нет
- 570 950mpa High Tensile Strength SteelДокумент32 страницы570 950mpa High Tensile Strength SteelAde Aidil SyuhadaОценок пока нет
- UTP 3545 NB PDFДокумент1 страницаUTP 3545 NB PDFhqnscОценок пока нет
- Avesta 316L-SKRДокумент1 страницаAvesta 316L-SKRIuliu HurducaciОценок пока нет
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент3 страницыProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLОценок пока нет
- Utp 34 NДокумент1 страницаUtp 34 NbrayanОценок пока нет
- T - Thermanit 25 - 09 CuT - de - en - 5Документ1 страницаT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANIОценок пока нет
- 1 - UTP 614 KBДокумент1 страница1 - UTP 614 KBKrishna VachaОценок пока нет
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Документ1 страницаL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuОценок пока нет
- B Boehler Aws E316l 17 Se en 5a Mds PDFДокумент1 страницаB Boehler Aws E316l 17 Se en 5a Mds PDFInaamОценок пока нет
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент3 страницыProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLОценок пока нет
- Böhler CN 13/4-Mc Hi: Classifi CationsДокумент1 страницаBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakОценок пока нет
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент2 страницыProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87Оценок пока нет
- Utp 630Документ1 страницаUtp 630brayanОценок пока нет
- Boehler FOX CN 25 9 CuT - CeДокумент1 страницаBoehler FOX CN 25 9 CuT - CeNiranjan Fakirchand YadavОценок пока нет
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Документ2 страницыProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajОценок пока нет
- BÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28Документ1 страницаBÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28JORAMОценок пока нет
- Utp 63Документ1 страницаUtp 63brayanОценок пока нет
- Thermanit P23Документ1 страницаThermanit P23Branko FerenčakОценок пока нет
- Carbocast 1 - eДокумент1 страницаCarbocast 1 - eali torabiОценок пока нет
- B - Boehler NiMo 1-IG - de - en - 5Документ1 страницаB - Boehler NiMo 1-IG - de - en - 5cristian popescuОценок пока нет
- B - Boehler CN 25 9 CuT IG - TRДокумент1 страницаB - Boehler CN 25 9 CuT IG - TRalbertorebellatoОценок пока нет
- Boehler CN 13 4-MC - SWДокумент1 страницаBoehler CN 13 4-MC - SWSebastian AcostaОценок пока нет
- L1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Документ1 страницаL1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dimitris NikouОценок пока нет
- Cromarod Duplex B-1Документ1 страницаCromarod Duplex B-1Matija BušićОценок пока нет
- Boehler CM2-UPДокумент1 страницаBoehler CM2-UPdiahОценок пока нет
- Boehler CN 13 4-MC FДокумент1 страницаBoehler CN 13 4-MC FFilipe CordeiroОценок пока нет
- Datasheet Sanicro 69Документ1 страницаDatasheet Sanicro 69Agustin CesanОценок пока нет
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsДокумент1 страницаFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaОценок пока нет
- Utp Af A7Документ1 страницаUtp Af A7VIRPOPОценок пока нет
- Thermanit P24Документ1 страницаThermanit P24Branko FerenčakОценок пока нет
- 03112015000000B - Boehler FOX NiCr 70 NB - CeДокумент1 страница03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovОценок пока нет
- WB5525E ENiCrMo-5Документ1 страницаWB5525E ENiCrMo-5cwiksjОценок пока нет
- Fluxofil M42: Cored Wires High-Strength SteelsДокумент1 страницаFluxofil M42: Cored Wires High-Strength SteelsCristian BoselliОценок пока нет
- CERTILAS EN Edition2023 320Документ1 страницаCERTILAS EN Edition2023 320Alireza KhodabandehОценок пока нет
- Thermanit Nicro 82: TIG Rods, Nickel-AlloyДокумент2 страницыThermanit Nicro 82: TIG Rods, Nickel-AlloyMaximiliano Ezequiel LopezОценок пока нет
- Wb2092e E7024Документ1 страницаWb2092e E7024cwiksjОценок пока нет
- YAWATA 7018: Classification Applications Characteristics ApprovalsДокумент1 страницаYAWATA 7018: Classification Applications Characteristics ApprovalsDenny AgusОценок пока нет
- Tencord KB (E 42 4 Z B 42 h5)Документ1 страницаTencord KB (E 42 4 Z B 42 h5)brunizzaОценок пока нет
- 055 PDFДокумент1 страница055 PDFantonio111aОценок пока нет
- Supercito (E 42 5 B 32 h5)Документ1 страницаSupercito (E 42 5 B 32 h5)brunizzaОценок пока нет
- Bohler Fox S 308L-16Документ1 страницаBohler Fox S 308L-16HAKANОценок пока нет
- 02112015000000B - Boehler FOX EV 65 - CeДокумент1 страница02112015000000B - Boehler FOX EV 65 - CeMohamed AdelОценок пока нет
- X Bond: Welding Electrode For Structural Welding ApplicationДокумент1 страницаX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainОценок пока нет
- L1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Документ2 страницыL1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Απόστολος ΣτεργιάδηςОценок пока нет
- UTP A 3545 NB PDFДокумент1 страницаUTP A 3545 NB PDFNОценок пока нет
- UTP A 3545 NB PDFДокумент1 страницаUTP A 3545 NB PDFNОценок пока нет
- UTP A 3545 NBДокумент1 страницаUTP A 3545 NBNapol HengbumrungОценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesОт EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesОценок пока нет
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesОт EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Lnm309h-Eng Stainless Steel Solid WireДокумент1 страницаLnm309h-Eng Stainless Steel Solid WiredantegimenezОценок пока нет
- Fly Ash Particle Formation in Kraft Recovery Boilers: Pirita MikkanenДокумент71 страницаFly Ash Particle Formation in Kraft Recovery Boilers: Pirita MikkanendantegimenezОценок пока нет
- Degradation Machanism of Heat Resistant Steel at Elevated TemperaturesДокумент180 страницDegradation Machanism of Heat Resistant Steel at Elevated TemperaturesdantegimenezОценок пока нет
- Presentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVДокумент21 страницаPresentation Teledyne ICM NDT 2019 - DD - DIGITAL RADIOGRAPHY 1 SVdantegimenezОценок пока нет
- CAPILLA - Welding Consumables For Welding of Creep and Heat ResistantДокумент40 страницCAPILLA - Welding Consumables For Welding of Creep and Heat ResistantdantegimenezОценок пока нет
- Magnetic Field IndicatorsДокумент2 страницыMagnetic Field IndicatorsdantegimenezОценок пока нет
- A Guide To Etching Specialty Alloys For Microstructural EvaluationДокумент15 страницA Guide To Etching Specialty Alloys For Microstructural EvaluationdantegimenezОценок пока нет
- Couplant Feature Comparison Chart: N/A N/AДокумент1 страницаCouplant Feature Comparison Chart: N/A N/AdantegimenezОценок пока нет
- Widmanstätten StructuresДокумент3 страницыWidmanstätten StructuresdantegimenezОценок пока нет
- Disbonding: Industrial Solutions EnglishДокумент8 страницDisbonding: Industrial Solutions EnglishdantegimenezОценок пока нет
- Types of Magnetizing CurrentДокумент3 страницыTypes of Magnetizing Currentdantegimenez0% (1)
- KOBELCO Welding Handbook 2009Документ202 страницыKOBELCO Welding Handbook 2009shamsabbasОценок пока нет
- Thyseenkrup - Stainless Steel 1-4713Документ3 страницыThyseenkrup - Stainless Steel 1-4713dantegimenezОценок пока нет
- HILCO Stick Electrodes at A GlanceДокумент6 страницHILCO Stick Electrodes at A Glanceziaee950Оценок пока нет
- Turbine Generator OverviewДокумент24 страницыTurbine Generator OverviewdantegimenezОценок пока нет
- Evaluation of The Performance of Computed Radiography Systems With Different Sources and Different ConfigurationsДокумент12 страницEvaluation of The Performance of Computed Radiography Systems With Different Sources and Different ConfigurationsdantegimenezОценок пока нет
- Turbine Generator OverviewДокумент24 страницыTurbine Generator OverviewdantegimenezОценок пока нет
- Microeconomics Term 1 SlidesДокумент494 страницыMicroeconomics Term 1 SlidesSidra BhattiОценок пока нет
- Explore The WorldДокумент164 страницыExplore The WorldEduardo C VanciОценок пока нет
- Code ExplanantionДокумент4 страницыCode ExplanantionVivek JadiyaОценок пока нет
- Holiday AssignmentДокумент18 страницHoliday AssignmentAadhitya PranavОценок пока нет
- DISCHARGE PLAN CuyosДокумент6 страницDISCHARGE PLAN CuyosShaweeyah Mariano BabaoОценок пока нет
- The Piano Lesson Companion Book: Level 1Документ17 страницThe Piano Lesson Companion Book: Level 1TsogtsaikhanEnerelОценок пока нет
- Chap9 PDFДокумент144 страницыChap9 PDFSwe Zin Zaw MyintОценок пока нет
- FSM Syllabus20071228 1Документ3 страницыFSM Syllabus20071228 1Institute of Fengshui BaziОценок пока нет
- Aquaculture - Set BДокумент13 страницAquaculture - Set BJenny VillamorОценок пока нет
- Ubi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaДокумент8 страницUbi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaPatrick Glenn BalanzaОценок пока нет
- Project Manager PMP PMO in Houston TX Resume Nicolaas JanssenДокумент4 страницыProject Manager PMP PMO in Houston TX Resume Nicolaas JanssenNicolaasJanssenОценок пока нет
- Lecture Notes 3A - Basic Concepts of Crystal Structure 2019Документ19 страницLecture Notes 3A - Basic Concepts of Crystal Structure 2019Lena BacaniОценок пока нет
- Mark Magazine#65Документ196 страницMark Magazine#65AndrewKanischevОценок пока нет
- Asan Visa Ae102901499Документ2 страницыAsan Visa Ae102901499hardeep ranaОценок пока нет
- 21st CENTURY TECHNOLOGIES - PROMISES AND PERILS OF A DYNAMIC FUTUREДокумент170 страниц21st CENTURY TECHNOLOGIES - PROMISES AND PERILS OF A DYNAMIC FUTUREpragya89Оценок пока нет
- BECIL Registration Portal: How To ApplyДокумент2 страницыBECIL Registration Portal: How To ApplySoul BeatsОценок пока нет
- Tachycardia Algorithm 2021Документ1 страницаTachycardia Algorithm 2021Ravin DebieОценок пока нет
- Object-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Документ15 страницObject-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Rishabh MalikОценок пока нет
- Ginger Final Report FIGTF 02Документ80 страницGinger Final Report FIGTF 02Nihmathullah Kalanther Lebbe100% (2)
- Financial Accounting 1: Chapter 5 Cash and Short Term InvestmentДокумент31 страницаFinancial Accounting 1: Chapter 5 Cash and Short Term InvestmentCabdiraxmaan GeeldoonОценок пока нет
- Antibiotics MCQsДокумент4 страницыAntibiotics MCQsPh Israa KadhimОценок пока нет
- Pest of Field Crops and Management PracticalДокумент44 страницыPest of Field Crops and Management PracticalNirmala RameshОценок пока нет
- Vedic Maths Edited 2Документ9 страницVedic Maths Edited 2sriram AОценок пока нет
- Will Smith BiographyДокумент11 страницWill Smith Biographyjhonatan100% (1)
- Redirection & PipingДокумент16 страницRedirection & PipingPraveen PatelОценок пока нет
- Metalcor - 1.4507 - Alloy - F255 - Uranus 52N - S32520Документ1 страницаMetalcor - 1.4507 - Alloy - F255 - Uranus 52N - S32520NitinОценок пока нет
- Baxter - Heraeus Megafuge 1,2 - User ManualДокумент13 страницBaxter - Heraeus Megafuge 1,2 - User ManualMarcos ZanelliОценок пока нет
- Topic Group Present (Week 8) Chapter 1:sociology and Learning ManagementДокумент2 страницыTopic Group Present (Week 8) Chapter 1:sociology and Learning ManagementLEE LEE LAUОценок пока нет
- International Patient Referral - Part 2 - Revised - 29-04-2010 - 2Документ2 страницыInternational Patient Referral - Part 2 - Revised - 29-04-2010 - 2Fatah AssadОценок пока нет
- Accounting Worksheet Problem 4Документ19 страницAccounting Worksheet Problem 4RELLON, James, M.100% (1)